
BAg30CuxZny钎料成分对钎焊电触头温升值的影响
2017-05-11 05:48:02郭艳红龙伟民钟素娟张冠星程亚芳
焊接 2017年4期
郭艳红 龙伟民 钟素娟 张冠星 程亚芳
(郑州机械研究所 新型钎焊材料与技术国家重点实验室,郑州 450001)
BAg30CuxZny钎料成分对钎焊电触头温升值的影响
郭艳红 龙伟民 钟素娟 张冠星 程亚芳
(郑州机械研究所 新型钎焊材料与技术国家重点实验室,郑州 450001)
为了全面了解同组元BAg30CuxZny钎料综合使用性能(如溶化温度、润湿铺展性能、力学性能及电学性能)的变化规律,针对BAg30CuxZny钎料钎焊铜、银材料接头的电学性能的变化规律进行试验测试。而为了更能代表钎焊接头的电学性能变化情况,选择电器行业中评估焊接接头电学性能的温升值为对比对象。因已有研究表明接头钎着率直接影响其温升值大小(钎着率越低温升值越高),所以在试验中需屏蔽掉钎着率影响因素,测试对象的钎焊接头应具有相近的钎着率(±0.5%)。并通过微观组织的对比分析,推论出影响温升值的内在因素。
钎料成分 钎焊接头 温升值
0 序 言
温升值在电器行业中应用最为广泛的电学性能表征,也是电器最基本的试验项目之一[1]。因此,了解钎焊接头的电学性能,温升试验是最佳选择对象。该试验是指经过一定时间的通电状态稳定之后,用热电偶等测温仪器测定电器元器件如断路器、继电器、接触器等零部件(包括触头、接线端子、外壳等)在常规的工作环境下的温度,然后计算出高于周围环境温度的差值。因不同的国家和地区使用环境的不同,对低压电器产品的关键零部件如触头等的温升极限值都规定了一个额定值,即在确定的周围环境温度下不允许超过对应的额定值[2]。
钎着率即是钎焊接头的焊合面积与整个焊接面积的比值(%),它不仅受钎焊材料、钎焊工艺的影响,更和操作者的技术及偶然因素分不开,钎着率高的电触头由于其接触面积大,接触电阻小,产生的热量也就小些,相应获得较好的电学性能即温升值较低[3]。所以需要焊接大批量接头,通过超声波无损检测仪器挑选出钎着率相近(±0.5%)的钎焊接头,排除钎着率影响因素,然后用各组选出的钎焊接头作对比试验。
1 试验用钎焊接头
试验试样为感应钎焊的NC2-265型号的电触头,电触头基体材料为紫铜,触点材料为Ag-CdO合金材料,BAg30CuxZny钎料,QJ-2钎剂;钎焊温度:TL+(30~50)℃。试验所钎焊的电触头如图1所示。
使用JTUIS自动超声成像无损检测系统[4]对温升试样钎焊接头(NC2-265电触头)进行挑选,钎着率为86.5%±0.5%。接头钎着率扫描图像如图2所示。
图1 钎焊后的NC2-265电触头试样
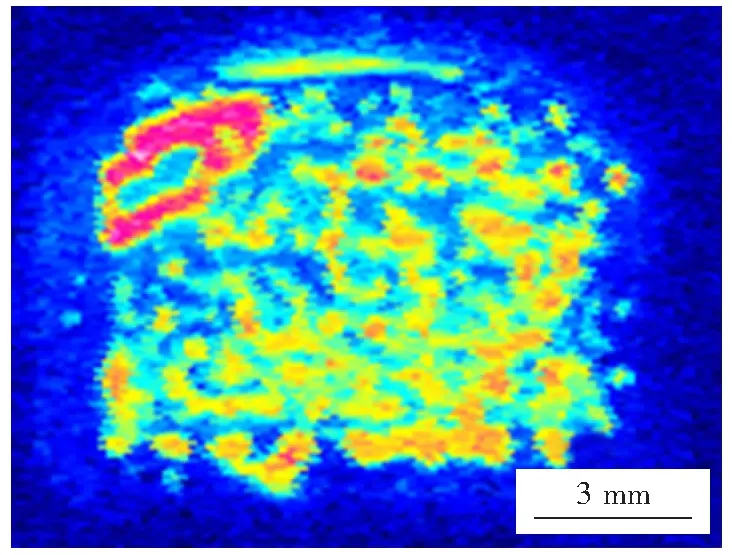
图2 BAg30Cu40Zn,钎着率86.9%
2 钎焊接头温升试验
2.1 检测条件及设备
从各组挑选出钎着率(86%~87%)相近的6个电触头,并将这些电触头装配成成品准备进行温升试验。
2.1.1 检测条件
安装方式为垂直; 电路连接方式为并联;导线截面积为185 mm2; 电流为315 A;环境温度:20~25 ℃。
2.1.2 试验设备
设备为大电流试验台;互感变比为1 000/5;温度计为0~100 ℃;数字温度显示仪为0~120 ℃。
2.2 试验过程
将各组电触头组装成最终产品,按照相关的温升试验要求,安装于大电流试验台上,加载电压为380 V,加载电流为315 A,在通电时间大于4 h之后(此时产品温升数值稳定),测定接线端或者触头银点表面的温度,记录每个触头的最终试验温度,并计算出其高于环境温度的温度数值即为温升值。试验采用接触式测温方式,应用的温度传感器为铜-康铜热电偶(在21 ℃时精度为±0.7 ℃),以数字温度显示仪显示。
3 试验结果
根据温升试验要求测出各组电触头的温升值,试验结果见表1。
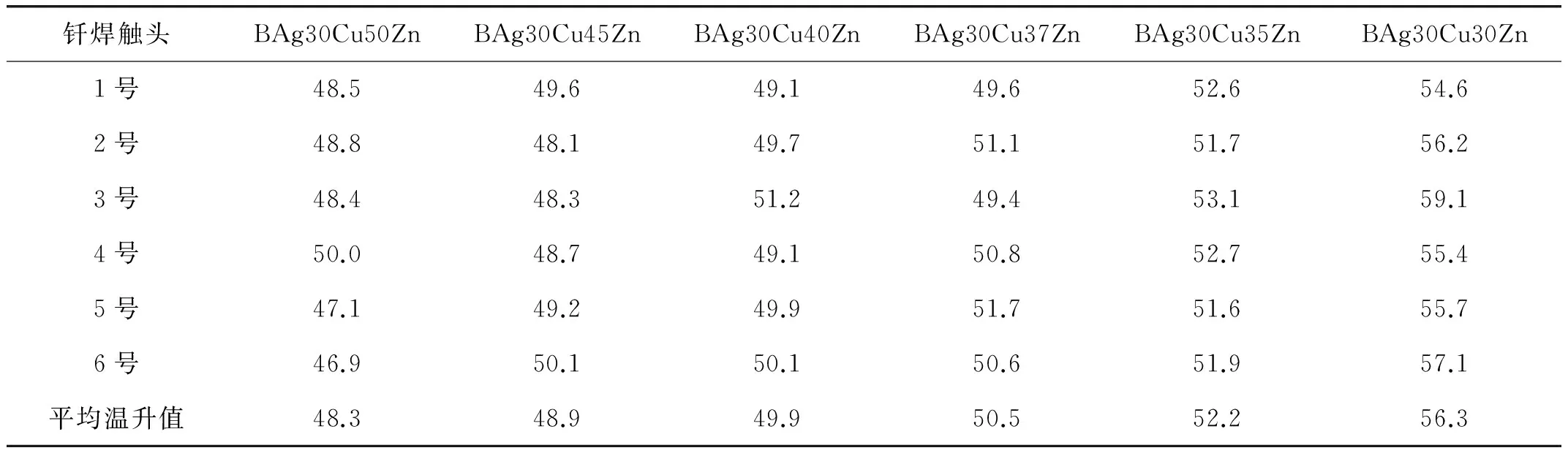
表1 各组钎焊电触头的温升数据 ℃
根据上表得到各组钎焊触头平均温升值变化趋势如图3所示。
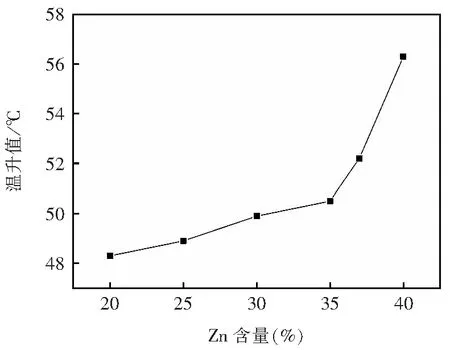
图3 各组钎焊电触头的平均温升值
按照理论规定,温升数值越小,表示电触头的使用效果越好,寿命越长,使用越安全。一般情况下,温升数值<70 ℃为比较理想的状态。
从试验结果看出,随着BAg30CuxZny钎料Zn含量的增加,即Cu含量的降低,电触头温升值逐渐增加,且第6组温升值上升幅度较大(ΔT=4.1 ℃),高于前几组上升趋势。
4 钎缝微观组织分析
4.1 钎料与母材的相互作用
为了更好的分析钎缝微观组织,首先要对钎料与母材的相互作用情况作一定的了解。接下来文中对钎缝的界面区及钎料与母材的相互作用情况进行简单的分析。
图4为钎缝组织示意图[5],钎焊接头一般由三个区域组成,分别为母材中靠近界面的扩散区、钎缝的界面区和钎缝的中心区。扩散区组织由钎料组分向母材的扩散形成,钎缝中心区组织不同于钎料的原始组织,因为会发生钎料组分的扩散、母材的溶解以及结晶的偏析。界面区组织经过了母材的溶解,其形貌比较复杂,经冷却后可能生成固溶体或是金属间化合物[6]。
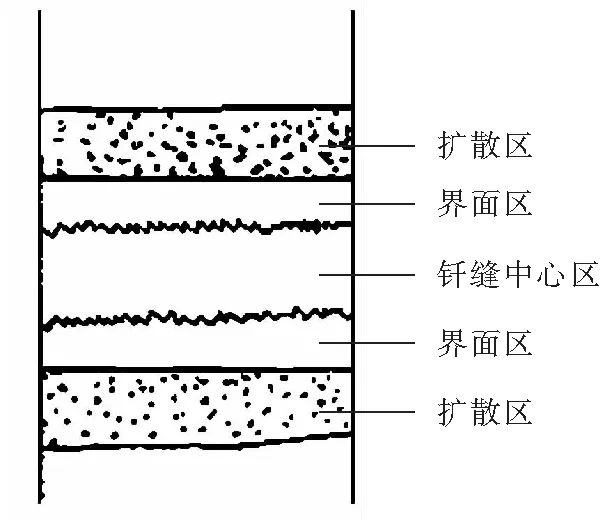
图4 钎缝组织示意图
在电触头钎缝的整个区域中,钎焊界面区及钎料向母材侧的扩散情况对钎焊接头的性能影响很大,当元素扩散不良时将严重影响钎焊接头的力学性能和电学性能[7],下面将对钎缝的界面区及元素扩散情况进行分析,图5为钎缝Bag30CuZn的结合界面。
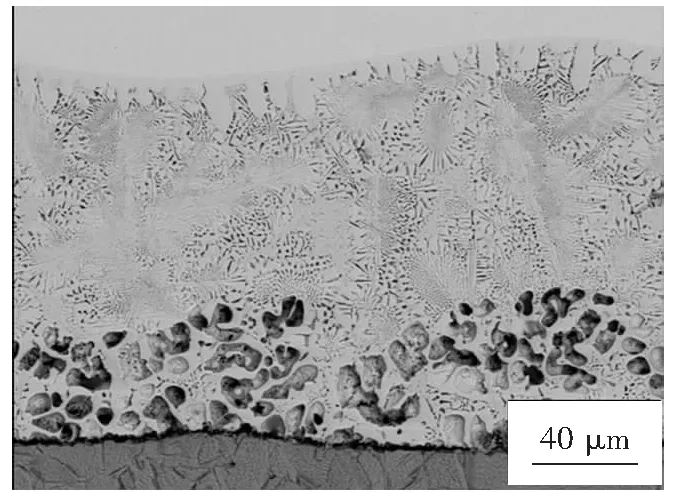
图5 钎缝Bag30CuZn结合界面
通过各个钎料钎缝的SEM扫描图可以看出,所用钎缝钎料与纯银母材的结合情况比较好。钎缝靠近纯银层一侧的晶粒沿着母材晶粒的表面向钎缝中心区生长,生长方式为联生结晶(该结晶方式一般也被称为交互结晶)。能发生联生结晶一方面说明钎缝在该侧的结合情况较好,另一方面也说明在钎焊过程中银表面的氧化物去除得比较好,因为只有在去除钎料尤其是母材表面氧化膜的情况下,熔融态的钎料组组元才能顺着母材的晶粒表面向钎缝中心生长[8]。与银的结合界面能发生联生结晶说明该界面具有较好的电学性能。
接下来观察钎缝与紫铜侧的连接情况,由于铜的氧化物在高温下的氧化皮含有两层,分别为内层的Cu2O和外层的CuO,该类氧化物较为稳定,只有在1 000 ℃以上才能分解为氧气和铜[9]。因此其膜层的去除相对银的氧化物要难些,从显微组织中没有看到有联生结晶的发生。
通过对经过腐蚀试样的钎缝组织观察,发现所有的钎缝与紫铜侧连接界面有一道明显的腐蚀沟槽,对其钎缝元素变化进行微区扫描,图6为BAg30CuZn钎缝的成分扫描区域,表2为这些区域的成分数据结果。
可以看到,过渡E区中Zn元素的含量达到了将近21%,而钎缝中心区和扩散区中Zn元素的含量则只有10%左右,这就说明了含Zn元素的钎料其钎缝与铜基体结合一侧出现了富Zn层。
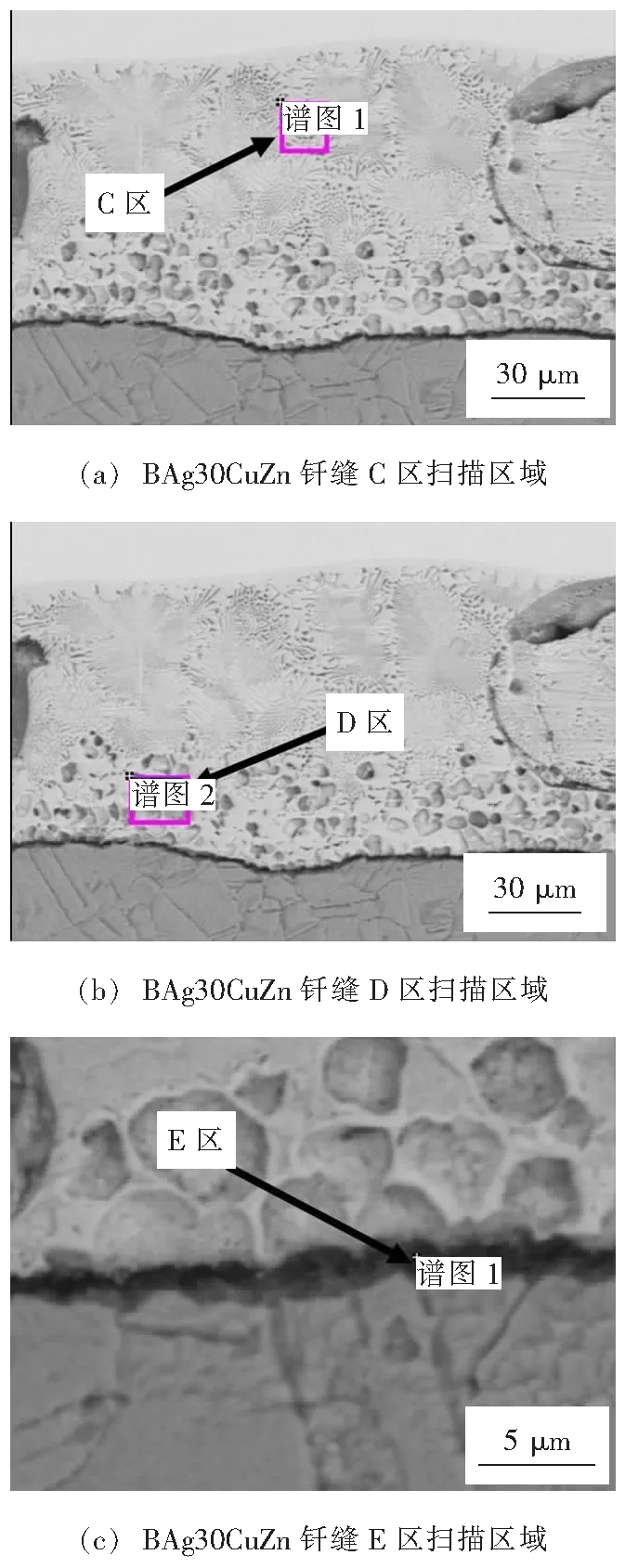
图6 BAg30CuZn钎缝的SEM成分扫描区域
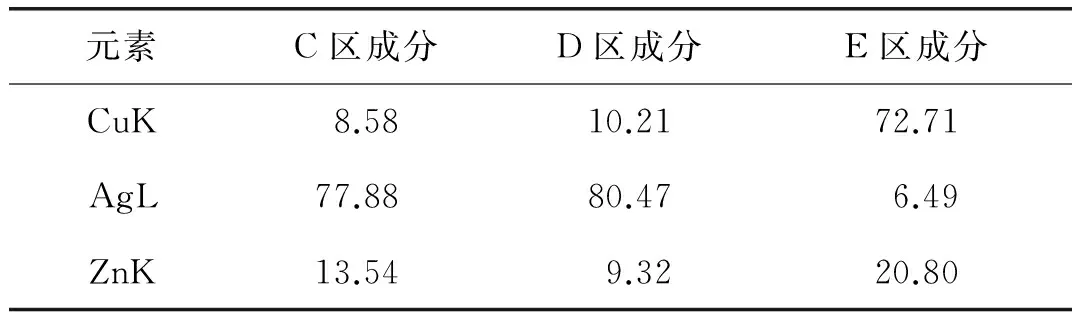
元素C区成分D区成分E区成分CuK8.5810.2172.71AgL77.8880.476.49ZnK13.549.3220.80
分析后认为,由于钎料组元中Zn的熔点是最低的(与Ag,Cu相比),它会在最后进行结晶,钎料中的银组元顺着银母材的晶粒联生结晶的时候会把Zn排出推向远离该母材的铜侧。其次是扩散的原因,在钎缝与银触点侧,Zn元素能向纯银层扩散,但是焊接时间比较短,仅为20多秒,在有限的时间内,Zn元素的扩散及Ag的溶解能力有限,而在钎缝与紫铜一侧,由于Zn与Cu元素晶格类型相似,扩散方式为空位扩散,激活能较高,不易向铜基体中扩散,导致了Zn在钎料与紫铜连接界面的富集[10]。
富Zn层存在对电触头的性能产生不良的影响。首先,Zn元素在界面的富集导致接头力学性能变差;其次,Zn的导电性较Ag与Cu为低,其在界面的富集导致接头电阻增大,降低触头的电学性能。
4.2 显微组织分析
为了确定其焊缝组织的具体成分和具体组织,试验分别采用SEM和XRD对其进行分析,区域成分扫描区域如图6所示,扫描结果见表2;钎缝组织的X射线衍射分析结果如图7所示。
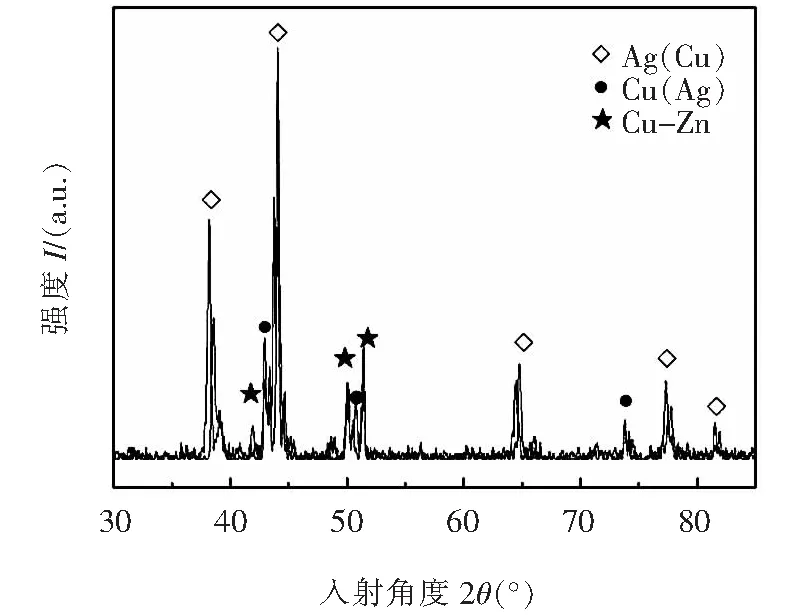
图7 BAg30Cu40Zn钎缝XRD衍射图
由SEM和XRD试验分析可以知道BAg30CuxZny钎缝室温组织含有Ag(Cu),Cu(Ag)和Cu-Zn相。
文中通过同样的方法对其余各组钎料钎焊电触头的焊缝组织进行了分析,结果表明BAg30Cu50Zn,BAg30Cu45Zn,BAg30Cu40Zn,BAg30Cu37Zn,BAg30Cu35Zn和BAg30Cu30Zn焊缝由银基固溶体、铜基固溶体、Cu-Zn相和(Ag,Cu)Zn三元共晶体组成[11],随着含Zn量的增加,Cu-Zn化合物逐渐分布其中且含量慢慢变多,而铜基固溶体逐渐减少。
经以上分析可知,Zn元素在紫铜界面的富集使其在Zn与铜基体形成大量的Cu-Zn化合物,这些Cu-Zn化合物随Zn含量的继续增加由CuZn化合物转变成Cu5Zn8化合物。又因Cu5Zn8化合物为脆性相,钎焊接头的力学性能逐渐降低,而Zn含量的增加也使得钎焊接头的电学性能也大幅度的降低。而第6组钎焊触头的温升值急剧增加极有可能是钎缝中生成有Cu5Zn8脆性相。
5 结 论
(1)试验成分范围内,BAg30CuxZny钎料随着Zn含量的增加,BAg30CuxZny钎料所钎焊电触头的温升值处于上升趋势。
(2)BAg30Cu30Zn40钎料钎焊接头与BAg30Cu50Zn,BAg30Cu45Zn,BAg30Cu40Zn,BAg30Cu37Zn,BAg30Cu35Zn钎料钎焊电触头相比,温升值上升幅度较大。
(3)随着焊缝组织中Cu-Zn化合物的增加,即(Cu)固溶体的减少,电学性能下降,致使钎焊电触头的温升值升高,且Cu-Zn化合物相的导电性低于(Cu)固溶体相。
(4)文中推断,Cu5Zn8脆性相的导电性低于CuZn相。
[1] 刘 洁,王传杰,范光伟.触头感应钎焊钎着率的研究[J].机械工程与自动化,2003(3):11-12.
[2] 陈 冲,黎 斌,叶 琳.低压电器的温升试验[J].上海电器技术,2004(1):46-47,56.
[3] 令狐绍江,王卫国,袁 波.一种大型电器触头钎着率钎焊工艺试验[J].电气制造,2009(7):40-41.
[4] 高双胜,刚 铁,迟大钊.导向环钎焊接头超声检测图像处理及质量评价[J].焊接, 2012(3):23-25.
[5] 高玉保.银石墨电触头电阻钎焊工艺研究[J],焊接技术,2004, 33(3):25-26.
[6] 樊江磊, 龙伟民, 王星星.夹杂物对Ag-Cu-Zn钎料凝固组织和性能的影响[J].焊接学报,2015, 36(5):1-4.
[7] 任爱梅,刘玲玲,杨 杰.制冷行业用新型银钎料火焰钎焊H62黄铜的接头组织和性能[J].焊接, 2016(4):50-52.
[8] 清水要藏[日]著,金宪真 等译.合金状态图的解说[M].北京:国防工业出版社,1956:72-73.
[9] 龙伟民, 张冠星, 张青科.钎焊过程中原位合成高强度银钎料[J].焊接学报,2015(11):1-4.
[10] 赵亚楠.电触头电阻钎焊中预置钎料的填缝过程[J].热加工工艺, 2012, 41(17):183-185.
[11] 张 涛,薛松柏,马超力.Ag-Cu-Zn系钎料的研究现状[J].焊接,2014(10):10-15.
2016-11-15
国家国际科技合作计划项目(2015DFA50470)
TG425+.2
郭艳红, 1987年出生,硕士,工程师。主要从事钎焊材料性能及钎焊工艺的研究工作。
猜你喜欢
中学生数理化·中考版(2023年7期)2023-06-27 09:01:16
机械制造(2022年5期)2022-06-10 02:03:10
中学生数理化·中考版(2020年11期)2020-12-14 07:00:30
电焊机(2018年4期)2018-05-03 03:12:10
心电与循环(2016年6期)2016-12-24 05:03:58
中学生数理化(高中版.高二数学)(2016年10期)2016-03-01 03:46:40
焊接(2016年8期)2016-02-27 13:05:11
焊接(2016年5期)2016-02-27 13:04:43
焊接(2016年3期)2016-02-27 13:01:32
焊接(2016年3期)2016-02-27 13:01:29
