夹具式检具测量位置度浅析
2017-04-26 01:55胡振豪杨靖上汽通用五菱汽车股份有限公司青岛分公司山东青岛266000
化工管理 2017年8期
胡振豪 杨靖(上汽通用五菱汽车股份有限公司青岛分公司,山东 青岛 266000)
夹具式检具测量位置度浅析
胡振豪 杨靖(上汽通用五菱汽车股份有限公司青岛分公司,山东 青岛 266000)
发动机是汽车的心脏,其零部件加工精度直接关系到发动机的可靠性,位置度加工的好的坏不仅会影响到装配,甚至还会决定发动机的使用寿命。位置度的测量方式有多种,但考虑到测量精度同时还要考虑批量测量的效率,本文主要介绍了夹具式检具在生产测量中的运用,为大家在生产中测量位置度提供参考。
1 位置度的定义
位置度是指被测实际要素对其具有理想位置的理想要素的变动量,位置度公差带是一以理论位置为中心对称的区域。位置度公差在评定实际要素位置的正确性是依据图样上给定的理想位置,其正确测量对零部件的合格判定发挥重要作用。
2 夹具式检具简介
检具是一种用来测量和评价零件尺寸质量的专用检验设备,在工业生产企业用于控制产品各种尺寸,可以提高生产效率,适用于大批量生产的产品以替代专业测量工具,常用的检具有光滑塞规、螺纹塞规、卡规、电子检具、气动检具、夹具式检具等。
夹具式检具是一种可以将被测工件夹紧固定后测量的专用检具,可检测工件的某一或某几个特性。位置度检具一般用于检测产品孔或轴销相对于某定位面、定位孔或中心孔的相对位置度要求。检具定位基准与机床加工基准保持一致,利用夹具将工件夹紧后,使用专用测量销进行测量得到结果。
一般位置度夹具式检具都是由以下几部份组成:底板或支撑板—起平面定位作用;夹具—起夹紧产品,在测量时不会产生松动现象;定位面—起工件定位作用;导向套—测量销测量时导向作用;测量销—起测量作用。
(1)底板只是起到平面支撑的作用,硬度要求不高,但要不易变形,通常用45#钢、合金钢等,并在表面热处理或防锈处理。
夹具分为自动夹紧和手动夹紧。自动夹紧装置使用PLC进行控制,启动后各个机构配合将工件夹紧,动作快,成本高;手动夹紧装置通过简单的传动机构手动一步步将工件夹紧,成本低廉。装夹部分只是起到夹紧工件的作用,不能对工件造成压伤或磕碰,所以可采用硬度低或者材质较软的材料,如铝、铜或者硬质塑料等材料。
(2)定位部分用来确定工件的基准,相对于某一平面和中心孔为基准的位置度方式一般采用平面与中心定位销进行定位;相对于毛坯件平面的定位可以采用三点支撑定位;相对于用外圆为基准的可以采用V型块加一平面和一定位销为定位方式。导向孔位置度公差要求一般为被测工件孔径位置度公差的1/5—1/10。定位面、导向孔相互与工件、测量销接触,应选用硬度高的材料并进行热处理,如T10A等。
(3)测量销大致分为功能规和扫描规两种。功能规是当最大实体要求应用于被测要素和(或)基准要素时,用来确定它们的实际轮廓是否超出边界(最大实体实效边界或最大实体边界)的量规。利用孔之间的配合来定性的判断工件是否合格,优点是制造及使用非常简单,但不能检测出工件的实际孔位与理论孔位置的具体差距,不能指导工件加工过程的调整,具体调整值仍需使用其他测量工具检测。
专用扫描规是在测量销上安装千分表或位移传感器等装置,量化的测出实际与理论位置的差异。这里着重介绍连接工控机使用的扫描规,它分为传感器、测头、手柄三部分。
①这里所用到的传感器是指位移传感器,它是基于电磁感应的原理,传感器测头检测到物体的位移,通过测杆带动衔铁产生位移,从而使线圈的自感系数L或互感系数M发生变化,信号再经引线接入测量电路转化为电压或者电流,然后传输到计算机测量软件转化为位移数据显示。
高品质传感器是检测技术的核心,常用的有PETER传感器、SOLARTRON数字位移传感器、Airxi传感器等。其中SOLARTRON数字位移传感器有极高的分辨率,良好的线性和高速数据传输,DP系列由探头和数字整定模块组成采用了精密线轴模塑和多室线圈绕组技术,在整个范围有良好的线性和热稳定性,各传感器可以通过DB9接口相连,采用RS-485总线传输信号,可简化现场布线并提高抗干扰能力。
②常用的测头有球形测头、扁平型测头、传感器式测头等几种。
球形测头,与工件接触部分为球形,与工件点接触,可减少与工件之间的摩擦力。传动杆与测头连接部位为45°的斜面,实现传动比为1:1,减少了二次计算。测头部分经常与工件接触易磨损,需要采用硬度较高的材质并进行相应的热处理,使硬度达到HRC55-65。材料可选用T10A、Cr12等合金高碳钢或者工具钢。

图1
扁平型测头,传动结构与球形测头类似,与工件接触部分为扁平式,其特点是可以接触到工件一定范围内的凸点。
传感器式测头,即直接使用传感器头部作为测头,结构更为简单,并且减少机械传动带来的误差,但是使用范围受到孔直径的限制。
③手柄材质要求较低,可尽量选用轻质材料,避免检具过重给操作者增加劳动强度。
手柄有一体式手柄和分体式可旋转手柄。一体式手柄就是测头与手柄采取固定的方式形成一个整体,结构简单耐用。分体式可旋转手柄是手柄通过螺钉与测头部分连接固定,传感器位于手柄内部,手柄通过球轴承与测头部分接触,轴承可以保证扫描规在测量时手柄转向灵活。由于使用扫描规测量位置度时,扫描规需要在导向孔中旋转测量工件的多个位置后(一般4个位置)才能计算出结果,分体式手柄可以避免旋转过程中传感器连接线缠绕打结。
3 夹具式检具在位置度检测中的应用
夹具式检具可以用于检测中心孔、螺纹孔、连杆颈、缸孔、键槽、油孔等位置度。
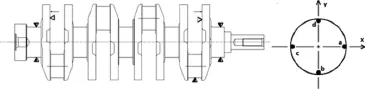
3.1 测量曲轴中心孔位置度
夹具式检具的定位基准与机床保持一致,夹紧方式也基本一致。使用分中挡块将曲轴打分中后,夹紧第1和第5主轴颈,然后顶紧第1连杆颈,建立以曲轴中心线X-Y及P1为基准的坐标系。
选用球形测头,将扫描规插入中心孔,测量四个位置a、b、c、d,通过a、c两位置测量得到x方向的偏离值,通过b、d两位置测量得到y方向的偏离值,然后通过公式计算出中心孔的位置度结果。
3.2 测量螺纹孔位置度
某1.2L系列曲轴加工法兰端螺纹孔过程中以中心孔和法兰端工艺孔为基准,设计检具定位方式采用一对圆锥定位销和一个菱锥形定位销,其中菱锥形定位销最长对角边与另一定位销连线成垂直状态。
螺纹孔与中心孔不同,孔内非光滑面,需要保证测头每次与孔接触的位置均为螺纹的小颈(否则无法准确判断出位置度)。因此不能采用球形测头,可选用扁平式测头,测头可接触到螺纹小径。
3.3 测量缸孔位置度
缸体自重较大,夹具受力也较大,定位部分必须结构牢固且不易变形,一般设计为箱体式结构,通过摇杆控制缸体落位,然后将缸体基准面推动到夹具定位部位并夹紧,实现工件在夹具中与机床中的一致的坐标系。
缸孔直径较大,可以选用传感器式测头,减少机械传动误差。
3.4 油孔位置度
对于位置度要求稍低的加工项,可以考虑使用功能类检具,测量速度更快且成本较低。曲轴油孔位置度的公差为φ 0.7mm,可以采用功能性量规,检测效率高,操作方便。
4 结语
现在坐标测量机广泛应用,可以测量多种尺寸,如距离、直径、圆度、位置度等。三坐标测量位置度方法是先扫描基准位置建立坐标系,然后扫描需测量位置,计算出相对于评价基准的位置度。夹具式检具虽不如CMM测量范围宽广,但其测量效果与CMM接近,摘录了螺纹孔位置度部分测量数据比对如图,两种测量工具的测量结果趋势一致,差异均在工艺要求公差的10%以内。

图2
夹具式检具作为一种可以快速、准确测量工件尺寸的工具,值得我们花费精力去研究优化,使它作为生产过程控制的好帮手。
[1]周杏鹏.传感器及检测技术[M].北京:清华大学出版社,2010.
[2]徐学林.互换性与测量技术基础[M].湖南:湖南大学出版社,2007.
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
哈尔滨轴承(2021年4期)2021-03-08
装备制造技术(2020年11期)2021-01-26
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年8期)2018-10-09
电子制作(2018年11期)2018-08-04
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
科普童话·百科探秘(2015年5期)2015-05-26