
面向卓越工程师培养的数控综合实验改革
2017-04-25 06:38:57邓成军
实验室研究与探索 2017年3期
何 俊, 邓成军
(四川大学 制造科学与工程学院, 成都 610065)
面向卓越工程师培养的数控综合实验改革
何 俊, 邓成军
(四川大学 制造科学与工程学院, 成都 610065)

针对卓越工程师培养和企业人才需求,在分析数控实验教学基础上,建立以数控系统故障诊断与维修,复杂零件多轴编程,在线检测三大模块为依托的数控综合实验体系。该体系以主流FANUC和西门子数控系统为对象,开展数控机床控制系统、机械系统故障诊断和机床精度调试实验,运用UG软件和数控机床进行整体叶轮四轴计算机编程和加工实验,并用Powerinspect软件编制自动在线检测程序,由测头检验叶轮加工质量。通过该实验体系,学生围绕数控机床故障诊断维护、计算机多轴数控编程、在线检测进行实验,全面提升数控技术运用能力,取得良好的实验教学效果。
数控技术; 故障诊断与维修; 数控编程; 在线检测; 实验改革
0 引 言
数控技术是机械制造业实现自动化、柔性化和集成化的必要手段,数控技术的发展决定着生产加工的效率、成本和质量,进而影响着企业及其产品在市场中的竞争能力[1],有人说,21世纪机械制造业的竞争,实质上就是数控技术和数控技术人才的竞争[2]。目前伴随我国机械制造行业的发展,数控机床已经取代传统设备成为生产主力,随之而来的是应用型人才尤其是掌握数控应用技术的高级技能人才的缺失[3]。教育部于2010年6月正式提出“卓越计划”,旨在培养一大批创新能力强,适应经济社会发展需要的高质量各类型工程技术人才[4]。传统的数控教学实验主要围绕简单数控手工编程和三轴数控电脑编程,而且通常采用软件模拟的方法来验证程序,这与卓越工程师培养要求相去甚远, 导致实验教学与卓越工程师培养脱节,本文在传统数控实验教学基础上面向卓越工程师培养,对数控综合实验进行改革,围绕数控系统故障诊断与维护、多轴数控加工编程、在线检测开展实验教学。
1 数控实践教学现状
在当前我国高校数控教学不同程度的开展实践教学,形式多样,按内容主要分为3个方面:① 数控机床的结构和原理,主要了解数控机床的结构特点和工作原理,方便机床操作;② 数控机床的操作,在老师指导下进行机床操作和数控加工准备工作;③ 数控机床的编程,通过手动方式或电脑编程获得数控程序,通过软件模拟或真实机床加工验证程序的正确性。
以上传统数控实践教学,可以让学生了解数控机床和进行简单的数控编程,了解数控代码的含义,加深课本知识的理解。但是卓越工程师计划需要培养能够适应社会发展的工程技术人才,显然传统的数控实验教学无法适应卓越工程师计划,为此针对当今企业的真实需求,开展数控综合实验教学改革。
2 数控综合实验方案设计
数控技术集机械、电子、电气控制、计算机技术于一体,有很强的综合性,对实验教学要求较高[5-6]。传统的数控实验教学模式只是对数控机床的结构进行了解,对简单零件进行手工编程了解各代码的内涵,零件精度检测也停留在简单的量具测量上,这就导致本科生数控课程培养停留在基础认知上,缺乏有效的实验体系,培养企业所亟需的工程师。
伴随目前数控技术的发展,也暴露出机械行业在数控技术专业技能人才的缺失和高校培养模式不能满足企业需求的矛盾,企业面临着数控机床故障无法自己维护,复杂零件多轴加工编程力量不足,零件加工检测能力低下等一系列问题,针对这些问题,从培养卓越工程师出发,对数控技术实验教学做出以下改进:
(1) 增设数控机床故障诊断维护与优化综合实验,该实验主要培养学生对数控机床电气、机械故障识别、维护的能力,同时优化机床参数,提高设备性能。数控机床和普通机床区别较大,其控制系统功能强大结构复杂,一旦发生故障,企业无法依托自身实力排除故障,造成长时间停机等待,这就要求企业设备维护队伍具有数控设备故障排除能力,为此针对性开展有关实验。
(2) 复杂零件多轴数控加工工艺和编程实验:该实验主要培养学生复杂零件的数控加工工艺分析和多轴加工数控程序编制技能。复杂零件需要多轴加工设备才能保证其要求,但一方面多轴设备在高校十分罕见,同时由于设备贵重,往往不针对本科生开展实验,只进行简单的三轴加工实验,甚至是手工编程加工,实验教学落后,为解决这一问题开展数控多轴加工实验。
(3) 零件在线检测实验:该实验主要培养学生机械加工零件在线检测方法和测量程序编制能力。传统的零件检测方法,需要熟练掌握各种量具的使用,费时费力,而且零件超差无法修复只能报废,批量零件只能抽查,无法严格保证加工质量。在线检测技术是一项新兴技术,通过该技术可以提高零件加工精度和缩短测量时间,还可以作为数控程序一部分实现自动测量,大大提高效率,为此开设在线检测实验。
综上,数控综合实验涵盖设备维护,多轴加工编程和在线检测,对学生进行针对性培养。
3 实验体系总体设计
3.1 数控机床故障诊断维护与优化
此模块主要围绕当前主流的西门子和FANUC系统展开,包含了控制系统、机械系统和检测系统3个方面设计实验子项目,完成控制系统故障检修、机械系统检修和机床精度调试等实验项目。该部分实验项目的开展依托南京翼马数控有限公司生产的拆装机床、伺服原理实验系统、数控机床机电综合实训系统,以及VL1060A立式加工中心,所开展的实验项目如图1所示。
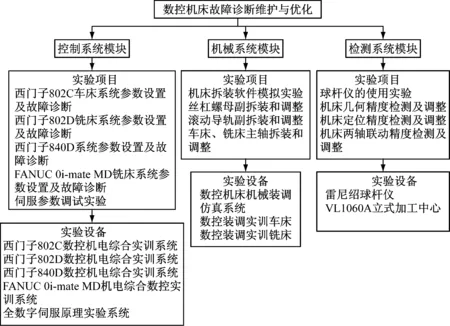
图1 数控机床故障诊断维护与优化实验体系
本实验体系控制系统模块通过伺服参数调试实验来明确各伺服参数对伺服电机的影响,从伺服电机开环、闭环、前馈、反馈控制入手,明确伺服电机参数优化。在以当前主流数控系统为基础,利用数控机床机电综合实训系统,掌握主流数控系统的参数设置、电路连接方式方法,同时依托操作台上的开关按钮,屏蔽PLC信号,造成系统故障模拟数控系统故障以实现故障诊断目的。通过该模块的实验教学,学生掌握伺服电机参数优化,主流数控系统参数设置和故障诊断与维护,解决控制系统问题。
机械系统模块,通过专用软件模拟现代数控机床结构和拆装过程,同时依托拆装用数控车床、铣床开展拆装实验,了解现代数控机床的机械结构特点和丝杠螺母副、导轨副的安装和精度修配、测量方法,掌握丝杠预紧和机械结构几何精度调整方法,通过该模块的实验主要掌握数控机床机械结构的调整方法。
检测系统模块通过雷尼绍球杆仪检测机床精度,同学们通过实验掌握球杆仪的使用和利用球杆仪检测机床各坐标轴的几何精度、定位精度和两轴连动精度,通过测试数据进行分析,从而对数控系统参数和机械结构进行调整,达到机床精度优化的目的。
3.2 复杂零件多轴数控加工工艺和编程
数控加工技术正朝着高速化、高精度化、复合加工和智能化等方向发展[7],多轴加工相对于传统的三轴加工,刀具轴相对于工件的姿态角可以随时调整,避免干涉,过切,欠切,可大大提高加工效率,成为关键复杂型面精加工的主要解决方法。经过十多年的发展,多轴加工设备逐步进入本科实验教学,但多轴加工难度大,教学案例缺乏,实验效果不理想。针对数控多轴加工研究和教学需要,选择合适的模型,开展数控多轴编程加工实验。
整体式叶轮数控加工一直是制造业的一个重要课题[8],其形状复杂,相邻叶片空间狭小,容易造成刀具和加工表面干涉,针对叶轮加工的研究较多。为此选用整体式叶轮作为实验模型。
UG NX集CAD/CAM/CAE于一体的大型工程软件,在国内运用范围广泛,为此选用通用的解决数控铣、加工中心编程的UG软件[9-10]进行编程,并可通过UG的加工仿真功能交互式的模拟演示材料按数控刀轨去除过程[11-12],刀路流畅并且模拟验证无碰撞无过切后,在TH6350M卧式加工中心和VL1060A立式加工中心(添置数控桥式分度头)上进行四轴加工,以检验编程效果。四轴加工机床成本低于五轴设备且介于定轴加工和五轴加工之间,它相比传统三轴加工而言属于变轴加工,但是相比五轴加工其功能受限,在进行叶轮加工时,刀路规划难度较大,通过实验可以让学生尽快掌握多轴编程技巧。
叶轮四轴加工加工工艺和编程流程如图2所示,具体步骤如下:
加工工艺规程制定:叶轮毛坯通过车加工获得,叶轮主要加工部位为流道、叶片、根部圆角。为此叶轮加工遵循先粗后精,先主后次的原则,安排先整体粗加工,流道、叶片半精加工,流道、叶片精加工和清根工艺过程。
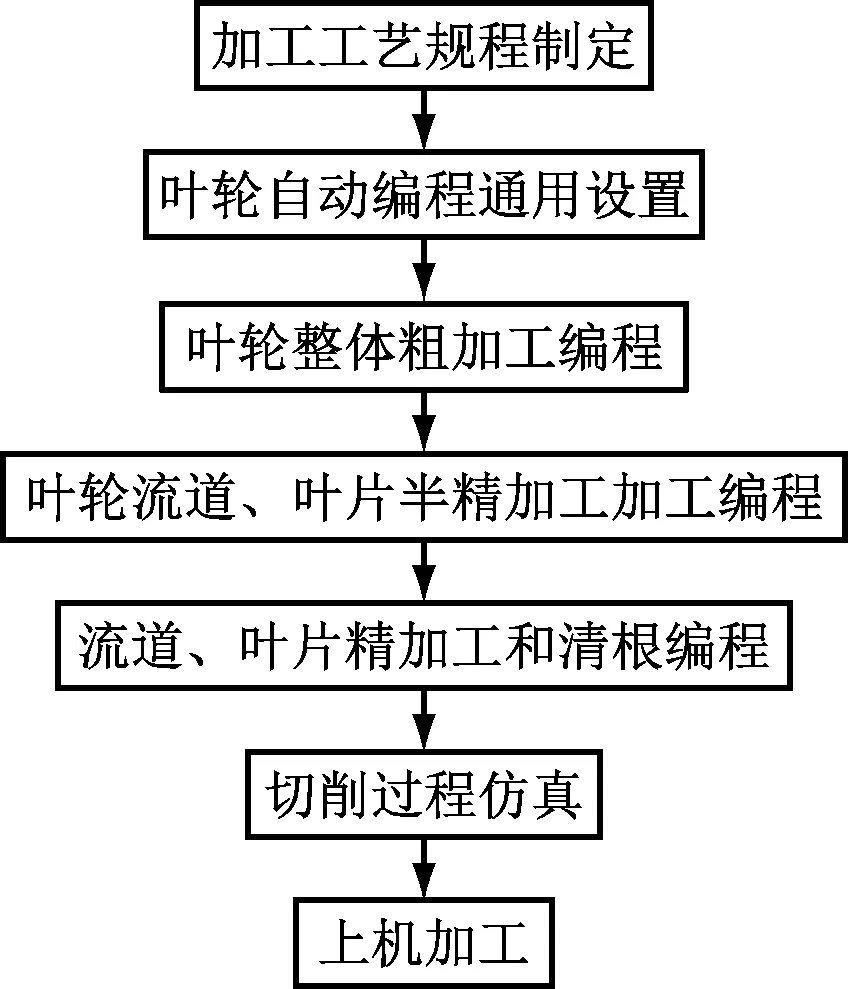
图2 叶轮四轴加工工艺
自动编程通用设置:叶轮加工通用设置主要包括建立坐标系、叶轮模型、叶轮毛坯模型,安全平面设定,刀具创建等设置。这一部分的设置是所有UG自动编程通用设置过程,其中刀具设定手四轴加工限制,其刀具切削刃长度较长,为此刀具选用受一定限制,选用立铣刀开粗,球头刀进行后续加工。
叶轮整体粗加工编程:整体叶轮粗加工编程考虑到其效率,采用三轴半加工的方法,流道加工采用定轴轮廓铣实现,加工一个流道之后A轴旋转固定角度继续加工下一个流道,为尽量去除余量可进行二次开粗。由于流道、叶片为阵列构成,为此可用刀轨阵列实现所有流道编程。
叶轮流道、叶片半精加工:三轴半开粗的方式。
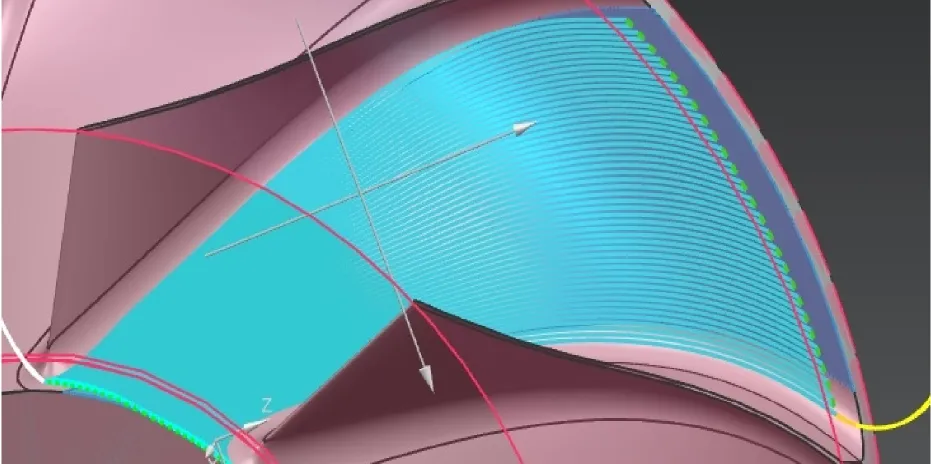
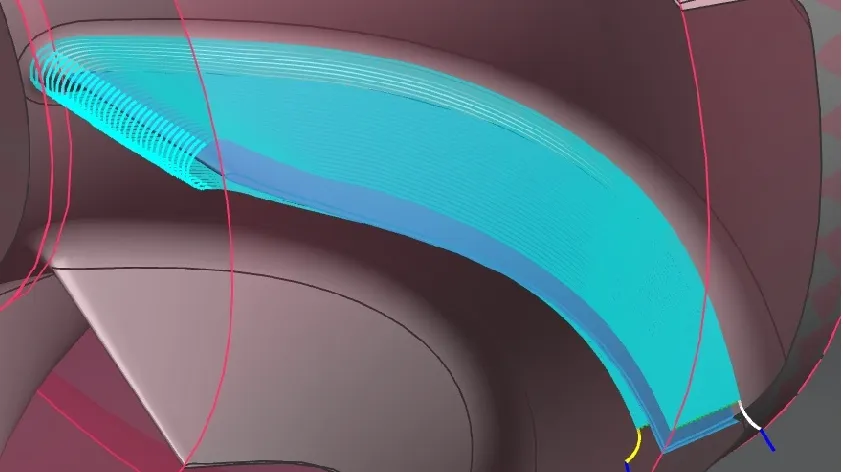
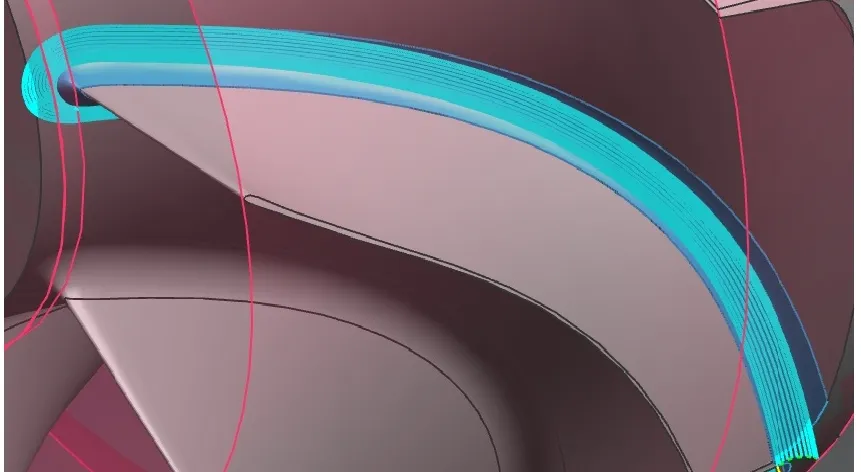
势必导致流道和叶片局部余量过大,为此对流道和叶片进行半精加工处理。四轴加工属于变轴加工,和定轴加工一样,自动编程需要选择驱动方式和投影矢量,而且还需控制刀轴矢量。UG提供了多种的驱动方式、投影矢量和刀轴矢量,针对叶轮加工采用可变轴轮廓铣方式进行半精加工,采用曲面驱动,朝向驱动体作为投影矢量,插补矢量控制刀轴。插补矢量可以自己设定不同位置刀轴矢量,在此四轴加工实验中必须将所有的插补矢量绕Y轴的转动设为零,同时经过多次矢量调整和进刀、出刀方式调整,方可得到理想的刀路。
流道、叶片精加工和清根处理:精加工是为了保证零件最终尺寸和提高表面质量,其编程方法与半精加工类似,只是刀路更密集。
切削过程仿真:UG自带模拟机床,适当修改参数和进行设定,模拟机床和实验所用机床一致,切削过程仿真模拟完全可以检验加工过程干涉等情况,程序无误后便可进行生成数控程序进行加工。
上机加工:得到数控程序后,便可将程序导入机床,建立与编程一致的坐标系后,便可进行实际加工验证实验结果。
图3所示展示了实验过程中叶轮自动编程刀路及加工实体零件。
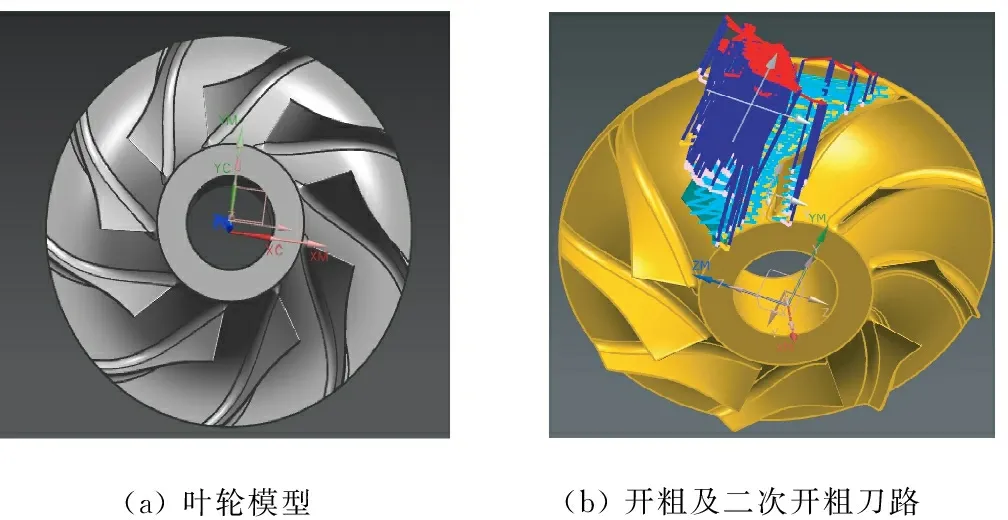
(a)叶轮模型(b)开粗及二次开粗刀路
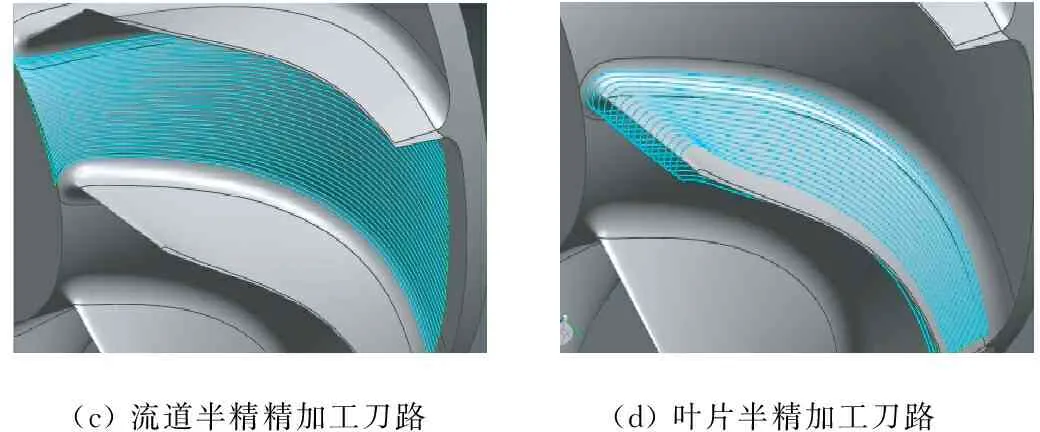
(c)流道半精精加工刀路(d)叶片半精加工刀路
(e) 流道精加工刀路
(f) 叶片精加工刀路
(g) 清根精加工刀路
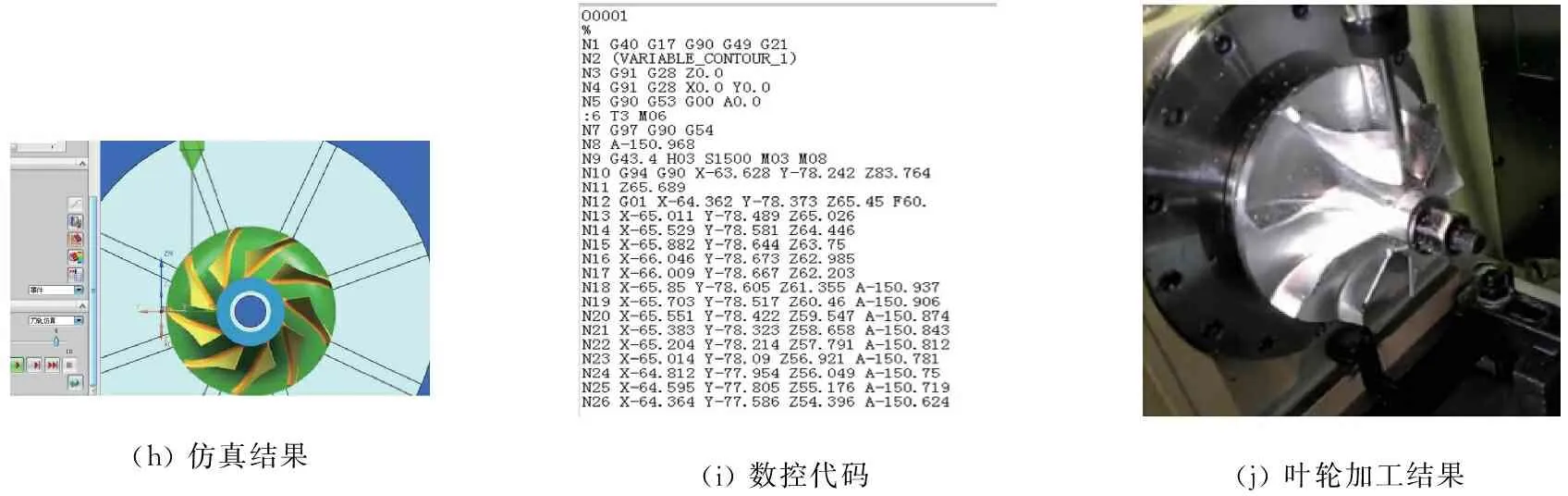
(h)仿真结果(i)数控代码(j)叶轮加工结果
图3 叶轮四轴自动编程实验过程展示
通过开展四轴数控编程实验,学生们掌握基础数控加工工艺规划和使用软件进行自动编程的流程,同时通过复杂叶轮编程掌握多轴编程方法。由于叶轮四轴编程刀路规划比五轴复杂,在实验过程中需要不断去调试刀轴矢量,难度较大,对以后多轴加工编程学习大有裨益。
3.3 加工过程在线检测实验
检测是机械加工过程中必不可少的环节,虽然数控机床本身具有较高精度,而且通过程序来控制机床的运动减少人工因素,大大提高了加工的精度。但是加工过程中存在让刀、加工变形等因素影响实际加工精度,所以在加工过程中我们需要不断进行检验以修正程序,提高加工质量。传统的检测方法依靠人工使用各种量具量规去测量,存在较大的测量误差,并且许多尺寸无法用量具去测量,许多尺寸、形位精度的测量还必须将零件卸下方能进行。这都导致零件的加工检测费时费力,而且通常误差修正起来非常困难,无法进一步提高加工质量。
在线检测技术不仅可以弥补手工检测和离线检测所存在的不足,而且还可以提高加工精度[13-14]。数控机床机械结构运动与三坐标测量机类似,机床自身具有较高的精度等级,只要给数控机床配备专用测头、无线通信模块、测量软件或宏程序,数控机床就可以变成简易的三坐标测量机,而且能够实现在线检测。为了适应当代数控加工的需要,同时也为提高同学们对机械加工精度及形位公差测量的认识,开展在线测量实验。
在线测量实验以数控编程加工好的叶轮为测量对象,运用雷尼绍MP60测头组件作为测量硬件,运用Delcam Powerinspect软件[15-16]编制测量路径和生成数控程序,进行在线测量并反馈测量值来判断零件是否合格。在线测量数控程序生成过程如图4所示。
加工过程在线检测实验,首先需要将叶轮模型导入Powerinspect软件,选择与真实测量一致的测头和机床模型,机床模型可以自己制作,以保证测量时不发生干涉,之后建立测量坐标系和将测量工件与机床对齐定位,这是进行在线测量编程的通用步骤。接下来设定检测组,Powerinspect软件有多轴联动检测功能,可以实现曲面检测,检测点可以自动生成也可以手动定义,实验采用选择曲面设定间距的方法自动生成测量点,并通过手动方式修正干涉点。由于测量多个曲面,测量完一个曲面测量下一个曲面时,设定中间路径,避免干涉。测量点设定好后就可以进行模拟,无干涉后通过后置处理即可得到数控程序,进行在线测量。数控系统通过G31[17]指令将测量数据反馈给测量软件,测量软件可以读取测量数据并以报表形式展现测量结果。图5所示为叶轮曲面测量路径以及生成的数控程序。

图4 叶轮在线检测程序操作流程
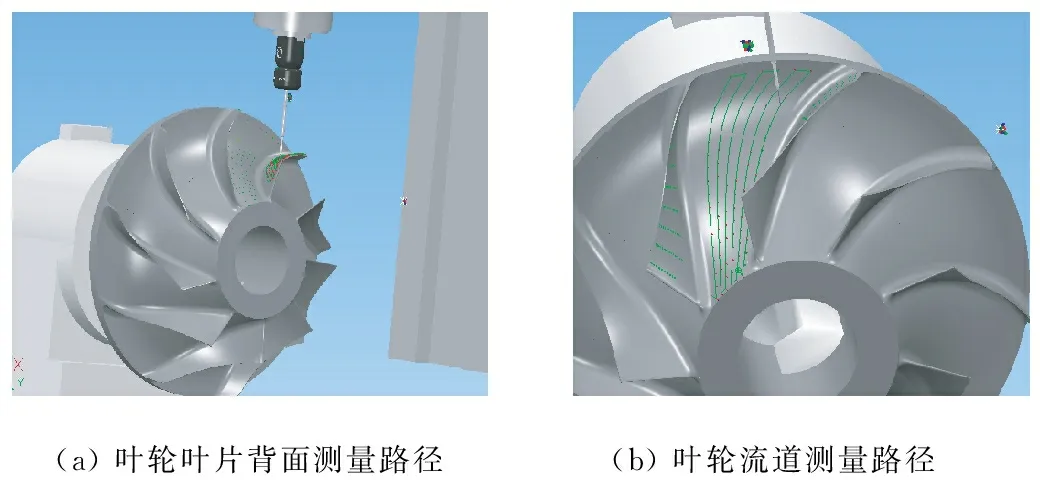
(a)叶轮叶片背面测量路径(b)叶轮流道测量路径

(c)叶轮叶片正面测量路径(d)叶轮测量数控程序
图5 在线测量路径、程序
通过在线测量实验的开展,同学们对零件的尺寸和形位公差定义和测量方法了解更深刻,掌握零件在线检测与检测路径规划方法,为提高零件加工精度和速度提供保障。
4 结 语
自2014年起,以该实验体系为基础专门为本科生开设《数控综合实验》课程,经过两届学生的检验,该实验体系运行效果显著。该实验体系的建立以《数控技术》《现代数控机床结构》《公差与测量技术》《机械制造工程学》《故障诊断与信号处理》等相关课程为背景,以企业需求为导向,以卓越工程师培养为目标,形成了完整的数控综合实验体系,以数控机床故障诊断维护、多轴加工自动编程、在线测量三大模块为依托,实现面向企业、面向社会的卓越工程师培养。经过两届600多名学生的实践和与企业交流,该数控综合实验体系覆盖制造业数控技术的各方面,该实验体系行之有效,效果显著。
[1] 胡 斌.高校数控实验室建设的探索与思考[J].装备制造技术, 2009(l0) :130-131.
[2] 韩建海,胡东方,杨丙乾.数控技术实验教学改革探讨[J].实验科学与技术, 2007(5):109 -112.
[3] 黄伟玲,曾 棚,王忠锋.面向工程师培养的数控技能实训教学改革与实践[J].科技信息,2013(8):30 -31.
[4] 黄庆贺,殷贤华,李 伟,等.面向“卓越工程师”的课程教学研究与探索[J].实验技术与管理,2014,31(7):169 -171.
[5] 朱学超.高职院校数控实训教学的实践与探索[J].实验室研究与探索,2008,27(3):157 -160.
[6] 黎 荣,江 磊.开放式数控及柔性制造实验系统的构建[J]. 实验室研究与探索,2010,55(3):74 -77.
[7] 董子源,沈春根,陈 炜,等.数控五轴加工叶轮的实验教学探索[J].实验科学与技术,2014,12(2):99-101.
[8] 张 昆,陈济轮,张晓阳.镍基高温合金闭式叶轮高效加工工艺[J].航天制造技术,2012,10(5):1-3.
[9] 陈晓英,徐 诚.UG软件在数控加工中的应用[J].机床与液压,2006(1):64 -66.
[10] 周建安,孙卫和.UG在平面铣削加工中的应用[J].机械设计与制造, 2005(10):129 -130.
[11] 潘春荣,罗庆生.基于UG软件CAD/CAM功能的运用研究[J].机械设计与制造, 2005(1):18 -19.
[12] 章群山,谌立贵,王立坚,等.UG软件在数控加工中的应用[J].计算机运用技术, 2012, 39(1):62 -64.
[13] 禤炜华.数控加工在线检测技术的研究用[J].信息技术, 2014, 5(a):35 -36.
[14] 王爱军,何学军,刘 佳.在线计量检测技术在大型结构数控加工中的应用[J].机械工程师,2012(7):115-116.
[15] 贺其宝.多数据兼容测量软件平台PowerINSPECT及应用[J].航空制造技术, 2015(7):56 -59.
[16] 李铁钢.基于PowerINSPECT的结构件在机检测技术[J].制造业自动化, 2013, 35(6):24 -26.
[17] 唐红春,周丹江.运用宏程序实现经济型数控铣床自动对刀[J].工艺与装备, 2011(5):47 -48.
The Comprehensive Experimental Reform on Numerical Control for Excellent Engineer Training
HEJun,DENGChengjun
(School of Manufacturing Science and Engineering, Sichuan University, Chengdu 610065,China)
The numerical control integrated experimental system was established for excellent engineer training and enterprise talents demands. The experiment system contained CNC system fault diagnosis and maintenance, complex parts multi axis programming and online detection based on analysis of numerical control experimental teaching. The mainstream FANUC and SIEMENS CNC system was used as the object in this system, the fault diagnosis of control system and mechanical system for CNC system, the accuracy of the machine debugging experiment were developed. The UG software and CNC machine were used for integral impeller four axis computer programming and machining experiment. The Powerinspect software was used for online automatic detection procedures, the machining quality inspection could be tested through impeller head. Through the experimental system, the fault diagnosis of CNC machine tool maintenance, computer multi axis NC programming, on-line detection were developed for students experiment. Students' ability of using the numerical control technology increased, and the good effect in experimental teaching in view of the current excellent engineer training and enterprise talent demand was achieved.
numerical control technology; fault diagnosis and maintenance; CNC programming; on-line inspection
2016-04-18
何 俊(1984-),男,四川西昌人,硕士,工程师,现主要从事数控技术的实验教学及研究工作。
Tel:13808049945; E-mail:hejun0201102@126.com
邓成军(1983-),男,四川南充人,工程师,实验员,主要从事数控技术的实验教学及研究工作。
Tel:13683450821; E-mail:pzhxydcj@126.com
TH 164
A
1006-7167(2017)03-0221-05
猜你喜欢
水泵技术(2021年3期)2021-08-14 02:09:26
装备制造技术(2020年4期)2020-12-25 05:26:30
湖北农机化(2020年4期)2020-07-24 09:07:16
制造技术与机床(2019年12期)2020-01-06 03:17:26
制造技术与机床(2018年12期)2018-12-23 02:41:20
电子制作(2018年10期)2018-08-04 03:24:46
制造技术与机床(2017年6期)2018-01-19 02:40:54
电子制作(2017年20期)2017-04-26 06:57:41
工业设计(2016年7期)2016-05-04 04:02:45
航空学报(2015年4期)2015-05-07 06:43:30
