响应面优化生物质玉米秸秆催化液化工艺研究∗
2017-04-27 03:54李学琴雷廷宙李翔宇时君友王志伟
林产工业 2017年7期
李学琴 雷廷宙 李翔宇 时君友 王志伟 关 倩
随着社会的进步和化石资源的日趋枯竭[1],人们对能源的需求量越来越大,所以能源短缺问题成为人们关注的焦点[2]。我国拥有丰富的生物质能资源,可供开发利用的主要包括农作物秸秆,禽畜粪便,工业有机废弃物和城市固体有机垃圾等[3];其中农作物秸秆产量可达到6.2亿 t/a[4],所以,生物质能成为新能源产业的中流砥柱[5]。与传统生物质秸秆资源利用方法相比,其新的有效利用方法也正在开辟[6-9]。目前,生物质转化利用技术主要有:热解技术[10]、气化技术[11]、固化成型技术[12]、与煤混燃发电技术[13]、液化技术[14,15]。从国内外液化技术研究可知,首先以苯酚作溶剂、浓硫酸作催化剂液化木材[16];如:Lee等[17]研究了对玉米麸和各种废纸的液化[18];谌凡更等[19]研究了以水、醇等作溶剂液化麦草;山西大学也对秸秆纤维的催化液化进行了初步研究[20];梁凌云[21]以浓硫酸作催化剂,EC作为液化剂,研究了玉米秸秆等生物质的液化条件。但是,这些研究都是基于通过对液化方法、液化剂选择和液化条件的不断调整进行液化;另外,选用不同的液化剂比例进行液化。以上液化技术虽然可以显示出每次试验的具体条件和最优结果,但是不能很地直观的表达出各种因素对试验数据的影响。
响应面法是一种建立预测模型,进行方差分析、模型诊断并对模型适应性、模型和系数显著性、失拟项进行检验,从而给出直观等高线图和三维立体图,并考察影响因素之间交互作用的方法[22]。在2015年,蒋军等[23]阐述了响应曲面法在刨花板制造中的应用,通过一系列确定性的“试验数据”寻求一种最佳试验条件。笔者通过利用响应面法[24]对响应因素进行优化,通过立体曲面图表达玉米秸秆液化率与各因素之间的响应关系,确定玉米秸秆液化最佳试验条件,形成一种生物质液化方法。
1 材料与方法
1.1 材料、试剂及设备
玉米秸秆取自市郊;乙二醇、聚乙二醇和丙三醇均为分析纯;主要设备:6202型高速粉碎机、DHG-9075A型干燥箱、JT502N型电子天平、BTF-1200C-S型真空管式炭化炉、HH-S型数显恒温油浴锅、HH-1型数显恒温水浴锅、SX-4-10箱式马弗炉。
1.2 试验方法
1.2.1 玉米秸秆的成分测定
利用GYFX-610型自动工业分析仪测定玉米秸秆的水分、灰分、挥发分;利用0R2012型全自动快速量热仪测定玉米秸秆的热值。
1.2.2 玉米秸秆的液化
1)催化剂的制备[25]:玉米秸秆→干燥→粉碎→管式炭化炉(氮气保护)→黑色固体→恒温油浴→冷却→加去离子水→静置→液固分离→过滤→沸水反复冲洗至中性→80 ℃恒温干燥→玉米秸秆基前驱体→加磁性Fe3O4颗粒→1 mol/LH2SO4溶液浸泡24 h→烘干→马弗炉高温煅烧3 h→玉米秸秆基磁性固体酸催化剂。
2)液化剂的制备:根据文献[26]按体积比1∶1∶1 将乙二醇、聚乙二醇和丙三醇混合均匀,作为液化剂。
3)液化方法:将提前粉碎、晾干的玉米秸秆放入具有搅拌、冷凝、回流管和温度计的三口瓶中,加入液化剂和催化剂,混合均匀后,连同三口瓶一起放入恒温油浴锅中进行液化反应,通过调节液化时间、液化温度以及催化剂的量,使玉米秸秆液化完全,待液化反应结束,冷却,过滤,干燥得到液化产物。
4)液化率的计算:称取2 g液化产物溶于20 mL体积比为8∶2的二氧杂环己烷-水中,于80 ℃水浴锅中保温20 min,并不断搅拌。混合液体过滤,并反复冲洗至滤液无色。将残渣连同滤纸放入烘箱中于105 ℃烘4 h,质量恒定后,测残渣量。液化率为:

式中:Y ——液化率,%;
Ma——原料质量,g;
Me——残渣质量,g。
1.2.3 响应面试验设计
2 结果与分析
2.1 玉米秸秆的成分分析
由表2可以看出,烟煤的灰分含量与挥发分分别为20.11%和28.43%,而生物质玉米秸秆的灰分含量与挥发分分别为4.99%和50.17%,可见,生物质玉米秸秆具有低灰分和高挥发分的优点,是热解和气化的理想原料。生物质玉米秸秆的热值为17.02 MJ/kg,烟煤的热值达34.17 MJ/kg,远远高于生物质的热值,这主要是由于C—O 键和C—H 键含的能量比C—C 键含的能量低,因此,生物质的热值比较低。与煤相比,生物质中含有较低的N、S 含量,燃烧后产生的污染远远小于烟煤,说明玉米秸秆是一种低污染高热量的可再生能源,这对生物质能量利用以及对环境的贡献尤为重要。
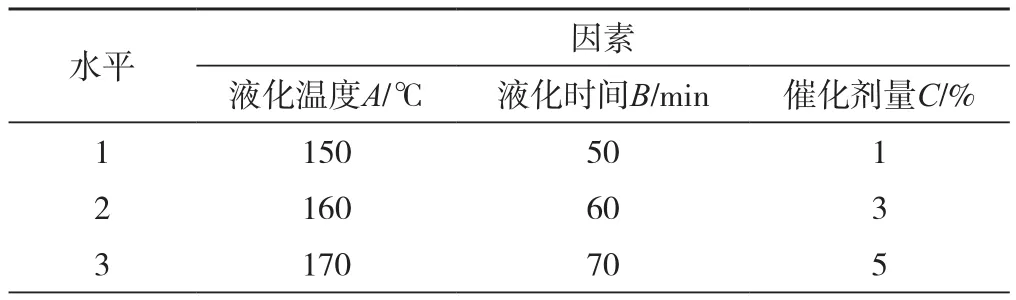
表1 响应面分析因素与水平Tab.1 Factors and levels of response surface analysis

表2 玉米秸秆的成分分析结果Tab.2 Analysis of the composition of corn straw
2.2 响应面试验结果
采用Design-Expert 8.0.6 软件分析,建立响应面模型得到试验设计和时间结果见表3。共有17组试验,其中12组为分析试验,5组为中心试验,用于试验误差的评估。

表3 响应面分析的试验设计和试验结果Tab.3 Experimental design and results of response surface analysis
2.3 回归模型方差分析
ANOVA分析响应面的回归模型方差分析结果见表4。显著性由F检验判定,概率 P值越小,相应变量的显著程度越高。此模型P=0.000 7<0.01,达到极显著水平;失拟项P=0.006 9<0.01,达到极显著水平,模型拟合度好。因此,该回归方程的模型成立。由表4可知,在一次项中,液化温度A(P =0.017 1<0.05)达到显著水平,催化剂的量C(P =0.000 3<0.01)达到极其显著水平。在二次项中,液化温度A2(P=0.000 5<0.001)达到极其显著水平,液化时间B2(P=0.032 7<0.05)达到显著水平,催化剂的量(P=0.001 7<0.01)达到极其显著水平。在交互项中,液化温度与液化时间的交互项AB(P=0.010 7<0.05)达到显著水平;液化时间与催化剂的量的交互项BC(P =0.021 3<0.05)达到显著水平。而液化时间B(P =0.558 4)、液化温度与催化剂的量的交互项AC(P =0.261 3)对玉米秸秆液化率Y的影响不显著(P>0.05)。由此可推出,三个因素影响的主次顺序为C > A > B。

表4 回归方程方差分析Tab.4 Analysis of variance(ANOVA)for regression equation
利用Design-Expert8.0.6软件对表3数据进行多元拟合,得到了玉米秸秆液化率Y对液化温度(A),液化时间(B),催化剂的量(C)的二次回归方程:
Y=97.44+2.03A+0.40B+4.38C+3.17AB-1.13AC+1.13BC-5.38A2-2.38B2-4.43C2。
该回归方程显著性可通过表5进行验证,由表5 可知,通过响应面法优化玉米秸秆的液化工艺精准可靠;通过图1可以看到大部分的试验数值都集中在编码为0,这就说明玉米秸秆液化得率在编码0处的概率最集中,即该回归方程拟合度好且模型成立。
2.4 响应面法分析
由图2a可知,当液化时间不变,随着液化温度的增大或减少,液化率会呈现大幅度的增加或减少趋势;当液化温度不变时,随着液化时间的增大或减少,液化率出现增加或减少的趋势变弱;这就表明,在一次项中,液化温度比液化时间对液化率的影响大,液化率呈曲面型变化;在交互项中,液化时间液化温度的交互项对玉米秸秆液化的影响显著。由图2b可知,当液化温度不变,液化率随着催化剂量的增加出现大幅度的增大趋势;而当催化剂的量不变,液化率随着液化温度的增加出现微弱的增加趋势,这说明,在一次项中,催化剂的量比液化温度对液化率的影响大;另外,当任何一项增大或者减小,与之交互的另一项也会随着增大或者减小,这在回归方程中是相对不变的,这就说明液化温度和催化剂量对玉米秸秆液化的影响不显著。由图2c可知,当液化时间不变,液化率随着催化剂量的增加呈现大幅度的增加趋势;而当催化剂的量不变,液化率随着液化时间的增大出现小幅度的增加,这就说明在一次项中,催化剂的量比液化时间对液化率的影响大;在交互项中,催化剂的量与液化时间对玉米秸秆的影响显著。所以,这正好与表4的结果一致,说明此方法可行。

表5 回归方程的显著性验证Tab.5 Test of significance regression coefficient

图1 玉米秸秆液化得率的概率Fig.1 Probability of yield of corn straw liquefaction
2.5 最佳工艺条件的确定

图2 不同因素的响应面图Fig.2 Response surface figure of different factors
根据Box-Behnken 模型得出响应面优化生物质玉米秸秆液化的最佳工艺条件如图3。由图3a可知,三个影响因素(液化温度、液化时间、催化剂的量)在编码为0 时,相互之间交互得最好;即由图3b可知,响应面优化玉米秸秆液化的最佳工艺条件为:液化温度(A)162.43 ℃,液化时间(B)63.66 min,催化剂的量(C)4.02%;在此工艺条件下,所得液化率(Y)为98.88%。
2.6 验证性试验
以Design-Expert.V8.0.6.1的Response surface中的Box-Behnken为模型,优化生物质玉米秸秆液化,以液化率为指标,得到最佳的液化工艺条件为:液化时间63.66 min,液化温度162.43 ℃,催化剂的量4.02%。在最佳工艺条件下进行3次平行液化试验,得到玉米秸秆液化率分别为98.84%、98.88%、98.91%,平均值为98.88%(98.876 7%),预测值为98.87%(98.872 8%),实际值与预测值相近,重合性好,具有一定的参考价值。
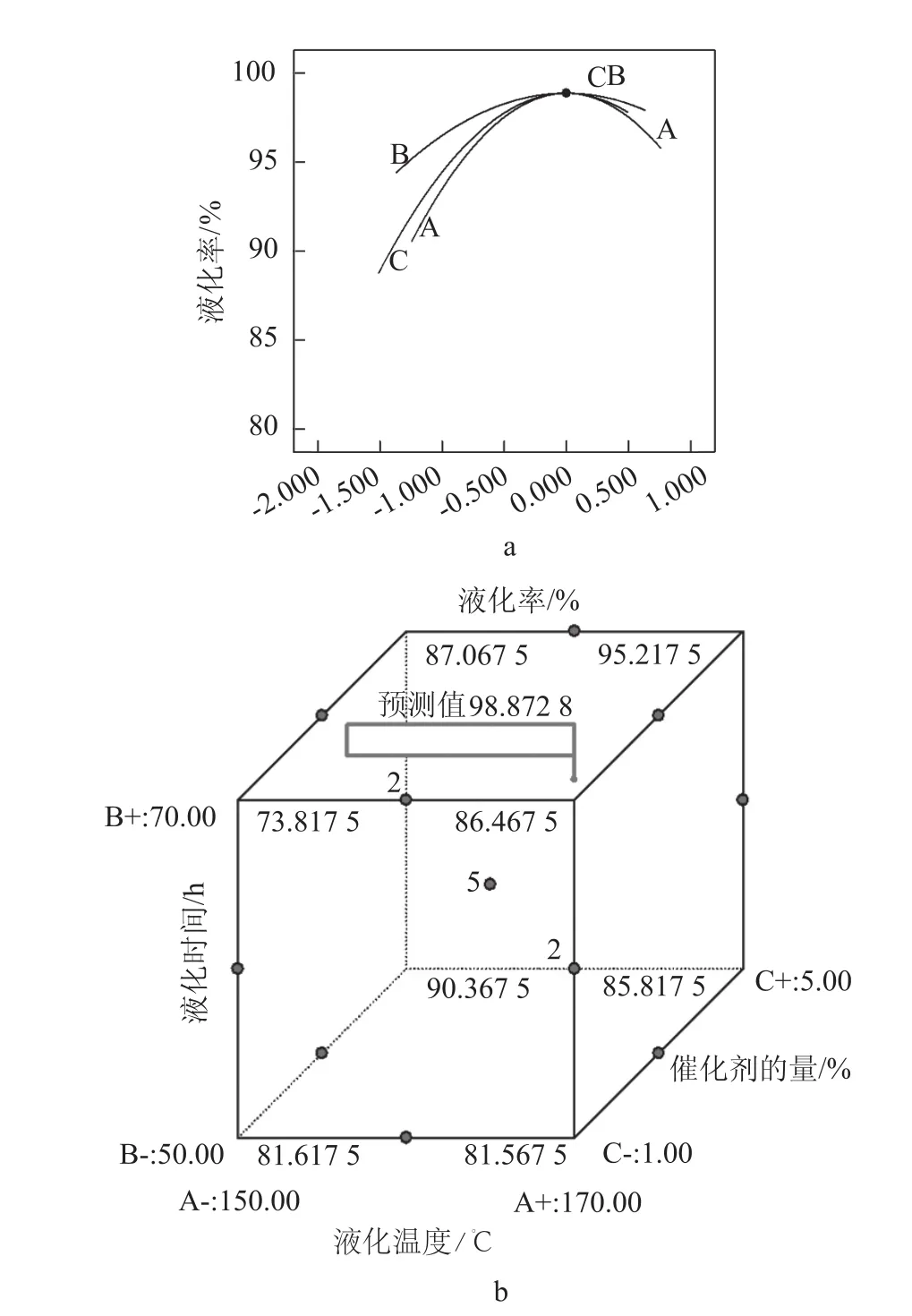
图3 最佳工艺条件的预测Fig.3 Forecast of the optimum technological
3 结论
1)利用Design-Expert 8.0.6软件,参照Box-Behnken模型,设计三因素三水平响应面试验优化玉米秸秆催化液化工艺为:液化温度162.43 ℃,液化时间63.66 min,催化剂量4.02%,测得液化率为98.88%,预测值为98.87%,与预测值相差0.01%。所以,通过响应面法更加精确地优化玉米秸秆催化液化的参数条件,具有一定的参考价值,为生物质后续催化液化打下了基础。
2)通过响应面方差分析表明,各试验因素之间的定量数学模型及单因素和因素间交互作用对秸秆液化率的影响是相互制约的,其影响的主次顺序为:催化剂量>液化温度>液化时间。
[1]王雨生,傅建祥.生物质能源的应用技术研究[J].青岛农业大学学报:自然科学版,2015,32(3):215-221.
[2]林伯强.能源革命与“十三五”能源规划的制定[N].上海证券报,2015-10-15(A01).
[3]马骁轩,蔡红珍,付鹏,等.中国农业固体废弃物秸秆的资源化处置途径分析[J].生态环境学报,2016,25(1):168-174.
[4]武志虹.控制农作物秸秆焚烧搞好秸秆综合利用[J].农业工程技术·新能源产业,2014(3):31-32.
[5]施英乔,丁来保,盘爱享,等.生物质能产业与林产化工[J].林产工业,2016,43(1):9-11.
[6]曹有为.生物质热裂解热载体加热装置的设计与研究[D].哈尔滨:东北林业大学,2006.
[7]朱德滨,刘永鹏,程承,等.废弃木质材料利用现状评述与多级循环利用建议[J].森林工程,2015,31(3):43-46.
[8]孟令馨,徐淑艳,谢元仲.纳米纤维素及纤维素衍生物在包装材料领域的应用[J].森林工程,2015,31(5):134-138.
[9]徐淑艳,谢元仲,孟令馨.生物质基复合材料在食品包装中的应用[J].森林工程,2016,32(3):85-89.
[10]杨亚龙.生物质热解油组分及热解过程气体析出特性研究[D].吉林:东北电力大学,2015.
[11]蒋文强.生物质热解及半焦气化特性实验研究[D].吉林:东北电力大学,2016.
[12]张得政,张霞,蔡宗寿,等.生物质能源的分类利用技术研究[J].安徽农业科学,2016(8):81-83.
[13]卢洪波,马玉鑫,祖国刚,等.生物质与煤共燃温度场的数值模拟[J].东北电力大学学报,2014(1):1-4.
[14]郝许峰,孙绍晖,赵科,等.生物质快速热解液化新技术[J].当代化工,2015(10): 2345-2348.
[15]冯莉,李天舒,徐凯宏.生物质燃料粉碎成型机螺旋运输装置设计[J].森林工程,2015,31(3):101-105.
[16]Lee S H,Ohkita T.Ring-Opening Polymerization of Cyclic Esters onto Liquefied Biomass[J].Journal of Polymers & the Environment,2004,12(4):203-210.
[17]Maldas D,Shiraishi N.Liquefaction of biomass in the presence of phenol and H2O using alkalies and salts as the catalyst[J].Biomass & Bioenergy,1997,12(4): 273-279.
[18]Pu S,Shiraishi N.Liquefaction of wood without a catalyst I.Time course of wood liquefaction with phenols and effects of wood/phenol ratios[J].Mokuzai Gakkaishi,1993,39(4):446-452.
[19]涂宾,卢卓敏,谌凡更.麦草的催化热化学液化研究Ι.反应条件对液化的影响[J].纤维素科学与技术,2002,10(2):25-31.
[20]王华,常如波,王梦亮.秸秆纤维的催化液化及其产物的初步研究[J].山西大学学报:自然科学版,2004,27(1):48-53.
[21]梁凌云.秸秆热化学液化工艺和机理的研究[D].北京:中国农业大学,2005.
[22]张泽志,韩春亮,李成未.响应面法在试验设计与优化中的应用[J].河南教育学院学报:自然科学版,2011,20(4):34-37.
[23]蒋军,王志强,那斌,等.响应曲面法在刨花板制造中的应用[J].林产工业,2015,42(2):23-28.
[24]任天宝,常娟,康玉鹤,等.基于响应面法优化玉米秸秆酶解条件[J].郑州:河南农业大学学报,2012,46(1):76-80.
[25]李学琴,时君友,亓伟,等.响应面法优化生物质基固体酸催化剂的制备[J].太阳能学报,2015,36(5):1029-1033.
[26]李翔宇,邹宜刚,庞久寅,等.多组分溶剂液化玉米秸秆工艺研究[J].林产化学与工业,2013,33(4):27-31.
猜你喜欢
今日农业(2021年21期)2022-01-12
能源工程(2021年5期)2021-11-20
科学与财富(2021年36期)2021-05-10
煤气与热力(2021年2期)2021-03-19
中学生数理化·高一版(2021年2期)2021-03-19
中学生数理化·高一版(2021年2期)2021-03-19
生物质化学工程(2021年1期)2021-01-26
中国造纸(2020年9期)2020-10-20
建材发展导向(2019年10期)2019-08-24
中学生数理化(高中版.高二数学)(2019年6期)2019-06-24