
反应产物与混氢油换热器返修案例*
2017-05-10 09:16黄奕昶钱耀洲
化工装备技术 2017年2期
杨 博 黄奕昶 钱耀洲 宋 盼
(上海市特种设备监督检验技术研究院)
反应产物与混氢油换热器返修案例*
杨 博**黄奕昶 钱耀洲 宋 盼
(上海市特种设备监督检验技术研究院)
在进行某反应产物与混氢油换热器的全面检验期间,发现该设备本体环缝处有疑似裂纹的缺陷。该设备本体材料为12Cr2Mo1R,焊接时极易产生淬硬的显微组织,再加上焊缝区高浓度的扩散氢和一定的焊接残余应力共同作用,焊接接头易产生氢致延迟裂纹。制定了返修方案,对焊缝进行了科学合理的修复,并经无损检测确认合格。
换热器 混氢油 焊缝 热处理 裂纹 返修 无损检测
0 概述
某公司炼油改造工程 390万 t/a渣油加氢装置, 主体材料为12Cr2Mo1R(H),内径为1550 mm,筒体厚度为135 mm,封头厚度为82 mm,设备长度为10 884 mm,换热面积为1053 m2。设计压力为20.8/18.3 MPa,设计温度为418/454℃;工作介质壳程为混氢原料油,管程为反应产物。该设备属于Ⅲ类压力容器,于2012年2月出厂,2012年10月正式投入使用。
1 检验发现的缺陷及原因分析
1.1 检验发现的缺陷
根据TSG R7001—2013《压力容器定期检验规则》第六条,压力容器一般于投用后3年内进行首次定期检验。2015年9月,在对该设备进行首次全面检验期间,在本体环缝6B (焊缝编号,下同)上,超声检测到一处反射,其位置距纵缝3A为790 mm,如图1所示。经判断,该缺陷为长17 mm、深14 mm的裂纹。
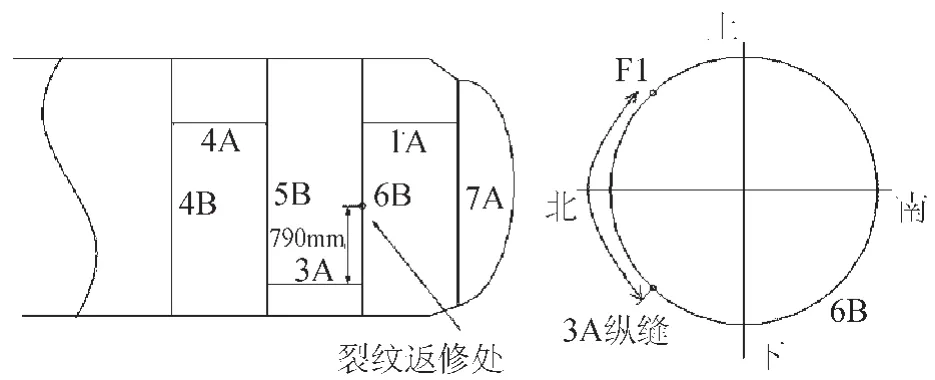
图1 缺陷位置示意图
1.2 12Cr2Mo1R钢的焊接性能分析
该设备本体材料12Cr2Mo1R(H),属珠光体低合金耐热钢,主要合金元素Cr、Mo显著地提高了钢的淬硬性。焊接时,如果冷却速度过大,焊后焊缝及热影响区容易形成淬硬组织,硬度增大,在受较大拘束应力的情况下会导致冷裂纹产生[1]。这类冷裂纹是Cr-Mo钢焊接中存在的主要危险。生产实践和理论研究均表明:钢材的淬硬倾向,氢含量及其分布,以及拘束应力的状态,是高强钢产生冷裂纹的三大主要因素。
另外,焊缝还具有形成热裂纹的倾向。产生热裂纹的倾向主要取决于钢中的Cr、Mo等碳化物的含量及特性,同时也与焊接工艺、热处理工艺等有关。因此,在焊接时要采取适当的工艺措施和选择合适的焊材,避免此种裂纹的出现[2]。
2 返修方案
2.1 编制依据
根据TSG R0004—2009《固定式压力容器安全技术监察规程》、GB 150—2011《压力容器》、NB/ T 47013—2015《承压设备无损检测》、NB/T 47014—2011《承压设备焊接工艺评定》、NB/T 47015—2011《压力容器焊接规程》相关规定,该设备使用单位和原制造单位制订了返修方案。
2.2 返修步骤
(1)磁粉检测 (MT)确定裂纹位置,裂纹及其周圈200 mm区域进行温度350~400℃共2 h的脱氢处理。
(2)预热≥160℃后,采用碳弧气刨清除缺陷。
(3)砂轮打磨气刨坡口及周圈20 mm区域,对打磨区域做100%MT检测,按NB/T 47013— 2015标准规定,Ⅰ级为合格,保证缺陷完全去除。
(4)坡口及周圈100 mm区域预热≥160℃后,按本方案焊接工艺采用焊条电弧焊补焊。补焊完成后还需焊接2层回火焊道,做超声波检测 (UT)前应磨平。
(5)焊后做中间消除应力热处理 (ISR)及焊后热处理 (PWHT),之后测硬度值,布氏硬度HBW≤225。
(6)用砂轮打磨,使补焊处与母材圆滑过渡,之后对补焊区域做100%的UT+MT检测。
(7)UT按NB/T 47013.3—2015规定Ⅰ级为合格,技术等级为B级。MT按NB/T 47013.4—2015规定Ⅰ级为合格。
2.3 焊接工艺
选用的焊材要有合格的质量保证书。补焊采用日本神钢生产的焊材,焊材牌号和焊接工艺如表1所示。

表1 焊接工艺
补焊前,须严格按NB/T 47014—2011《承压设备焊接工艺评定》进行焊接工艺评定。
施焊前,焊条及其它焊接材料的贮存应保持干燥,注意施焊环境,无有效措施时禁止施焊。焊前按焊接工艺要求进行相应的预热处理。
焊接工序:
(1)砂轮打磨呈金属光泽,MT检测;
(2)补焊处及周圈100 mm范围内预热至工艺要求的温度;
(3)进行焊条电弧焊补焊,并焊2层回火焊道;
(4)后热,MT+UT检测。
预热、层热、后热等工艺参数如表 2所示。

表2 预热、层热、后热工艺参数
2.4 热处理工艺
无损检测合格后,对返修焊缝采用全圆周电加热热处理,热处理工艺参数见表3。具体操作是:在环缝外壁沿环缝圆周均匀布置3支热电偶,随后按工艺参数进行热处理。热处理过程可参见图2。

表3 热处理工艺参数
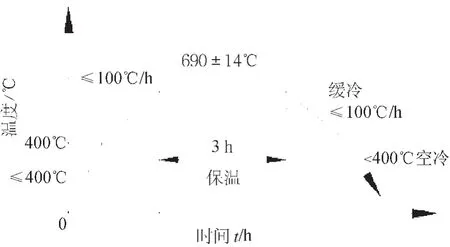
图2 热处理工艺
最后,对返修部位进行无损检测,执行100% UT、100%MT、Ⅰ级合格的标准,检测结果合格。
3 总结
分析焊缝出现缺陷的原因是制订返修方案的前提。通过该换热器返修的案例,可从两个方面进行总结。
(1)焊接方面:在进行12Cr2Mo1R(H)钢施焊时,控制焊接接头的氢含量是控制12Cr2Mo1R(H)钢焊后产生冷裂纹的重要措施之一。同时,考虑到该材料焊接接头具有再热裂纹的倾向,要求压力容器在制造时选择相匹配的焊材,以保证焊缝的化学成分和焊接接头的力学性能。具体的工艺措施是采取焊前预热、焊接过程中控制层间温度、焊后缓冷消氢及合理的热处理工艺[3]。
(2)使用管理方面:使用单位应建立科学合理的管理制度,落实日常检修、检查的管理要求,严格执行国家关于压力容器年度检验和定期检验的规定,及时发现隐患、缺陷,防患未然,以保证设备的安全使用;同时,对于压力容器的重大维修,必须经过具有相应资格的特种设备检验检测机构进行监督检验,未经监督检验合格的压力容器不得投入使用。
[1]伲昱,王顺花.我国高压换热器管板 (12Cr2Mo1R)堆焊技术发展现状 [J] .装备制造技术,2014(12):17-21.
[2]符治.12Cr2Mo1R珠光体耐热钢的焊接 [C]//陕西省焊接学术会议论文集.西安,2008:225-226.
[3]常建平,任世宏,贾小斌,等.热处理规范对Cr-Mo钢焊接接头力学性能的影响 [J].电焊机,2013,43 (8):74-76.
The Case of Repair of Reaction Product and Hydrogen-mixed Oil Heat Exchanger
Yang Bo Huang Yichang Qian Yaozhou Song Pan
During the comprehensive inspection of a reaction product and hydrogen-mixed oil heat exchanger, one suspected crack was detected in the circular seam of the heat exchanger.The base material of the heat exchanger was 12Cr2Mo1R,and the hardened microstructure is quite easy to occur when the material was welded. At the same time,the weld zone contained high concentration diffusible hydrogen and suffered certain welding residual stress.Those interactive factors caused the hydrogen-induced delayed crack in the welded joint.The repair program was developed,the weld seam was scientifically and reasonably repaired,and which was confirmed by nondestructive testing.
Heat exchanger;Hydrogen-mixed oil;Weld seam;Heat treatment;Crack;Repair;Nondestructive testing
TE 965
10.16759/j.cnki.issn.1007-7251.2017.04.011
2016-03-18)
*项目资助:上海市质监局系统项目No.2014-50。
**杨博,女,1983年生,硕士研究生,工程师。上海市,200333。
猜你喜欢
中国应急管理科学(2022年2期)2022-05-23
军民两用技术与产品(2021年8期)2021-11-24
能源工程(2021年3期)2021-08-05
制冷与空调(2020年6期)2021-01-12
天津大学学报(自然科学与工程技术版)(2020年5期)2020-04-27
模具制造(2019年10期)2020-01-06
制冷(2019年2期)2019-12-09
中国酿造(2019年9期)2019-10-08
模具制造(2019年7期)2019-09-25
制造技术与机床(2019年4期)2019-04-04
