
玉米交联淀粉—稻草秸秆纤维复合膜的制备工艺参数及性能研究
2017-04-25 05:10高飞张东杰李志江孟令伟孙婷婷
黑龙江八一农垦大学学报 2017年2期
高飞,张东杰,李志江,孟令伟,孙婷婷
(黑龙江八一农垦大学食品学院,大庆 163319)
玉米交联淀粉—稻草秸秆纤维复合膜的制备工艺参数及性能研究
高飞,张东杰,李志江,孟令伟,孙婷婷
(黑龙江八一农垦大学食品学院,大庆 163319)
以玉米交联淀粉和稻草秸秆纤维作为主料,聚乙烯醇(PVA)和羧甲基纤维素(CMC)作为复合增强剂,甘油作为增塑剂,采用单因素实验方法开发新型复合包装膜,确定成膜工艺参数和分析膜性能。实验结果表明,玉米交联淀粉的添加量为膜溶液的3.0%,聚乙烯醇(PVA)和羧甲基纤维素(CMC)添加量为膜溶液的3.0%,甘油添加量为膜溶液的3.0%,稻草秸秆纤维添加量为膜溶液1.0%,膜的性能最好。膜的拉伸强度19.67 MPa,断裂伸长率25.66%。
玉米交联淀粉;稻草秸秆纤维;复合包装膜;工艺参数
在自然界中,淀粉分布很广,全世界年产量可达到5 000亿t左右[1]。淀粉有直链淀粉和支链淀粉两种结构形式[2]。与石油基膜材料相比,淀粉具有来源广、产量大、价格低廉、可再生、可进行生物降解且降解产物对环境和土壤无污染等优点,符合国家提出的石油资源短缺、保护资源和环境的可持续发展战略。因此受到了青睐,是制备生物降解塑料和包装材料的理想原料[3-7]。但是由于淀粉加工性能,力学性能和耐水性能差等原因,降低了淀粉膜的机械性能,限制了其在包装材料开发中的应用[8]。此外,稻草秸秆的燃烧污染环境且浪费资源,所以对稻草秸秆进行研究,不仅缓解环境污染还能进行资源再利用[9]。将稻草秸秆纤维与淀粉混合制作膜材料,可以强化膜的性能[10]。因此,开发以淀粉和植物纤维为原料制备包装膜,确定成膜工艺参数,可为新型包装材料行业提供技术参考。
研究以玉米交联淀粉和稻草秸秆纤维作为主料,聚乙烯醇(PVA,Polyvinyl Alcohol)和羧甲基纤维素(CMC,Carboxymethyl Cellulose)作为复合增强剂,甘油作为增塑剂制备复合膜,测试复合膜的相关性能。
1 材料与方法
1.1 主要原料及试剂
玉米交联淀粉,河南豫中生物科技有限公司;稻草秸秆,大庆市周边稻田;丙三醇,分析纯,天津市北辰方正试剂厂;羧甲基纤维素(CMC),天津市北辰方正试剂厂;聚乙烯醇(PVA),天津市北辰方正试剂厂;乙二醛,分析纯,天津市大茂化学试剂厂。
1.2 主要仪器及设备
电热恒温鼓风干燥箱,DGG-9140B型,上海森信实验仪器有限公司;数显恒温水浴锅,HH-1,江苏省金坛市荣华仪器制造有限公司;精密增力电动搅拌器,JJ-1A,金坛市科兴仪器厂;电子天平,AR153CN,奥豪斯仪器(上海)有限公司制造;螺旋测微器,10011,山东济宁铭达新材料有限公司;高速万能粉碎机,FW100,成都天津恒瑞科技仪器有限公司禹道商贸有限公司;筛子,100目,上海同亮金属制品有限公司;智能电子拉力试验机,XLW,济南兰光机电技术有限公司;透气性测试仪,BTY-1,济南兰光机电技术有限公司;透湿性测试仪,TSY-T1L,济南兰光机电技术有限公司。
1.3 实验方法
1.3.1 稻草秸秆纤维的制备
碱处理法制取稻草秸秆纤维[11]:取粉碎后的稻草秸秆100 g,按稻草秸秆质量浓度125 g·L-1的比例加入密度为20 g·L-1的NaOH溶液中,搅拌均匀,于121℃处理1 h,残渣水洗至中性,65℃烘至恒重,称量备用。
1.3.2 复合膜的制备工艺
主料→糊化→增塑剂、增强剂→恒温水浴搅拌均匀→倒玻璃板流延→70℃恒温鼓风干燥箱干燥→取出回湿→揭膜→装袋保存→备用→复合膜的性能测试。
1.3.3 玉米淀粉-稻草秸秆纤维复合膜的制备及参数优化
取一定量的玉米交联淀粉于烧杯中,在90℃的恒温水浴条件下加入一定量的蒸馏水使玉米交联淀粉均匀溶解至其糊化;取一定量的增强剂(聚乙烯醇-羧甲基纤维素复合),加入一定量的蒸馏水在80℃恒温水浴及电动磁力搅拌器500~600 rpm条件下使之溶解直至成透明均一的溶液,然后将其倒入上述已经糊化的玉米交联淀粉中,在80℃恒温水浴及电动磁力搅拌器500~600 rpm条件下搅拌使其混合均匀。取一定量的稻草秸秆纤维加入一定量的蒸馏水使其溶解,然后将其倒入上述玉米交联淀粉和复合增强剂的混合液中,再分别加入一定比例的甘油,在80℃恒温水浴及电动磁力搅拌器500~600 rpm条件下搅拌30 min。然后将混合液取出将其倒在玻璃板(300 mm×300 mm)上,静置10 min后将其放入70℃的恒温干燥箱中干燥3~4 h,然后取出回湿一段时间后揭膜,装袋,常温下保存备用。
1.4 性能测试
1.4.1 厚度(FT)测试
用螺旋测微仪(精度0.01 mm)在被测膜上随机取5点测定厚度,取平均值。
1.4.2 力学性能测试
机械性能包括拉伸强度(Tensile strength,TS)和断裂伸长率(Elongation,E),按照GB 13022-1991,测试方法用XLW型智能电子拉力试验机进行测试。
1.4.3 水溶性的测试
将待测样品裁剪成40 mm×20 mm的样品,放入恒温鼓风干燥箱里,40℃下干燥至恒重,记录此时的重量(初始重量M0)。将已称重的样品放入装有50 mL去离子水的小烧杯中,在25℃下浸泡24 h,烧杯用保鲜膜封口,避免落入杂物和阻止水分蒸发。将样品从水中取出,40℃下干燥至恒重,记录此时的重量(M)。水溶性(SW)计算公式如下:
SW(100%)=(M0-M)/M0×100%
1.4.4 透湿性测试
按照GB/T 16928-1997,用TSY-T1L型透湿性测试仪测试。
1.5 数据处理
数值以平均值±SD表示,应用Excel软件完成。
2 结果与讨论
2.1 玉米交联淀粉添加量对膜性能的影响结果
玉米交联淀粉的添加量对膜的成膜效果影响较大。选取淀粉添加量分别为膜溶液质量分数的2.0%、2.5%、3.0%、3.5%、4.0%进行实验。成膜效果的评价见表1。
从表1可以看出:膜的黏稠度随着淀粉质量分数的增加而不断增大。当淀粉添加量少时,膜的黏稠度较小,倒玻璃板流延时流动性较大,不易成膜;当淀粉的质量分数较大时,膜的黏稠度较大,倒玻璃板流延时流动性较小,膜很脆,揭膜时易碎而且膜的厚度不均匀、不易控制。淀粉的添加量为3.0%时,成膜效果较好,膜的表面较光滑,膜的厚度也较均匀,所以淀粉的添加量选取为3.0%时较为理想。

表1 淀粉的添加量对膜成膜效果的影响Table 1 Effect of the starch content on membrane film forming
2.2 增强剂添加量对膜性能的影响结果
增强剂具有增粘的能力,而且具有一定的稳定和分散作用,将其添加到膜的制备溶液中不仅可以增加膜溶液的黏度而且还能增强膜的力学性能,进而改进淀粉膜的力学性能。单一的增强剂PVA成膜的强度较差,因此,将两种增强剂进行复合来增加膜的强度。通过预实验,选择PVA和CMC复合作为增强剂,其添加量分别为膜溶液质量分数的2.0%、 2.5%、3.0%、3.5%、4.0%进行实验。
2.2.1 聚乙烯醇和羧甲基纤维素复合增强剂对成膜效果的影响结果
从表2可以看出:复合增强剂添加过多或过成膜效果都不理想,添加量低于3.0%时膜非常软、不易揭膜;添加量高于3.0%时膜很硬很;当添加量为3.0%时膜的软硬度适中,揭膜非常顺利。

表2 复合增强剂的添加量对成膜效果的影响Table 2 Effect of the composite strengthening agent content on film-forming quality
2.2.2 聚乙烯醇和羧甲基纤维素复合增强剂对膜力学性能的影响结果
力学性能是评价膜性能非常重要的指标,表示膜材料在各种应用条件下的强度和抗破坏的能力。成膜材料内部的高分子主链间的化学键断裂及各链间化学键相互作用力的破坏都会使膜发生断裂。此外,因为膜材料本身都会存在或多或少的不足,致使其内部可能出现应力集中的现象,从而使膜的实际力学性能要小于理论的力学性能[12]。
图1和图2是增强剂添加量对复合膜拉伸强度和断裂伸长率的影响。可以看出,增强剂添加量不同时时差异显著(P<0.05),拉伸强度最大18.85 MPa,成膜性能最佳,当添加量大于3.0%时,膜溶液的黏度很大,流延成膜时较困难,且成膜很不均匀。可能原因是:复合增强剂与淀粉分子间有较好的相容性,产生了较强的界面结合力,主要因为淀粉的多聚糖结构与CMC的多聚糖结构有化学相似点[13],可以提高膜的力学性能,而PVA作为增强剂,有较好的力学性能,所以两者结合可以显著提高膜的力学性能。而当增强剂含量进一步增大时,由于膜溶液黏度增大,使膜结构缺乏均一性,造成膜性能下降。
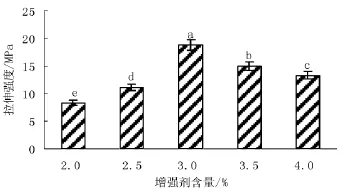
图1 复合增强剂添加量对膜拉伸强度的影响Fig.1 Effect of the composite strengthening agent content on the tensile strength of membrane
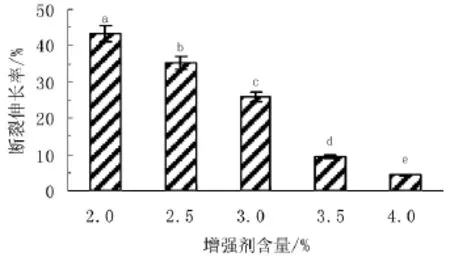
图2 复合增强剂添加量对膜断裂伸长率的影响Fig.2 Effect of the composite strengthening agent content on the membrane elongation at break
2.3 稻草秸秆纤维添加量对膜性能的影响结果
由于淀粉是多糖类物质和其产量、易生产等原因,具有很好的生物降解性能和可再生性,是研究和生产膜材料的重要原材料。天然植物纤维和淀粉都是多糖分子结构,将稻草秸秆纤维与淀粉混合制作膜材料,可以强化膜的性能。选取稻草秸秆纤维的添加量分别为膜溶液质量分数的0.5%、0.75%、1.0%、1.25%、1.5%进行实验,分析其对膜性能的影响。
2.3.1 秸秆纤维添加量对膜成膜效果的影响结果
从表 3可以看出:在稻草秸秆纤维添加量为1.0%时膜的厚度、透明度、颜色等较理想。

表3 稻草秸秆纤维添加量对膜成膜效果的影响Table 3 Effect of the straw stalk fiber content on membrane film-forming
2.3.2 稻草纤维添加量对膜厚度的影响结果
从图3可以看出:稻草纤维添加量不同时差异显著(P<0.05),随着稻草纤维的添加膜的厚度在逐渐增加。当稻草纤维添加量较少时,膜材料很薄,膜的力学性能不好,容易破碎;当添加量为1.5%时,膜材料比较厚,不易于包装应用。
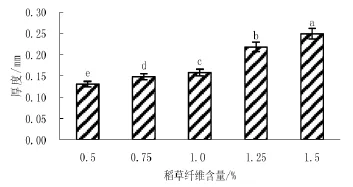
图3 稻草纤维添加量对膜厚度的影响Fig.3 Effect of the straw stalk fiber content on the film thickness
2.3.3 稻草秸秆纤维添加量对膜水溶性的影响结果
从图4可以看出:当添加量为0.75%和1.00%时差异不显著,与0.50%、1.25%和1.50%存在显著差异(P<0.05),膜的水溶性随着稻草纤维添加量的增加呈先增大后减小的趋势。这可能是因为稻草秸秆纤维中含有大量的极性羟基基团,具有很强的亲水性能,当稻草秸秆纤维含量较多时,稻草秸秆纤维的亲水性占主导地位,所以当添加量较多时,膜的吸水率较大;另一方面,稻草秸秆纤维添加量较少时,材料内部间隙较大,吸湿性较强,这表明稻草秸秆纤维的添加量越多膜的耐水性越不好,再综合膜厚度的原因,选取稻草秸秆纤维的添加量为1.0%时较为理想。

图4 稻草秸秆纤维添加量对膜水溶性的影响Fig.4 Effect of the straw stalk fiber content onthe water solubility of the membrane
2.3.4 稻草纤维添加量对膜力学性能的影响结果
从图5看出,稻草纤维添加量不同时存在显著差异(P<0.05),当添加量为1.0%,拉伸强度最大为19.69 MPa,断裂伸长率为20.78%较为理想;从图6可以看出:当添加量为0.75%和1.00%时差异不显著,与0.50%、1.25%和1.50%存在显著差异(P<0.05),稻草纤维添加量为0.5%时断裂伸长率最大为25.66%,随着稻草纤维添加量的继续增加,膜的断裂伸长率在逐渐的减小。造成这种现象的可能原因:在添加量为0.5%时秸秆纤维的添加量最少,膜材料中玉米交联淀粉为主要原料,因为增塑剂甘油破坏了淀粉分子间的结构,使淀粉分子链间活动性加强,所以分子链间重新缠结在一起的几率加大,从而使键间的力加大,当膜受到拉伸时,分子之间重新缠结使伸长率加大。所以选取稻草秸秆纤维添加量为1.0%时较好。


图6 稻草秸秆纤维添加量对膜断裂伸长率的影响Fig.6 Effect of the straw stalk fiber content on the elongation at break
2.4 增塑剂添加量对膜性能的影响
增塑剂甘油对膜的性能影响较大,选取甘油添加量分别为膜溶液质量的2.0%、2.5%、3.0%、3.5%、4.0%进行实验,看其对膜性能的影响。
2.4.1 甘油添加量对膜力学性能的影响
图7表明甘油添加量不同时存在显著差异(P<0.05),图8表明添加量为3.0%和3.5%时不存在显著差异,与2.0%、2.5%和4.0%组间存在显著差异(P<0.05),随着甘油添加量的增加,膜的拉伸强度呈先增大后减小的趋势,在添加量为3.0%时,拉伸强度最大为20.01 MPa,断裂伸长率为25.66%;在图2~13中,随着甘油量的增加,断裂伸长率一直呈上升的趋势,在添加量3.0%以后,变化趋势不大。原因可能是:随着甘油的增加,淀粉结晶度和分子间的作用力降低,但由于稻草纤维的添加起到了良好的增强作用,使膜的拉伸强度增大,当甘油添加量在3.0%以后,稻草纤维已起不到增强作用,所以拉伸强度在不断下降。同时,淀粉分子链间的活动性随着甘油添加量的增加而增大,使分子链间重新缠结在一起的几率加大,当膜拉伸时分子之间的重新缠结使伸长率加大;但当甘油添加量为3.0%时,淀粉分子间的作用力减小,分子链之间存在较多的小分子,成为膜的应力集中点,当膜被拉伸时就容易断裂,所以断裂伸长率的变化趋势较小。

图7 甘油添加量对膜拉伸强度的影响Fig.7 Effect of the glycerin content on the tensile elongation strength of membrane

图8 甘油添加量对膜断裂伸长率的影响Fig.8 Effect of the glycerol content on the at break of membrane
2.4.2 甘油添加量对膜透湿性的影响
图9表明甘油添加量在2.5%和3.0%时差异不显著,与2.0%、3.5%和4.0%组间差异显著(P<0.05),膜的透湿量随着甘油添加量的增加呈先增大后减小的趋势。 原因可能是:甘油属于小分子亲水性增塑剂,很容易进入到膜材料的分子链间,使膜的分子链被打开,从而导致膜的结构变得更为疏松,使膜的亲水性增加,导致膜的透湿性增大;虽然甘油的吸湿性较强,但随着甘油添加量的继续增加,淀粉和秸秆纤维的亲水基团被较多的甘油包裹,总体上使膜的透湿性又逐渐降低。从图中,虽然2.5%的添加量透湿性最好,但是力学性能较差。综合考虑,选取3.0%的甘油添加量较为理想。

图9 甘油添加量对膜透湿性的影响Fig.9 Effect of the glycerol content on the membrane permeability
3 结论
通过实验得出,当玉米交联淀粉的添加量为膜溶液的3.0%,PVA和CMC复合增强剂的添加量为膜溶液的3.0%,甘油添加量为膜溶液的3.0%,稻草秸秆纤维添加量为膜溶液的1.0%,所得到的膜的参数最优、性能最好。膜的拉伸强度19.67 MPa,断裂伸长率可达到25.66%。
[1] 张启忠,陈佐钧,孙元波.淀粉一聚乙烯醇生物降解薄膜的制备研究[J].科技视界,2014(35):166-167.
[2] Hulicova D,Sato F,Okabe K,et al.An attempt to prepare carbon nanotubes by the spinning of microcap sides[J]. Carbon,2001,39:1438-1442.
[3] 赵卫星,赵永春,姜红波.生物淀粉基降解塑料的研究应用[J].应用化工,2011,40(5):885-887.
[4] 谭英杰,梁玉蓉,袁丁.淀粉基/聚乙烯醇复合薄膜的制备及性能研究[J].中北大学学报:自然科学版,2012,33(3):304-308.
[5] 侯人鸾,何春霞,于旻.稻秸秆/玉米淀粉胶复合材料的制备及性能[J].合成材料老化与应用,2012,41(2):1-5.
[6] Cinelli P,Chiellini E,Lawton J W,et al.Foamed articles based on potato starch,corn fibers and poly(vinyl alcohol)[J].Polymer Degradation and Stability,2006,91(5):1147-1155.
[7] 田华,杨彪,许国志,等.淀粉基生物降解材料的制备及其力学性能的研究[J].中国塑料,2009,23(2):51-53.
[8] 周建,罗学刚.国外可降解淀粉发泡材料最新研究进展[J].材料导报,2006(10):64-68.
[9] 金中波,于海明,张雪峰,等.黑龙江省水稻秸秆厌氧发酵制取沼气的主要工艺条件研究[J].黑龙江八一农垦大学学报,2013,25(5):9-12.
[10] Carr L G,Parra D F,Ponce P,et al.Influence of fibers on the mechanical properties of Cassava starch foams[J]. Polym Environ,2006(14):179-183.
[11] 崔泰花,沙迪,申玉,等.桔梗茎叶多酚提取工艺的优化[J].延边大学农学学报,2015(3):221-226.
[12] Arvanitoyannis I,Psomiadou E,Nakayama A.Edible films made from sodium caseinate,starches,sugars or glycerol[J].Carbohydrate Polymers,1996,31:179-192.
[13] Ghanbarzadeh B,Almasi H,Entezami A A.Improving the barrier and mechanical properties of corn starch-based edible films:Effect of citric acid and carboxymethyl cellulose[J].Industrial Crops and Products,2011,33:229-235.
Parameters Optimization of Composite Packaging Film Prepared by Crosslinked Corn Starch and Straw Stalk Fiber
Gao Fei,Zhang Dongjie,Li Zhijiang,Meng Lingwei,Sun Tingting
(College of Food Science,Heilongjiang Bayi Agricultural University,Daqing 163319)
Crosslinked corn starch and straw stalk fiber were used as main ingredients,Polyvinylalcohol(PVA)and carboxymethyl cellulose(CMC)as composite reinforcing agents,glycerol as plasticizer to develop new composite packaging film by using single factor experimental method to determine the deposition process parameters and analyse film properties.Experimental results showed that crosslinked corn starch was 3.0%of the membrane solution,polyvinylalcohol(PVA)and carboxymethyl cellulose(CMC)solution was 3.0%,glycerin was 3.0%,straw stalk fiber was 1.0%.Tensile strength of the film was 19.67 MPa,elongation at break was up to 25.66%.
crosslinked corn starch;straw stalk fiber;composite packaging film;parameter
TB484.1
A
1002-2090(2017)02-0052-06
10.3969/j.issn.1002-2090.2017.02.011
2016-03-15
国家科技支撑计划项目(防腐保鲜新型物流包装材料开发:2015BAD16B05)。
高飞(1990-),女,黑龙江八一农垦大学食品学院2014级硕士研究生。
张东杰,男,教授,博士研究生导师,E-mail:byndzdj@126.com。
猜你喜欢
生物化工(2021年6期)2022-01-27
现代农业科技(2022年1期)2022-01-17
核科学与工程(2021年4期)2022-01-12
石油管材与仪器(2019年4期)2019-08-24
钻井液与完井液(2018年5期)2018-02-13
能源(2017年7期)2018-01-19
中学科技(2017年11期)2017-12-26
大陆桥视野·下(2016年9期)2017-05-08
科技创新与应用(2017年7期)2017-03-27
中国民族医药杂志(2016年4期)2016-05-09
