摆焊参数对焊缝成形的影响分析
2017-04-20 05:41侯仰强王天琪李亮玉李天旭刘晓辉
焊接 2017年3期
侯仰强 王天琪 李亮玉 李天旭 刘晓辉
(天津工业大学 天津市现代机电装备技术重点实验室,天津 300387)
摆焊参数对焊缝成形的影响分析
侯仰强 王天琪 李亮玉 李天旭 刘晓辉
(天津工业大学 天津市现代机电装备技术重点实验室,天津 300387)
采用摆焊工艺对3 mm厚的普通低碳钢进行了焊接,并对摆焊参数的改变对焊缝成形的影响进行了研究,在此基础上设计并实施了3组不同焊缝宽度的宽焊缝焊接试验。 结果表明,摆动模式对焊缝形状的影响不明显,随着周期摆动长度的增大,焊缝在水平方向上的间隙逐渐增大,适当增大周期摆动宽度可增大焊缝宽度,摆动停顿距离应控制在4 mm以内,否则会出现焊缝塌陷现象。所设计的3组宽焊缝焊接参数,其焊缝成形良好,未见焊缝塌陷、层间未熔合和咬边现象发生,满足宽焊缝焊接要求。
宽焊缝 摆焊 焊缝形状 焊接参数
0 序 言
随着交通运输、石油产业的迅猛发展,在一些汽车、石油管道的焊接加工中,存在着宽焊缝焊接的问题[1-2]。传统的解决方法是依靠焊工在进行焊接操作时,以一定的周期、一定的摆动轨迹进行摆动焊接,典型的摆动轨迹有月形、栗形、三角形等[3-4]。通过摆动操作,除了能够防止产生咬边、焊瘤、夹渣等焊缝缺陷外,还对进行横焊、立焊、仰焊及单面焊双面成形有良好的作用[5-6]。目前,焊接摆动器可以实现摆焊的功能;另一方面弧焊机器人逐渐得到普及,特别是近十几年来由于世界范围内经济的高速发展,市场的激烈竞争使那些用于大中批量生产的焊接自动化专机已不能适应小规模、多品种的生产模式,逐渐被具有柔性的焊接机器人代替,焊接已成为工业机器人应用最大的领域之一[7-8]。因此,为了满足焊接工艺对焊缝宽度控制的要求,提高焊缝层间及表面的焊接质量,减少焊接缺陷的产生,保证焊接质量和提高焊接效率。要求焊接机器人除了能够直线焊接外,还应具有摆焊的功能[9]。经过近几年的研发,一些著名的电焊机生产厂家,如福尼斯、威特力、东升焊机等,已经开发出了多种能够实现摆焊功能的电焊机及自动焊接设备,配合弧焊机器人末端执行器的摆动,能够实现宽焊缝摆焊的焊接要求[10-11]。
针对弧焊机器人摆焊系统,影响焊缝形状的因素除了焊接电流、电弧电压、焊接速度、焊丝倾角等参数[12-13],摆焊参数也对焊缝成形产生了重要的影响。文中采用经典的单一变量控制理论对普通低碳钢板进行焊接,在控制焊接电流、焊接电压等焊接参数一致的前提下,通过改变摆动模式、周期摆动长度、周期摆动宽度以及摆动停顿距离等,来观察焊缝形态的不同,以此探究摆焊参数对焊缝成形的影响。在此基础上设计并实施了3组不同焊缝宽度的宽焊缝焊接试验,观察其焊缝成形情况。
1 试验系统与方法
1.1 试验系统
文中采用的摆焊试验系统示意图如图1所示,电焊机采用的是福尼斯的CMT 4000R型焊机,机器人采

图1 摆焊试验系统示意图
用的是ABB的IRB2600型六自由度工业机器人。电焊机与机器人通过DeviceNet进行通讯,DeviceNet是一个基于CAN的开放系统,它的特点是体积小并且高度模块化,可以简单紧凑地将其安装在标准C型滑轨内,而且不需在连接端子之间添加任何连接件而直接连接执行器和传感器。CMT4000R型焊机是一款性能卓越的焊接设备,它采用先进的CMT焊接技术,不仅可以降低热输入量,并且与脉冲MIG 焊相比较而言,焊丝熔化率提高且焊缝成形美观。对于摆焊参数设置可以通过与其连接的ABB机器人的示教器进行调节,方便快捷。
1.2 试验材料
焊接母材为3 mm厚的普通低碳钢,焊丝选用牌号为ER50-6的G3Si1焊丝,焊丝直径为1.2 mm。母材和焊丝的化学成分见表1。保护气体成分为CO2(18%)+Ar(82%),保护气流量为20 L/min。
1.3 焊接工艺参数
在进行摆动焊接试验时,除了常规焊接参数,例如焊接电流、焊接电压等会对焊缝成形产生影响外,摆动模式、摆动长度以及摆动宽度等也会影响焊接过程。为了探究摆动参数对焊缝成形的影响,将焊接常规参数作为固定参数,通过改变摆焊相关参数来观察焊缝成形的影响规律。经过前期常规焊接参数对焊缝成形影响规律的研究,最终确定的常规焊接优化参数见表2,采用CMT工艺进行焊接。

表1 母材和焊丝的化学成分(质量分数,%)

表2 焊接工艺参数
1.4 摆焊参数及编程
在确定焊接材料和焊接工艺参数之后,需要对焊接机器人进行弧焊编程,文中用到的试验系统编程语句和普通的弧焊指令相同,其基本格式为:
ArcL,p1,v100,seam1,weld1weave:=wv1,fine,gun1其中,ArcL是焊接指令关键字,相当于机器人编程中的MoveL;seam1用来定义起弧和收弧时的焊接参数,通常有保护气管路的预充气时间、收弧时的回烧量、保护气的吹气时间等;p1用来定义目标点的位置;v100用来定义机器人运动的速度为100 mm/s;weld1用来定义焊缝的焊接参数,通常有焊接速度、焊接电压、送丝速度等;weave:=wv1用来定义摆焊的相关参数,也是文中研究的重点,通常有摆动模式、摆动一个周期的长度、摆动一个周期的宽度以及摆动停顿距离等,摆焊具体参数如图2所示,图中L表示摆焊摆动一个周期的长度;W表示摆动一个周期的宽度;L1表示摆动到左边时的停顿距离;L2表示摆动到中心点时的停顿距离;L3表示摆动到右边时的停顿距离;gun1同机器人的Move指令一样,定义了焊枪的TCP等参数。
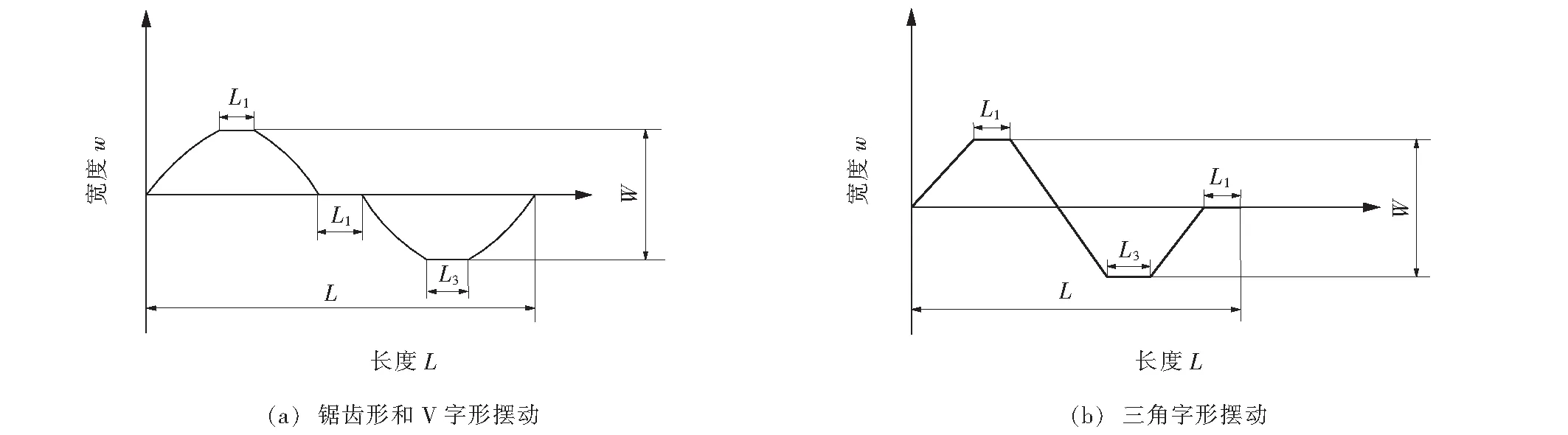
图2 摆焊参数示意图
2 试验结果及讨论
2.1 摆动模式对焊缝成形的影响
为了研究摆焊参数中摆动模式对焊缝成形的影响,排除其他参数对试验结果的干扰,故将其他参数设置成相同的合适值,其具体试验参数见表3。
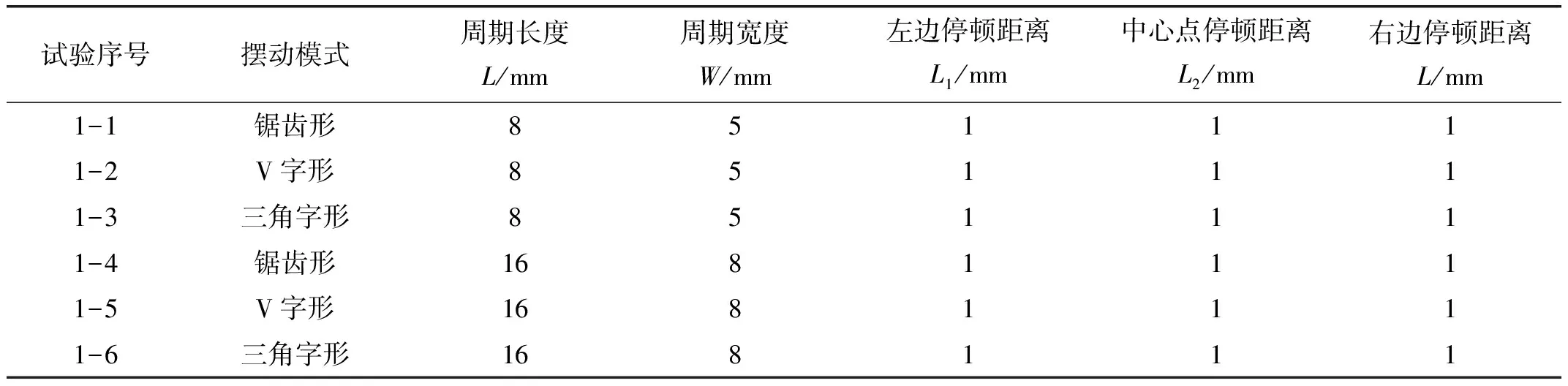
表3 摆动模式试验参数
得到的试验结果如图3所示,图中序号与试验序号一一对应,其中图3a,3b,3c为一组,图3d,3e,3f为一组,分别进行比较。由试验结果可知,图3a,3b,3c三种摆动模式所得到的焊缝宽度差别不大,焊缝的轮廓形状也相似;图3d,3e,3f这一组进行比较,可以看到V字形摆动图3e时,其得到的焊缝宽度比另外两种略大,其余两种所得到的焊缝形状差别不大。总体而言,摆动模式对焊缝成形的影响不大,在进行宽焊缝焊接时可以适当选取。

图3 改变摆动模式试验结果
2.2 改变周期长度对焊缝成形的影响
运用控制变量理论,将摆动周期长度作为单一变量,进一步探究其对焊缝形状的影响。得到的试验结果如图4所示,从试验结果可以看出随着周期长度的改变,焊缝截面形状也发生了明显的改变,但焊缝宽度没有发生变化。 随着周期长度的增大,焊缝形状在水平方向上的间隙逐渐增大,可见在宽焊缝焊接时其周期摆动长度不易过大,应控制在6 mm以下。其对应的实验参数见表4。
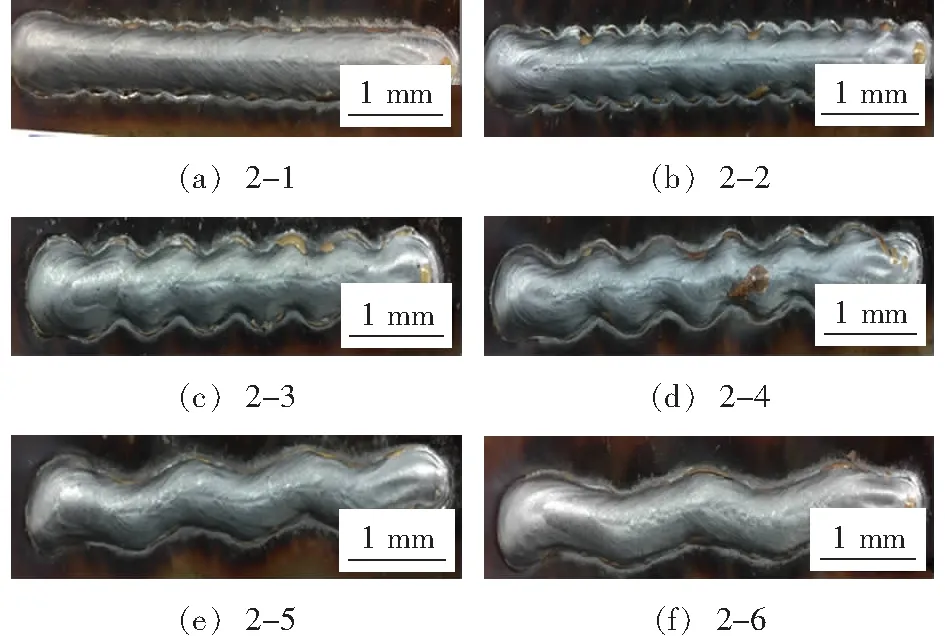
图4 改变周期长度试验结果

试验序号摆动模式周期长度L/mm周期宽度W/mm左边停顿距离L1/mm中心点停顿距离L2/mm右边停顿距离L/mm2-1锯齿形341112-2锯齿形641112-3锯齿形941112-4锯齿形1241112-5锯齿形1841112-6锯齿形244111
mm以下。
2.3 改变周期宽度对焊缝成形的影响
探究改变摆动周期宽度对焊缝形状的影响,所设计的试验参数见表5。

表5 改变周期宽度试验参数
得到的试验结果如图5所示,从试验结果可以明显看出摆动周期宽度在14 mm以内时,随着周期宽度的增大,焊缝宽度也随之增大,周期宽度为14 mm和周期宽度为18 mm的焊缝宽度差别不大,但是焊缝形状不同,可见在宽焊缝焊接时可适当增大周期宽度,来增大焊缝宽度。

图5 改变周期宽度试验结果
2.4 改变停顿距离对焊缝成形的影响
停顿距离包括左边停顿距离、中心点停顿距离和右边停顿距离,为了分别探究其对焊缝成形的影响,设计了如下试验,其具体试验参数见表6。
得到的试验结果如图6所示,其图中序号与试验序号一一对应,图6h为对应的试验结果背面照片。将图6b、图6c与图6a进行比较来分析左边停顿距离对焊缝成形的影响,从试验结果可以看出,随着左边停顿距离的增加,焊缝形状在水平方向上的间隙逐渐减小,但焊缝宽度没有发生变化,当左边停顿距离为7 mm时,出现了明显的焊缝塌陷现象。将图6d、图6e与图6a进行比较来分析中心点停顿距离对焊缝成形的影响,从试验结果可以看出,随着中心点停顿距离的增加,焊缝形状在水平方向上的间隙逐渐减小,且减小速度明显比左边停顿距离增加导致焊缝形状在水平方向间隙减小的要快,当中心点停顿距离为4 mm和7 mm时,均出现了焊缝塌陷现象,且中心点停顿距离为7 mm时,塌陷现象更加明显。将图6f、图6g与图6a进行比较来分析右边停顿距离对焊缝成形的影响,从试验结果可以看出,随着右边停顿距离的增加,焊缝形状在水平方向上的间隙略有减小,但焊缝宽度没有发生变化,当右边停顿距离为7 mm时,出现了明显的焊缝塌陷现象。可见,左边停顿距离、中心点停顿距离和右边停顿距离都对焊缝形状产生了明显的影响,在进行宽焊缝焊接时,三者的长度不应过大,应在4 mm以内为宜。
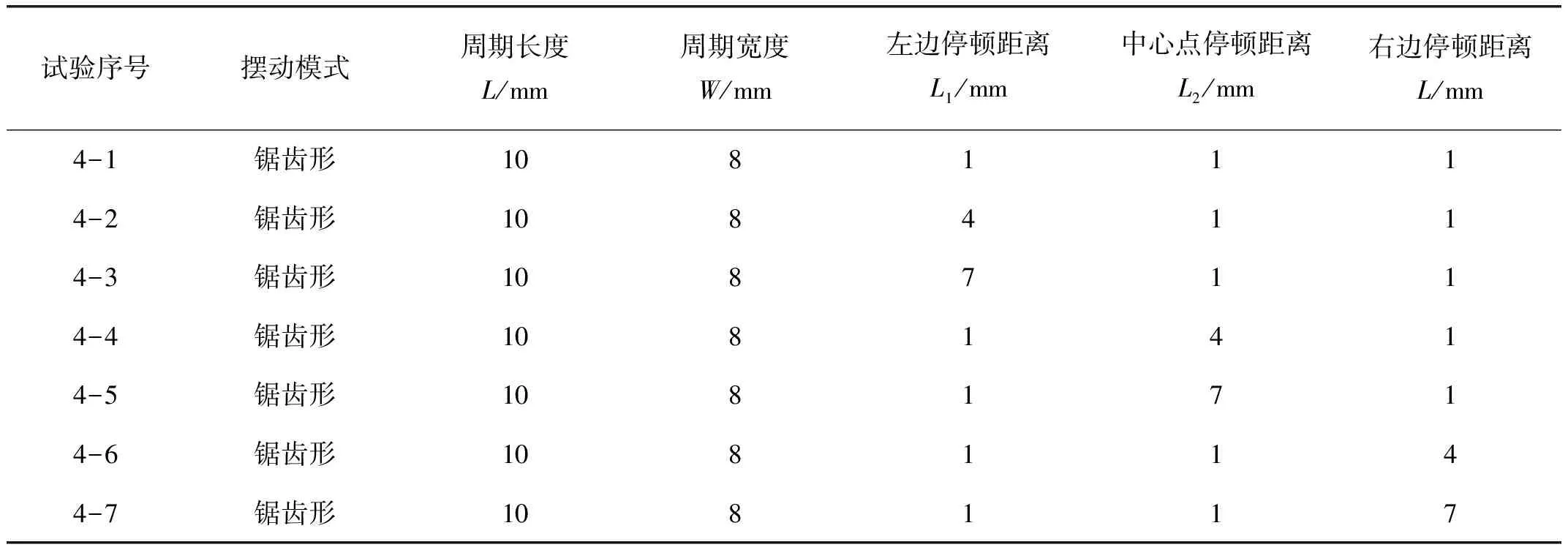
表6 改变停顿距离试验参数
2.5 综合应用
综合以上各摆焊参数对焊缝形状的影响,设计了几种不同焊缝宽度的宽焊缝焊接参数,其具体参数见表7。
得到的试验结果如图7所示,其图中序号与试验序号一一对应。所得到的焊缝宽度从上到下依次为10 mm,14 mm以及17 mm,焊缝上所呈现的褐色物质,为焊丝表面熔敷物质受热熔化滴落到焊缝上,然后遇冷凝固所致。从试验结果可以看出,焊缝成形良好,未见焊缝塌陷、层间未熔合和咬边现象发生,符合宽焊缝焊接的要求。

图6 改变停顿距离试验结果

试验序号摆动模式周期长度L/mm周期宽度W/mm左边停顿距离L1/mm中心点停顿距离L2/mm右边停顿距离L/mm5-1锯齿形1.0160.20.30.25-2锯齿形1.5200.50.50.55-3V字形1.0240.30.30.3

图7 宽焊缝焊接试验结果
3 结 论
(1)采用摆焊工艺对3 mm厚的普通低碳钢进行了焊接试验,由试验结果可知,摆焊模式的改变对焊缝形状的影响不明显;随着周期长度的增大,焊缝水平方向上的间隙逐渐增大,为了获得良好的焊缝形状,摆动周期长度应控制在6 mm以内;增加摆动周期宽度可增大焊缝宽度,摆动停顿距离应控制在4 mm以内,否则会出现焊缝塌陷现象。
(2)综合摆焊各参数的影响,设计了几组不同焊缝宽度的宽焊缝焊接参数并进行了焊接。结果表明,焊
[][]
缝成形良好,未见焊缝塌陷、层间未熔合和咬边现象发生,符合宽焊缝焊接的要求。
[1] 何 实,储继君,齐万利. 中国焊接材料的发展现状与未来趋势[J]. 焊接,2015(12): 1-5.
[2] 杨春利,林三宝. 电弧焊基础[M]. 哈尔滨: 哈尔滨工业大学出版社,2010.
[3] 徐望辉,董春林,杨春利,等. 高强钢摆动电弧窄间隙GMAW组织与性能研究[J]. 焊接,2016(7): 32-36.
[4] 徐望辉,范成磊,林三宝,等. 摆动电弧窄间隙焊接工艺参数对焊缝成形的影响[J]. 焊接,2015(2): 13-17.
[5] Xu Wanghui,Lin Sanbao,Fan Chenglei,et al. Feasibility study on tandem narrow gap GMAW of 65 mm thick steel plate [J]. China Welding,2012,21(3): 7-11.
[6] 彭 湃,吴 林,田劲松,等. 神经网络在机器人焊接参数规划中的应用[J]. 焊接学报,2001,22(4): 39-42.
[7] 王 军,王 剑,付 奥,等. 基于机器人的焊接快速成形技术[J]. 焊接,2014(10): 15-19.
[8] 宋天虎,刘永华,陈树君. 关于机器人焊接技术的研发与应用之探讨[J]. 焊接,2016(8): 1-10.
[9] Wang J,Zhu J,Fu P,et al. A swing arc system for narrow gap GMA welding[J]. ISIJ International,2012,52(1):110-114.
[10] Cui H,Jiang Z,Tang,et al. Research on narrow-gap GMAW with swing arc system in horizontal position [J]. The International Journal of Advanced Manufacturing Technology,2014,74(1): 297-305.
[11] 肖介光,熊 健,郭 娟,等. 电焊机绿色设计与制造[J].机械,2009(1): 114-116.
[12] 林三宝,王瑶伟,蔡玉博,等. 双丝窄间隙全位置GMAW焊缝成形研究[J]. 焊接,2014(12): 4-9.
[13] 王 敏,谷侃锋,魏 强,等. 激光-TIG复合热源焊接钛合金T形结构焊缝成形特点及影响因素分析[J]. 焊接学报,2010,31(12): 105-108.
2016-12-21
国家自然科学基金资助项目(U1333128);天津市科技支撑计划项目(14ZCDZGX00802,15ZCZDGX00300)。
TG444
侯仰强,1991年出生,硕士研究生。主要从事焊接机器人方面研究,已发表论文5篇。
猜你喜欢
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
新世纪智能(英语备考)(2018年11期)2018-12-29
制造技术与机床(2018年9期)2018-09-19
滇池(2017年5期)2017-05-19
小天使·五年级语数英综合(2016年12期)2016-12-09
医学研究杂志(2015年5期)2015-06-10
人生十六七(2015年5期)2015-02-28
销售与市场·管理版(2009年21期)2009-09-03
中学生英语·中考指导版(2008年6期)2008-12-19