
SK-2型双块式无砟轨道施工工艺和质量控制
2017-04-24 01:56杨帆
石家庄铁路职业技术学院学报 2017年1期
杨 帆
(中铁十九局集团第六工程有限公司 江苏无锡 214028)
SK-2型双块式无砟轨道施工工艺和质量控制
杨 帆
(中铁十九局集团第六工程有限公司 江苏无锡 214028)
介绍西成客专XCZQ-7标段SK-2 型双块式无砟轨道工程的施工工艺流程、施工方法、施工质量控制技术等。成功经验可供同类工程参考。
SK-2型双块式无砟轨道 施工 质量控制
1 工程概况
1.1 SK-2型双块式无砟轨道铺设范围
西成客专XCZQ-7标SK-2型双块式无砟轨道工程共有4段,工点由东向西依次为:文川河特大桥、区间路基、汉中车站及汉江特大桥。桥梁段无砟轨道57.4单线公里,路基段无砟轨道12.6单线公里。
1.2 SK-2型双块式无砟轨道结构设计
SK-2型双块式无砟轨道采用60kg/m钢轨,WJ-8B型扣件,SK-2型双块式轨枕。轨枕间距控制在600-650mm之间,梁缝处轨枕间距不大于650mm。桥梁上轨道结构高度为725mm,路基上轨道结构高度为815mm。道床板砼标号为C40。
道床板纵向分块布置。桥梁上的道床板:24m箱梁分为4块,长度分别为:6.75m、6.40m、5.75m、6.075m;32m箱梁分为5块,长度分别为:6.825m、6.40m、5.75m、6.40m、6.85m;路基上的道床板的长度按需要布置。道床板宽度均为2800mm,平均厚度均为260mm,道床板间设100mm的伸缩缝。桥梁道床板下设置底座板,路基道床板下设置支承层。
2 SK-2型双块式无砟轨道施工工艺流程[1]84
3 SK-2型双块式无砟轨道施工工艺和质量控制
3.1 施工准备[1]14-38
(1)编制无砟轨道施工的实施性施工组织设计,建立、健全施工安全、质量保证体系和措施,编制特殊和关键工序的作业指导书;
(2)开工前做好安全、质量、技术及无砟轨道施工工艺的培训和演练工作;
(3)准备好无砟轨道施工所需的各种材料、设备和机具;
(4)对CPⅠ、CPⅡ点进行复测,按要求对CPⅢ点进行加密,测量CPⅢ数据并报评估单位[1]39-47;
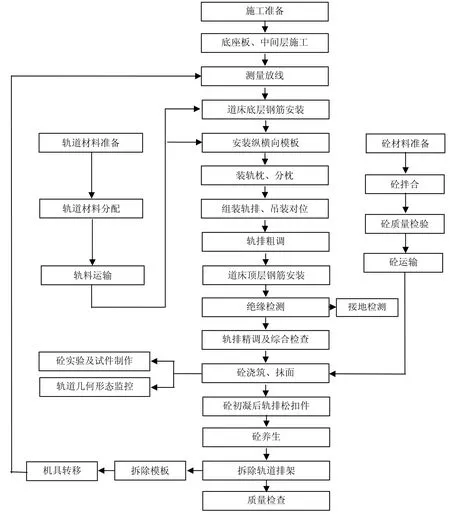
图1 SK-2型双块式无砟轨道施工工艺流程图
(5)预先规划运输路线和物流准备。
3.2 底座板/支承层施工[1]85-89
3.2.1 桥梁段底座板施工
(1)桥梁顶面凿毛处理。桥梁顶面轨道中心线两侧各2.6m的范围内需要进行凿毛处理。凿毛深度为1.8~2.2 mm,凿毛工作用WC-255G型铣刨机进行。凿毛以后要用高压水枪进行冲洗,彻底清除凿毛区域内的浮渣、杂物。
(2)连接钢筋安装。连接钢筋安装前要先对套筒进行清理,确保套筒内无杂物、积水,经清孔、除尘后植入一根直径12mm,长270mm的HRB400热轧带肋钢筋,植入深度为120mm。
(3)底座板钢筋安装。安装前先根据设计位置放出底座板边线,再用墨斗弹出下层纵横向钢筋位置的墨线。按墨线摆放好下层纵横向钢筋并绑扎牢固,之后绑扎架立钢筋,最后将上层钢筋按设计位置安装好,将所有架立钢筋与上层钢筋绑扎牢固。 用垫块保证钢筋的保护层厚度。
(4)底座板模板安装。纵向模板采用定尺钢模板。凹槽模板采用厚钢板根据设计尺寸加工而成。在凹槽模板的四边焊接角钢,角钢通过螺栓与横向设置的槽钢连接。横向槽钢固定在两边纵向模板的顶面上。
(5)底座板砼浇筑。底座板砼浇筑前必须检查模板和凹槽安装的尺寸、位置是否正确,钢筋骨架尺寸和保护层厚度是否准确,以及桥梁顶面是否清理干净。底座板设计为C40砼。砼在拌和站集中搅拌,罐车运至现场,浇筑采用溜槽布料,插入式振捣器振捣。
(6)底座板砼养护。砼采用先覆盖再用保温棚进行养护。第一层覆盖塑料布、第二层覆盖土工布、第三层覆盖棉被。覆盖后将保温棚移至养护区,养护时间不少于10天。
(7)底座板外形尺寸允许偏差的要求见[2]表5.3.8[2]76。
3.2.2 路基段支承层施工
(1)施工准备。安排落实好施工人员 ,进行技术交底,人人明确职责。设备落实到位,检查各种工程材料的储备情况。确认搅拌站和摊铺机的工作状态正常。
(2)测量放线。通过CPⅢ控制网测设支承层引导线的位置。引导线到线路中线的距离2.9m,高度距设计路基面50cm。
(3)摊铺机校正就位。摊铺前校准摊铺机挤压底板4个角点的高程和前进方向。用4个水平传感器控制挤压底板四个角的高程,2个方向传感器进行导向控制。同时调整好摊铺机机架前后左右的水平度。令摊铺机自动行走,再返回校核1-2遍,正确无误后,方可进行摊铺。
(4)基床表层清理及湿润。摊铺作业开始前要将支承层范围内的基床表层清扫干净,并适度洒水湿润,但不能有积水。
(5)摊铺。①砼由拌和站集中生产,用自卸汽车运输。人工配合1台小型履带式挖掘机布料。②纵向布料长度超过5m后,开始摊铺。走行速度控制在1m/min以内,捣固棒振动频率启用最大值。摊铺机应匀速连续摊铺,不得随意停机或改变摊铺速度。
(6)切缝及养护。支承层摊铺完成12小时内按纵向3.9m一道横向切假缝,缝深不小于10.5cm,宽度5mm,并设置在两轨枕的中间位置。
(7)支承层外形尺寸允许偏差的要求见[2]表5.3.8[2]76。
3.3 道床板施工[1]89-97
3.3.1 隔离层及凹槽四周弹性垫层安装
隔离层铺设时应先将土工布裁剪成与底座板长、宽相同的块,再逐块铺设在底座板顶面,四周用胶带将其固定。接缝处采用对接,不得重叠。
3.3.2 底层钢筋及凹槽钢筋安装
为保证底层钢筋的位置和保护层厚度满足设计要求,先用墨线弹出每根底层钢筋的位置,然后再进行底层钢筋的绑扎 。
3.3.3 分枕、组装轨排
无砟轨道施工采用轨排框架法。设备选用由北京中铁五院工程机械有限公司生产的新型双块式无砟轨道排架法工装。轨排摆放后用钢尺复核轨枕间距,间距偏差不大于5mm,确认无误后方可在轨枕上依次摆放弹性垫板、铁垫板、轨下垫板、轨距挡块等 。
3.3.4 轨排粗铺及调整
用铺装龙门吊从分枕平台上吊起组装好的轨排运至铺设地点,按中线和高程定位。轨排用支撑体系固定。按照先中线后高程的顺序,遵循“高程宁低勿高、中线偏差越小越好”的原则进行轨排的粗调。粗调后轨排的精度应达到中线偏差≤5mm,高程偏差-5~0mm的标准 。
3.3.5 上层钢筋绑扎
接地钢筋焊接时,纵横向接地钢筋单面焊缝长度不小于100mm,双面焊缝长度不小于55mm,焊缝高厚度不小于4mm。 顶层钢筋绑扎完毕后进行绝缘电阻测试。
3.3.6 道床板模板安装
纵向模板选用2.2m/块定尺钢模板,面板厚度不小于5mm。支撑体系采用一端带钩可调节长短的丝杠,模板支撑的间距为1m左右。模板的纵向缝隙用玻璃胶封堵,模板线型采用挂线法进行调整。3.3.7 轨排精调
轨排精调采用全站仪逐点设站观测的方法进行。用徕卡TS15全站仪设站观测4对连续的CPⅢ点,两次设站的间距不得大于70m。通过自动平差、计算并确定设站点的水平位置和高程。
精调后轨排几何尺寸允许偏差见[2]表8.5.6[2]78。
3.3.8砼浇筑
砼集中拌合,罐车运输,使用汽车泵进行浇筑。道床板砼用4个振捣器人工进行振捣,作业时分前后两区间隔2m左右振捣,前区主要振捣轨枕底部和下部砼,后区主要振捣轨枕四周与模板边缘砼 。充分振捣后,刮去浮浆,用木抹子第一次收光,再用铁抹子进行第二次收光,待砼初凝前再次用铁抹子进行第三次压光。
3.3.9 砼养护
采用一布一膜覆盖洒水养生的方法,养生时间不少于10天。
3.3.10 道床板外形尺寸允许偏差
道床板外形尺寸允许偏差的要求见[2]表8.6.10[2]81。
3.4 施工注意事项
3.4.1 进场的轨道排架验收和定期复测,见表1所示

表1 轨道排架验收和复测项目表
进场的轨道排架必须经严格验收,验收的主要项目是轨距、钢轨直线度、钢轨旁弯、方正度和轨底坡等。轨道工装要多次重复使用,使用时要注意对框架的保护,存放时应有防变形、防锈蚀的管理措施。轨道排架参数须定期复测(周期:一个月),杜绝超标使用。
3.4.2 精调注意事项
(1)输入数据时要仔细核对设计参数,尤其是竖曲线的输入;
(2)轨道精调之前要检查扣件是否有铁垫板丢失,如果没有铁垫板,砼浇筑后会导致轨枕的位置偏高,后期铺设长轨时会导致轨面偏高 ;
(3)施工精调控制时两站搭接要不低于8根轨枕。搭接段数据偏差不大于2mm。
(4)轨排精调后应采取防护措施,严禁踩踏、撞击;轨排精调后应尽早浇筑砼,如果轨排受到外部扰动,或放置时间超过12小时,或环境温度变化超15℃小时,必须重新检查确认,合格后方能浇筑。
3.4.3 其他注意事项
(1)土工布铺设时要严格控制土工布裁剪尺寸,必须做到土工布与底座板砼平齐;
(2)严格控制钢筋制作尺寸,尤其是钢筋弯钩一定要标准;
(3)要做好、做细凹槽钢筋与顶层钢筋的绝缘处理工作;
(4)加强对上下层钢筋弯钩搭接处的绝缘检查工作;
(5)轨排分枕时需认真符合轨枕间距及工具轨轨距;
(6)模板安装时,由专人对模板拼缝进行检查,所有缝隙均用玻璃胶进行封堵;
(7)轨道精调过程中,要注意对全站仪的检查,避免由于扰动而出现全站仪偏移;
(8)精调完成后,对排架竖向、横向支撑杆逐根进行检查,做到所有支撑杆都达到紧固状态;
(9)砼浇筑前,认真对钢筋绝缘、接地电阻、模板接缝及支撑、排架支撑进行再次检查;
(10)加强砼养护工作,避免出现裂缝病害。
4 结语
双块式无砟轨道安装精度是无砟轨道工程质量控制的核心。必须从CPⅢ点的设置、支撑排架的质量验收和定期复测、轨排精调测量数据的采集和输入等几个关键工序控制入手,确保无砟轨道施工质量满足质量验收标准的要求。
[1]铁建设[2010]241号.高速铁路轨道工程施工技术指南[s].北京:中国铁道出版社,2010
[2]TB10754-2010.高速铁路轨道工程施工质量验收标准[s].北京:中国铁道出版社,2010
Construction Technology and Quality Control of SK-2 Style Two-block Ballastless Track
YANF Fan
(No.6 Engineering Corporation Limited of China Railway 19th Bureau Group Co. Ltd Wuxi Jiangsu 214028 China)
This paper introduces the construction technology, construction methods, quality control of the project of SK-2 style two-block ballastless Track in the XCZQ-7 bidding section of Xi'an-Chengdu high speed railway. The successful experience is of great referential value for similar projects.
SK-2 style two-block ballastless Track construction quality control
A
1673-1816(2017)01-0011-05
2016-04-11
杨帆(1985-),男,本科,工程师,研究方向路基、桥梁施工。
猜你喜欢
铁路计算机应用(2022年8期)2022-09-06
中国水运(2022年4期)2022-04-27
中国工程机械学报(2021年4期)2021-09-02
装备制造技术(2021年2期)2021-07-21
国防交通工程与技术(2021年2期)2021-03-17
建材发展导向(2020年6期)2020-07-13
铁道建筑技术(2020年11期)2020-05-22
自动化学报(2019年12期)2020-01-19
四川水泥(2018年11期)2018-11-26
中国新技术新产品(2016年16期)2016-12-12
