6063铝合金双轴肩搅拌摩擦焊接头组织性能研究
2017-04-20 05:45赵运强王春桂董春林
焊接 2017年3期
赵运强 邓 军 王春桂 董春林
(广东省焊接技术研究所(广东省中乌研究院),广州 510651)
6063铝合金双轴肩搅拌摩擦焊接头组织性能研究
赵运强 邓 军 王春桂 董春林
(广东省焊接技术研究所(广东省中乌研究院),广州 510651)
进行了3 mm厚6063-T4铝合金双轴肩搅拌摩擦焊接。结果表明,当搅拌头转速为600 r/min,焊速在100~300 mm/min的范围内,可获得表面成形美观、内部无缺陷的优质接头。在接头搅拌区内,上、中、下各层硬度分布较为均匀,在热机影响区及热影响区内,上、下层硬度值高于中间层。热机影响区靠近搅拌区的位置以及热机影响区与热影响区的交界处为接头的两个薄弱位置。随着焊接速度的增加,接头各区域硬度值以及抗拉强度有着先增大后减小的趋势,所得最优接头抗拉强度为174 MPa,达到母材的87%,断裂位置位于热影响区。
6063铝合金 双轴肩搅拌摩擦焊 微观组织 力学性能
0 序 言
搅拌摩擦焊(Friction stir welding, FSW)作为一种固相连接技术,与熔化焊相比,具有焊接质量高、焊接变形小、无环境污染等诸多优点,特别适用于铝合金等低熔点金属的焊接[1-2]。常规搅拌摩擦焊也称为单轴肩搅拌摩擦焊,所采用的搅拌头由单一轴肩和搅拌针组成。焊接过程中需要对工件背部进行刚性支撑,因此无法实现中空部件的焊接。双轴肩搅拌摩擦焊所采用的搅拌头具有上、下两个轴肩,下轴肩代替背部垫板对工件进行随焊支撑。因此,该技术可较好的实现中空部件的焊接[3-4]。
铝合金由于其较高的比强度,被广泛应用于航空航天、轨道客车及汽车制造等领域,其中,大量的铝合金中空型材需要进行焊接。目前,国内外针对铝合金双轴肩搅拌摩擦焊已进行了一定的研究,主要集中在2000,6000及7000系铝合金[3-6]。
6063铝合金具有较好的塑性和导热性,被大量用于型材的制造。然而,针对于6063铝合金仅有常规单轴肩搅拌摩擦焊的相关研究,而适用于中空型材焊接的双轴肩搅拌摩擦焊研究仍未见报道。此外,相比于中厚板铝合金,薄板铝合金由于其散热能力较差,自身刚性不足等原因为双轴肩搅拌摩擦焊增加了难度。针对以上问题,文中选择3 mm厚6063-T4铝合金进行双轴肩搅拌摩擦焊研究,通过分析焊缝成型、接头微观组织及力学性能,揭示其双轴肩搅拌摩擦焊的工艺特性,并为双轴肩搅拌摩擦焊的应用推广提供理论基础和技术指导。
1 试验方法
选用尺寸为3 mm × 50 mm × 300 mm的6063-T4铝合金板材作为被焊材料,其化学成分和力学性能如表1所示。6063铝合金为Al-Mg-Si系热处理可强化铝合金,主要沉淀相为Mg2Si。所用双轴肩搅拌头为平轴肩配合柱状搅拌针,上、下轴肩直径为16 mm,固定二者间隙为2.9 mm,搅拌针直径为8 mm。焊接试验在FSW-3LM-003型龙门式搅拌摩擦焊机上进行,焊前工件经机械打磨后用丙酮擦拭,以去除表面氧化膜及油污。焊接时固定搅拌头转速为ω=600 r/min,焊接速度范围为v= 50~300 mm/min。通过采用不同的焊速对工件进行焊接,以对比研究焊速对接头组织与力学性能的影响。焊后沿垂直于焊接方向截取接头横截面,经打磨和抛光处理后,用混合酸溶液(1 mL氢氟酸+1.5 mL盐酸+2.5 mL硝酸+95 mL水)对试样进行腐蚀,用光学显微镜(OM)进行接头微观组织分析。在抛光试样的横截面上,采用显微硬度计分别对接头上、
中和下层进行显微硬度测试,测量位置距离焊缝上表面的距离分别为0.75 mm, 1.5 mm和2.25 mm。依据国标GB/T 2651—2008《焊接接头拉伸测试方法》,利用数控电火花切割机将接头加工成标准拉伸式样。每个工艺参数下所获得的接头选取三个拉伸式样在INSTRON-1186力学性能测试机进行拉伸试验,并以结果的平均值作为拉伸性能评价标准,同时采用扫描电镜(SEM)对拉伸式样的断口特征进行分析。

表1 6063-T4铝合金化学成分及力学性能
2 试验结果及分析
2.1 焊缝成形
不同焊速下焊缝表面成形如图1所示。当焊速较低时(v= 50 mm/min),较大的焊接热输入造成焊缝金属过分软化,塑性金属粘度较低,因此无法很好的跟随旋转搅拌头由焊缝的后退侧(RS)向前进侧(AS)回填。最终,滞留在焊缝后退侧的塑性金属形成了较大飞边。由于回填不充分,在焊缝前进侧形成了明显的沟槽缺陷。此外,过度软化的塑性金属也导致焊缝表面的弧形纹的不平整,如图1a和图1b所示。随着焊接速度增加至100 mm/min,焊缝后退侧飞边显著减小,前进侧的沟槽缺陷消失。当焊接速度在100~300 mm/min的范围内,均能得到良好的焊缝成形,且随着焊速的增加,焊缝表面弧形纹更加平整。此外,由于焊接过程中焊缝上表面具有更好的散热条件,在同一焊接速度下,焊缝上表面较下表面更为平整(图1c~1f)。
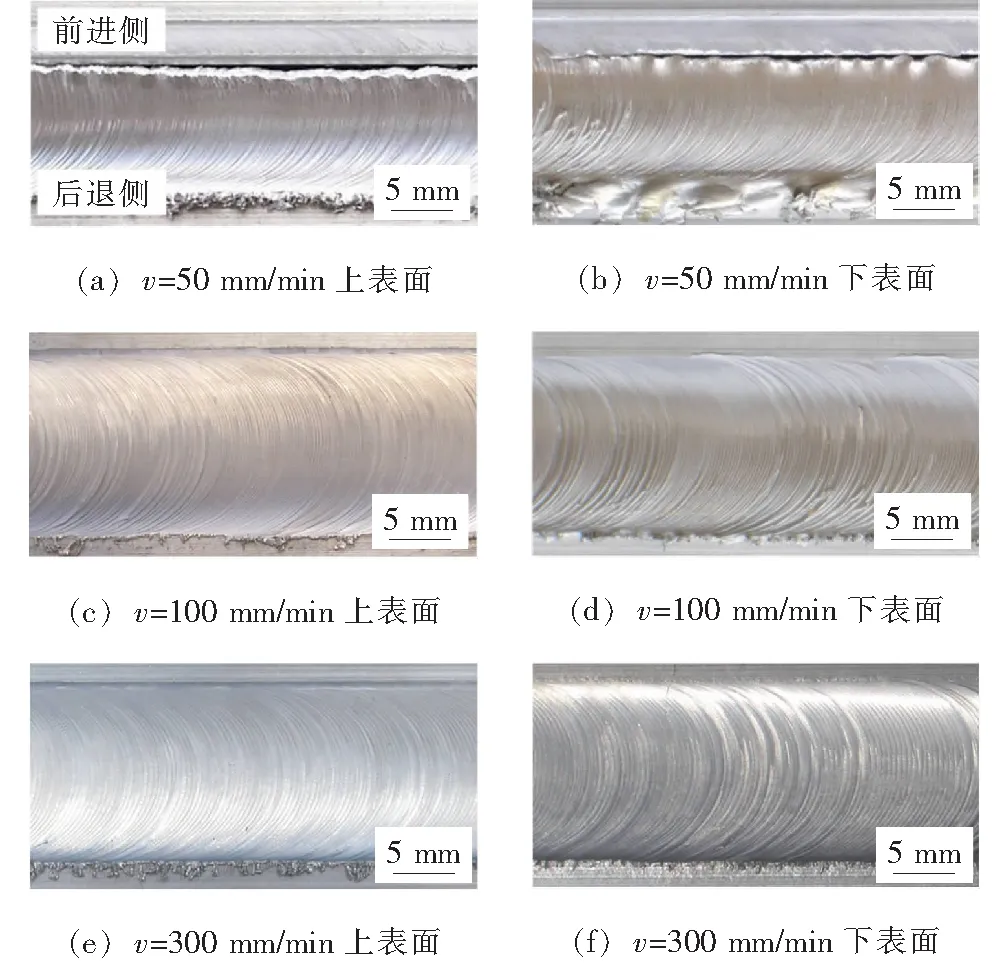
图1 不同焊速下焊缝表面成形
2.2 微观组织
不同焊速下接头横截面宏观形貌如图2所示。与单轴肩搅拌摩擦焊相类似,可将双轴肩搅拌摩擦焊接头分为搅拌区(SZ)、热机影响区(TMAZ)和热影响区(HAZ),如图2a所示。由于双轴肩搅拌摩擦焊上、下两个轴肩对称的热机作用,导致搅拌区最终呈现上下对称的“哑铃状”形貌,即上、下表面宽而中间窄。双轴肩搅拌作用更为强烈,搅拌区的宽度因此明显大于搅拌针的直径。
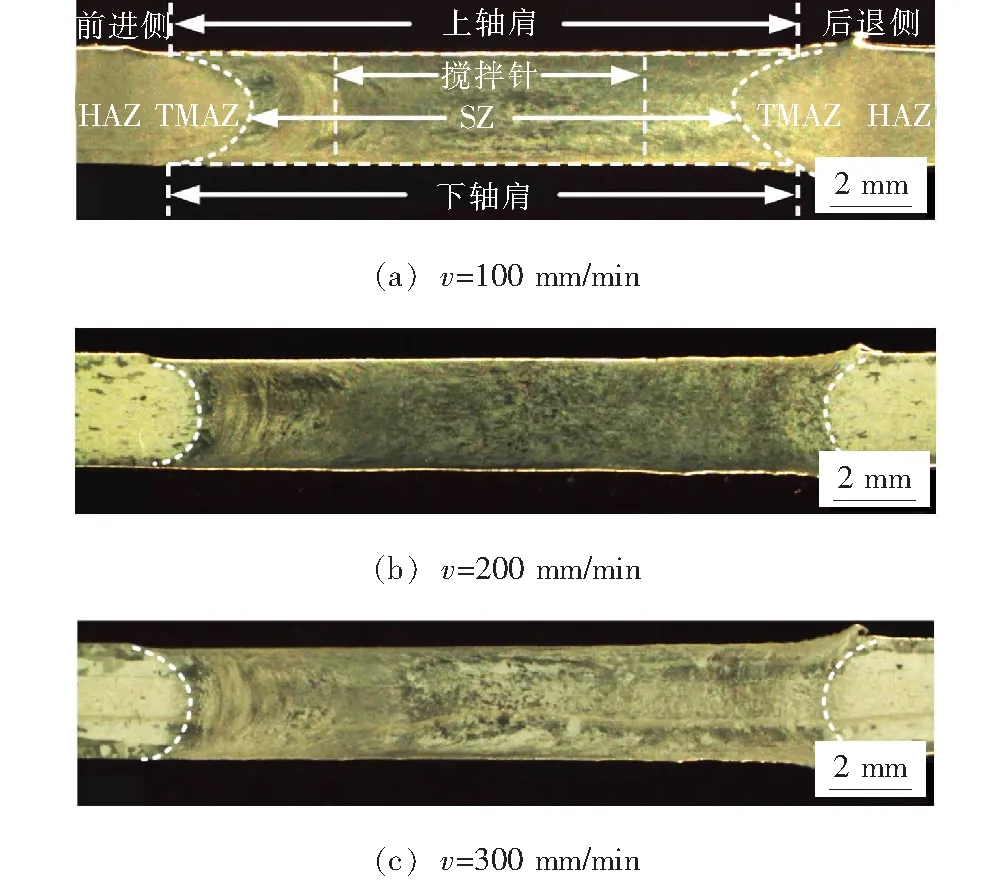
图2 不同焊速下接头横截面
随着焊接速度从100 mm/min增加至200 mm/min时,搅拌区的范围有所增加(图2a和2b)。当焊速较低时,较高的焊接热输入造成塑性金属粘度较小,能够跟随旋转搅拌头发生塑性流动的塑性金属也较少,因此搅拌区范围较窄。而当焊接速度过大时,搅拌头在单位距离内搅拌的时间较短,因此当焊速超过200 mm/min时,继续增加焊速,搅拌区范围并未明显增加(图2b和2c)。
图3为典型接头不同区域微观组织。其中,母材区未受到任何热机作用,呈现出典型的轧制组织,晶粒及沉淀相沿轧制方向分布(图3a)。搅拌区经历了剧烈的塑性变形和焊接热循环,最终呈现出等轴晶形态,晶粒尺寸较母材有明显的减小,说明此区域发生了动态再结晶,如图3b所示。热机影响区受到了搅拌区金属的剪切作用,晶粒发生了一定的扭曲。在焊缝前进侧热机影响区附近可以观察到材料由焊缝的上、下表面向焊缝内部填充的迹象,如图3c所示。此外,可以看出热机影响区与搅拌区的分界线在前进侧更为明显,而在后退侧较为模糊(图3c和3d)。这是由于在焊缝成形时,轴肩后方的塑性金属是由后退侧向前进侧填充的,因此后退侧热机影响区与搅拌区塑性金属接触时间更长,塑性流动方向更为一致。在较小的温度和塑性变形差异下,后退侧热机影响区与搅拌区组织的过渡更为平缓,因此分界线在后退侧较为模糊。热影响区在焊接中只受到焊接热作用,因此仍保留母材初始的轧制的组织形态。然而热影响区内的沉淀相在焊接热作用下进一步析出和粗化,因此与母材相比组织更易被腐蚀,晶粒形态也更为清晰(图3e)。

图3 典型接头各区域显微组织
2.3 力学性能
2.3.1 显微硬度分布
图4给出了典型接头横截面维氏硬度分布云图。可见,热机影响区靠近搅拌区的位置以及热机影响区与热影响区交界处硬度值较低,为接头的两个薄弱位置。对于可热处理强化铝合金,沉淀强化为主要的强化机制,同时伴随着细晶强化及形变强化。热影响区在焊接热作用下沉淀相发生粗化,沉淀强化作用减弱,并且随着向焊缝中心靠近,硬度值持续降低。热机影响区虽然受到了更为严重的焊接热作用,但较大的塑性变形在此区域引起了形变强化。搅拌区由于发生了动态再结晶,较小的晶粒尺寸起到了细晶强化作用。因此以上两个区域的硬度值会得到一定程度的补偿。接头的搅拌区、热机影响区和热影响区硬度值均低于母材,组成了接头的热软化区,其范围大约为45 mm左右,明显高于同型号铝合金单轴肩搅拌摩擦焊。这是由于两个轴肩产热较大,且薄板铝合金自身散热能力较弱造成的。此外,在搅拌区内,上、中、下各层硬度值较为均匀。而在热机影响区和热影响区,靠近板材上、下表面的硬度值明显高于板材中间层。这是由于热机影响区上、下表面更靠近高速旋转的轴肩,所产生的形变强化效果更为显著。而热影响区板材中心位置散热条件较差,热软化更为严重。
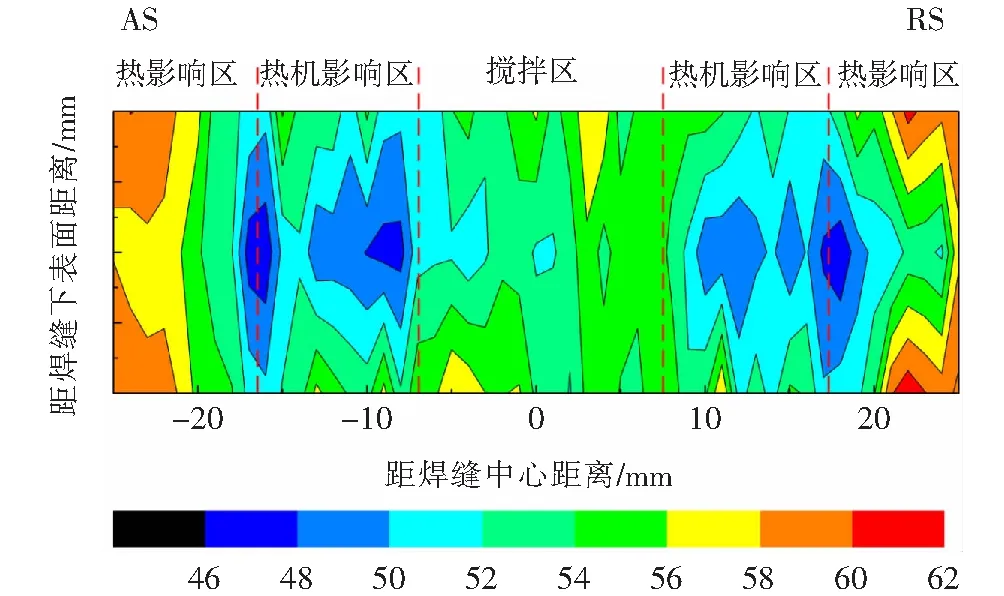
图4 v=200 mm/min时接头横截面显微硬度分布云图
不同焊接速度下接头显微硬度分布如图5所示,随着焊接速度的增加,接头各区域硬度值呈现先增加后减小的趋势。对于搅拌摩擦焊过程中所产生的热量可以分为两部分,即摩擦产热和材料塑性变形产热。其中摩擦产热的功率主要与搅拌头旋转速度成正比。而当焊速较高时,塑性变形产热的功率与焊接速度成正比。当转速一定,焊速较低时,摩擦生热起到主导作用,塑性变形的产热可以忽略,因此随着焊速的增加,焊接热输入有所降低,显微硬度值有所增加。当焊速较快时,材料塑性变形引起产热的效果开始显现,随着焊速的增加,各区域的峰值温度有所增加,因此硬度值有所下降。
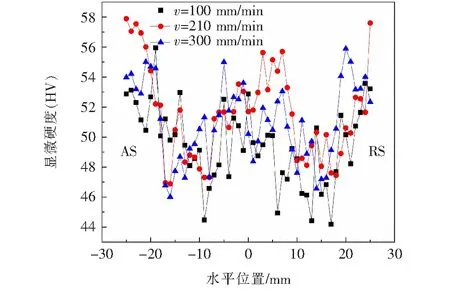
图5 同焊接速度下接头显微硬度分布
2.3.2 接头拉伸性能
图6给出了不同焊接速度下接头抗拉强度及断后伸长率。当焊接速度v=50 mm/min时,由于焊缝出现沟槽缺陷,接头抗拉强度仅为11 MPa。随着焊接速度的提升接头抗拉强度显著增加,并在焊速为200 mm/min时达到了最高值,为174 MPa,相应的断后伸长率为15%,此时接头抗拉强度达到了母材的87%。继续增加焊接速度接头抗拉强度略有下降,这与显微硬度的变化规律相似。
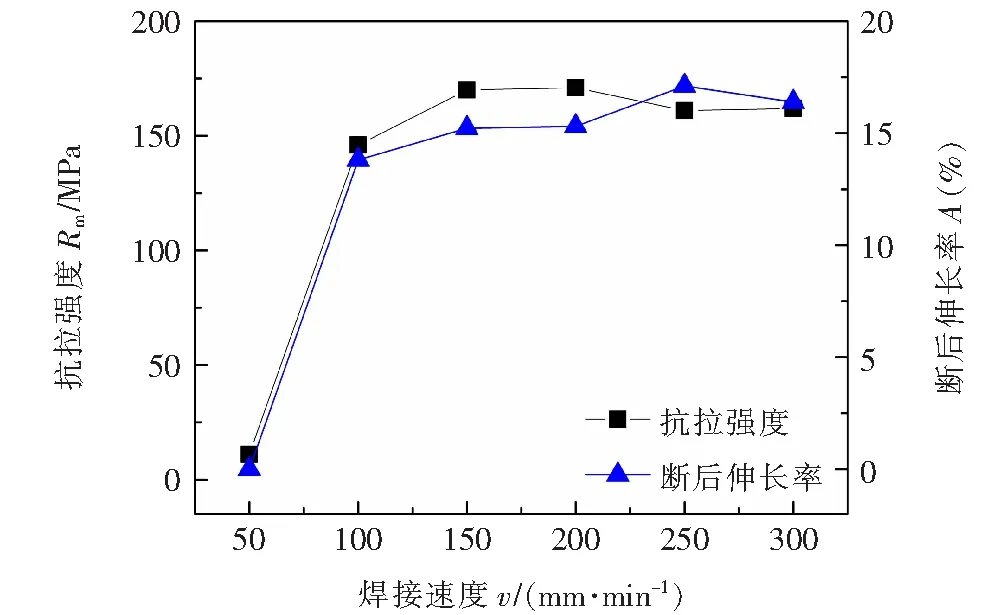
图6 不同焊接速度下接头抗拉强度及断后伸长率
当焊速为100 mm/min时,热机影响区受热软化较为严重,成为接头薄弱位置,拉伸式样在此区域发生了断裂,如图7a所示。当焊速在150~300 mm/min的范围内,热机影响区热软化作用减弱,变形强化作用得以显现,因此拉伸式样均在最薄弱的热影响区发生断裂。以上结果与接头硬度最低值的位置相吻合。对拉伸式样的断口表面进行了SEM观察,可以看到断口表面布满了大小不等的圆形或椭圆形的韧窝,韧窝底部存在第二相强化质颗粒,这是典型的韧性断裂的形貌(图7b)。
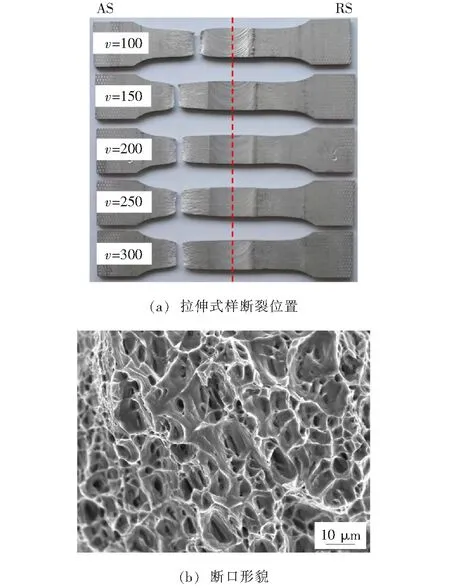
图7 拉伸式样断裂位置及断口形貌
3 结 论
(1)进行了3 mm厚6063-T4铝合金双轴肩搅拌摩擦焊接。当搅拌头转速为600 r/min时,焊接速度在100~300 mm/min的范围内,均可获得成形美观,无内部缺陷的接头。
(2)在搅拌区内,上、中、下各层的硬度分布较为均匀。在热机影响区和热影响区内,靠近板材上、下表面硬度值高于中间层。
(3)热机影响区靠近搅拌区的位置以及热机影响区与热影响区的交界处为接头的两个薄弱位置。随着焊接速度的增加,接头各区域硬度值及抗拉强度有着先增大后减小的趋势。
(4)在转速600 r/min,焊接速度200 mm/min时,接头抗拉强度达到最大的174 MPa,为母材的87%,断后伸长率为15%,断裂位置为接头的热影响区。
[1] 刘会杰, 赵运强, 侯军才. 自持式搅拌摩擦焊研究[J]. 焊接, 2010(11): 7-10.
[2] 董春林, 栾国红, 关 桥. 搅拌摩擦焊在航空航天工业的应用发展现状与前景[J]. 焊接, 2008(11): 25-31.
[3] 周 利, 刘朝磊, 王 计, 等. 双轴肩搅拌摩擦焊技术研究现状[J]. 焊接, 2015(16):14-18.
[4] 张 健, 李 光, 李从卿, 等. 2219-T4铝合金双轴肩FSW与常规FSW接头性能对比研究[J]. 焊接, 2008 (11):50-52.
[5] 赵衍华, 李延民, 郝云飞, 等. 2219铝合金双轴肩搅拌摩擦焊接头组织与性能分析[J]. 宇航材料工艺, 2012, 42(6):70-75.
[6] Zhang H J, Wang M, Zhang X, et al. Microstructural characteristics and mechanical properties of bobbin tool friction stir welded 2A14-T6 aluminum alloy [J]. Materials and Design, 2015, 65:559-566.
2016-12-19
广东省科学院实施创新驱动发展能力建设专项资金项目(2017GDASCX-0847);广东省应用型科技研发专项资金项目(2015B090922011);广东省重点实验室建设项目(2012A061400011)。
TG453.9
赵运强,1986年出生,博士,工程师。主要从事搅拌摩擦焊接技术研究,获国家发明专利10项,已发表SCI检索论文9篇。
猜你喜欢
中学生数理化·中考版(2022年9期)2022-10-25
九江学院学报(自然科学版)(2022年2期)2022-07-02
教育教学论坛(2022年12期)2022-05-11
中学生数理化·中考版(2021年9期)2021-11-20
装备制造技术(2020年2期)2020-12-14
制造技术与机床(2019年12期)2020-01-06
中学生数理化·中考版(2018年9期)2018-11-09
制造技术与机床(2017年8期)2017-11-27
凿岩机械气动工具(2017年3期)2017-11-22
照明工程学报(2016年3期)2016-06-01