
冷金属过渡条件下AZ61镁合金在两种钢板上的润湿行为
2017-04-19 08:09曾承宗林巧力陈剑虹
材料工程 2017年4期
曾承宗,林巧力,曹 睿,陈剑虹
(兰州理工大学 有色金属先进加工与再利用省部共建国家重点实验室,兰州 730050)
冷金属过渡条件下AZ61镁合金在两种钢板上的润湿行为
曾承宗,林巧力,曹 睿,陈剑虹
(兰州理工大学 有色金属先进加工与再利用省部共建国家重点实验室,兰州 730050)
采用动态座滴法研究冷金属过渡条件下,AZ61镁合金分别在Q235钢板和镀锌钢板表面的润湿行为及其界面微观结构。结果表明:润湿行为与焊接工艺参数中的送丝速率密切相关;无论基板采用镀锌钢还是Q235钢在界面处均观察到Al-Fe金属间化合物层,其形成符合热力学形成条件;在Q235钢表面润湿时,送丝速率增加,界面反应变得剧烈,因而润湿性变好,在镀锌钢表面润湿时,送丝速率增加,加剧锌的挥发,使裸露的表面显金属性,因而润湿性变好;当送丝速率≤10.5m·min-1时,镁在Q235钢板上的润湿性要好于镀锌钢板,且后者锌的挥发将导致工艺不稳定。
冷金属过渡;镁-钢异种金属;润湿性;界面结构
镁合金是目前工程应用中最轻的金属结构材料,具有比强度高,比刚度高,密度低,阻尼性高及较高的导电和导热性能,无磁性,无毒性和易回收利用等优点,广泛应用于汽车和航空航天等领域[1,2]。钢是目前应用最广的结构材料。
由于镁合金与钢材应用的广泛性和交叉性,使得镁-钢异种金属连接的混合结构在减轻车辆自重及节能减排方面具有突出的潜在优势。然而,镁与钢的物理性质相差较大,并且热力学上显示Mg-Fe之间的相互作用非常弱,在表观上表现为镁和钢较差的焊接性。尽管点焊[2]、搅拌摩擦焊[3]、激光-电弧复合焊[4,5]等方法可以实现镁/钢异种金属的连接,但这些方法易受工件形状和尺寸的限制,成本高昂,焊接过程复杂等因素难以满足大批量生产的需求。
近来,Fronius公司基于MIG/MAG焊的基础开发了冷金属过渡技术(Cold Metal Transfer, CMT),此技术独特的专家系统尤其适用于异种金属以熔钎焊的方式实现连接。另一方面,当液态钎料与钢板接触时,润湿铺展和界面反应是决定接头可靠连接的关键因素[6]。通常液态金属在固态金属上的本征润湿为较小的接触角(<90°,由于它们之间以金属键结合)和快速的铺展动力学(惰性铺展特性)[7]。但是润湿对周围环境因素十分敏感,例如:温度,气氛,母材的表面粗糙度和液滴的冲击等都不同程度地影响着液滴的润湿行为。尤其对于CMT焊接工艺,电弧力以及保护气的压力和焊丝的回抽力都有可能影响润湿和铺展。在CMT熔钎焊中,润湿和界面结构又与工艺参数中的送丝速率密切相关,因此研究镁-钢CMT条件下不同送丝速率的润湿行为是获得镁-钢可靠连接的前提。
目前,熔融镁合金液滴与钢板在焊接条件下的润湿已有一些研究基础,例如:Li等[8]利用激光钎焊的方法研究镁在镀锌钢上润湿,发现镀锌层熔化后会形成液膜,与液滴接触从而起到促进润湿的作用。Liu等[9]用电阻点焊方法研究镁-镀锌钢焊接,指出Mg与Zn形成Mg-Zn共晶被排挤到两侧,Mg在新鲜的钢表面发生润湿从而推断Zn起到了促进润湿的作用。Wahba等[10]在用AZ31B镁合金和镀锌钢板激光焊的研究中同样发现了类似的现象。综上,在镁-钢异种金属连接中,镀锌层是否必不可少和锌的作用机制有待于进一步研究。因此,冷金属过渡条件下AZ61镁合金在两种钢板上的润湿行为研究具有重要意义。
1 实验材料和方法
1.1 实验材料
实验所用材料为直径1.2mm的AZ61镁焊丝,Q235钢板和规格为60g·m-2的镀锌钢板(尺寸为200mm×100mm×1mm)。镀锌钢板以Q235钢板为基底,通过热浸镀锌的方法获得。AZ61镁焊丝的化学成分如表1所示。

表1 AZ61镁合金焊丝化学成分(质量分数/%)
1.2 实验装置及方法
润湿实验所用设备为CMT 3200焊机,激光背光,CCD高速数码相机(1200 fps)和数据处理系统,实验装置如图1所示。采集的熔滴图像可由计算软件得出润湿参数。润湿实验过程中采用高纯氩气保护,氩气流量为15L·min-1。实验前,采用钢刷打磨母材(仅Q235钢板),待润湿表面,采用丙酮、酒精依次对母材进行清洗,然后用夹具将基板固定在实验平台上。整个CMT润湿实验以1s内的熔滴过渡和润湿为研究对象。
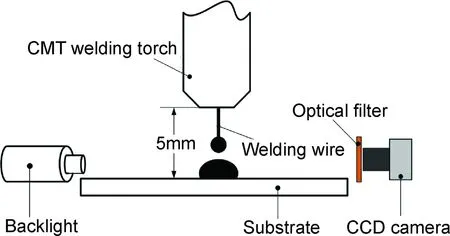
图1 润湿装置示意图Fig.1 Schematic diagram of wetting device
为了进一步表征界面微观结构,利用配有能谱仪(EDS)的扫描电子显微镜(SEM,FEG 450)对试样截面进行显微组织观察和能谱分析。
2 实验结果和讨论
2.1 润湿行为
图2为CMT条件下送丝速率从3.5m·min-1到13.5m·min-1,AZ61镁合金熔体在Q235钢板上润湿过程中,接触角与接触半径随时间的变化规律。从图2中可以发现,接触角随着送丝速率的增加或者时间的延长波动幅度变大,主要由于液滴尺寸变大及焊丝回抽导致液滴的波动,进而带来实验测量的误差。

图2 CMT条件下采用不同送丝速率(m·min-1)时AZ61镁合金在Q235钢板上接触角(a)和接触半径(b)随时间的变化Fig.2 The wetting behavior of molten AZ61 Mg alloy on the surface of Q235 steel by using different wire feed speeds (m·min-1) under the CMT condition: variation of contact angles (a) and contact radius (b) with time
镁-镀锌钢的润湿行为如图3所示。在镁熔体润湿镀锌钢板的过程中,在某时刻(~0.11s)附近出现了接触角的峰值,而后随时间的延长仍出现了两种变化趋势: 一是在送丝速率小于10.5m·min-1时,接触角随熔滴过渡时间的延长逐渐变大至稳定值;二是在送丝速率大于等于10.5m·min-1时,接触角随着时间的延长逐渐减小至稳定值。接触半径随熔滴过渡时间变化的基本规律同样可以由上述拟合式表征,表明润湿平衡在熔滴过渡中很容易实现。在镁-镀锌钢的润湿实验中,由于界面上锌蒸气的存在以及镁-钢本身较弱的亲和力,导致表观上出现不润湿或润湿性不好的现象,即“莱顿弗罗斯特”现象。在实际工况中表现为焊接工艺的不稳定,较多飞溅。因此,在镁-镀锌钢的CMT焊接中,建议使用大于或等于8.5m·min-1的送丝速率来满足润湿性的要求,点焊时间建议大于0.11s以避开峰值满足工艺稳定性的要求。
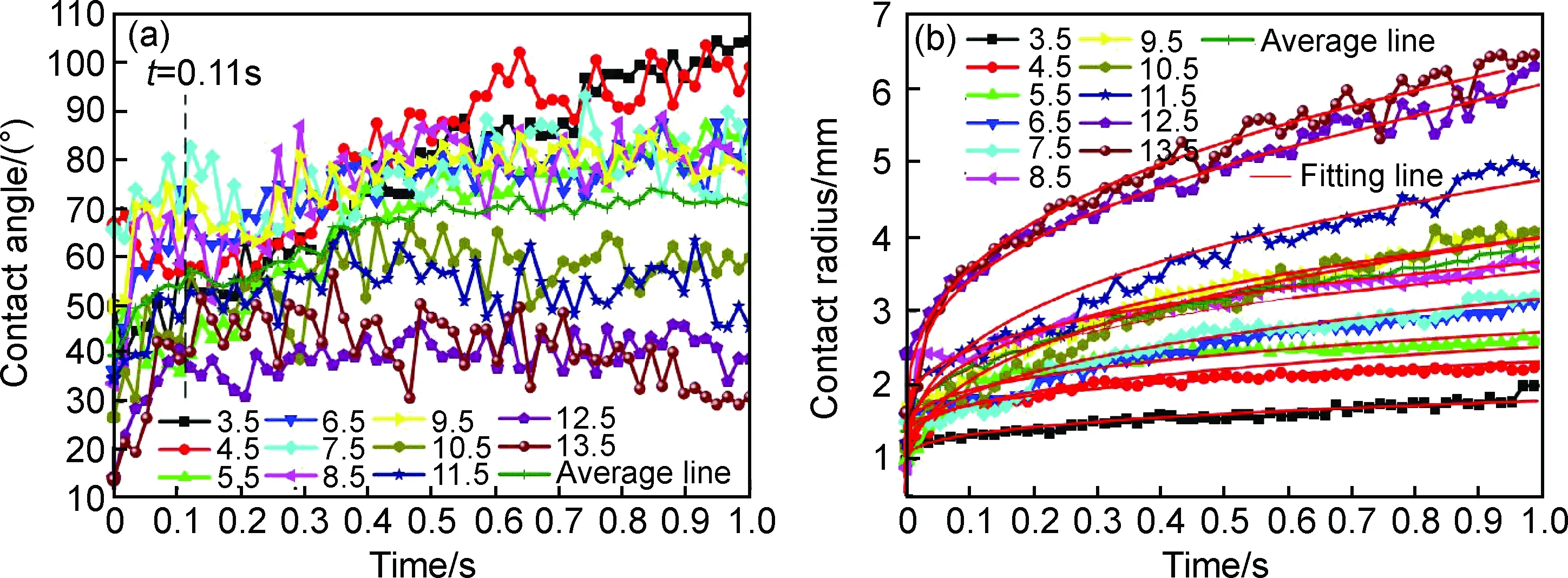
图3 CMT条件下采用不同送丝速率(m·min-1)时AZ61镁合金在镀锌钢板上接触角(a)和接触半径(b)随时间的变化Fig.3 The wetting behavior of molten AZ61 Mg alloy on the surface of galvanized steel by using different wire feed speeds (m·min-1) under CMT condition: variation of contact angles (a) and contact radius (b)with time
2.2 宏观形貌及界面微观结构
图4为送丝速率4.5m·min-1,点焊时间1s时熔化的镁焊丝分别在Q235钢和镀锌钢板上润湿后的表面形貌。镁-Q235钢与镁-镀锌钢样品表面存在明显的差异:镁-Q235钢液滴表面光洁,如图4(a-1)所示,而且镁-Q235钢样品背面存在明显的氧化痕迹,如图4(a-2)所示;然而镁-镀锌钢液滴表面存在较多气孔,如图4(b-1)所示,且样品背面只有轻度的烧损痕迹,如图4(b-2)所示。表明锌曾经在镁熔体中,并通过熔体表面挥发并且带走热量,进而显著地降低了热输入。
镁-Q235钢在不同送丝速率下界面结构基本类似,因此可选送丝速率3.5m·min-1的样品作为研究对象。图5为送丝速率3.5m·min-1,在Q235钢板润湿后液滴内部及界面的组织形貌。如图5(a)所示,在凝固后的液滴内部除了镁的固溶体外还存在部分骨架状的白色相,经能谱成分点分析,镁含量为73.3%,铝含量为26.7%,通过铝-镁二元相图确定其为Mg17Al12。经能谱线扫描分析,如图5(b)所示,在界面上形成了几百纳米厚度的铝富集层,主要为Al-Fe金属间化合物,其中送丝速率只影响界面上Al-Fe金属间化合物的厚度。因此,镁-Q235钢体系在不同送丝速率下所观测到的润湿与不润湿现象与镁在Al-Fe金属间化合物层上的润湿性无关,主要取决于界面反应的程度。界面反应的程度直接影响润湿过程中钢表面氧化膜的去除程度。即使实验前钢表面经过了机械打磨并去油脂,残留的氧化膜仍会有影响,而通过界面反应析出金属间化合物是去除氧化膜并促进润湿最为有效的方式[11]。在大的送丝速率下,界面上的热输入相对较大,界面反应剧烈,界面上氧化膜去除彻底,因此润湿性变好。
在镁-镀锌钢的界面结构中发现了锌富集并形成了白色的Mg-MgZn共晶组织,同时共晶组织下方形成了Al-Fe金属间化合物层,如图6(a)所示;在三相线(即固-液-气三相交会处)处锌的富集增多,并形成了较为显著的富锌区,如图6(b)所示,富锌区中的初生相内部存在较多裂纹且界面上存在开裂预示着采用镀锌钢较差的力学性能。送丝速率同样对界面结构的影响较小,主要影响界面上锌富集的程度,即锌共晶层的薄厚。采用镀锌钢板时,由于电弧的作用使镀锌层首先挥发进而裸露新鲜未曾被氧化的钢表面,因此,在大的送丝速率下,镀锌钢表面的润湿性要稍好于Q235钢。同时锌的表面张力要大于镁,从而不会降低熔体的表面张力,且Zn与Fe的亲和力要小于Al与Fe,因此,Zn也不能有效地降低界面张力。综上,在小的送丝速率下,由于锌蒸发导致工艺不稳定,润湿性变差,较大送丝速率下,由于蒸发后裸露的表面具有金属性而使润湿性变好。

图4 以4.5 m·min-1的送丝速率下镁-Q235钢与镁-镀锌钢在润湿实验后的样品正面(1)与背面(2)的宏观形貌 (a)镁-Q235钢;(b)镁-镀锌钢Fig.4 The front (1) and reverse (2) appearances of magnesium-Q235 steel and magnesium-galvanized steel after wetting experiments using 4.5 m·min-1 wire feed speed (a)magnesium-Q235 steel;(b)magnesium-galvanized steel
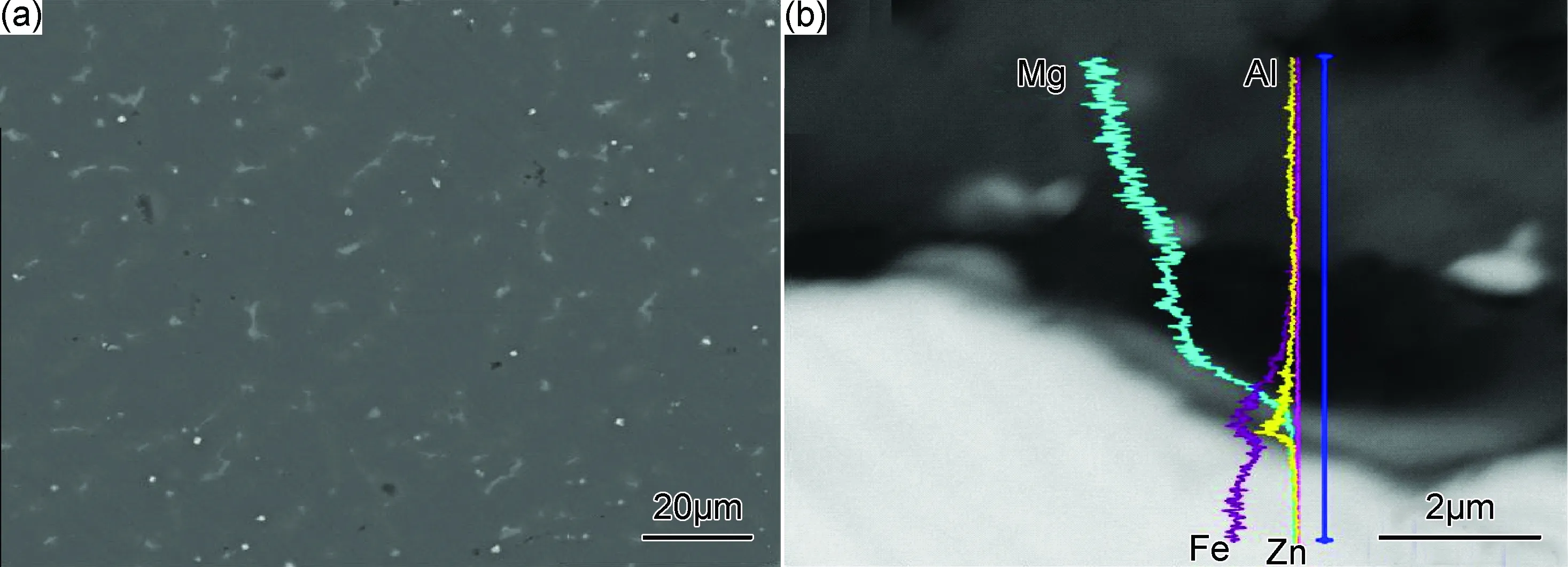
图5 镁-Q235钢以3.5m·min-1送丝速率的润湿实验后液滴内部微观结构(a)及界面微观结构(b)Fig.5 The structure morphology of Mg-Q235 steel inside the droplet (a) and at the interface (b) after wetting experiment under 3.5m·min-1 wire feed speed condition
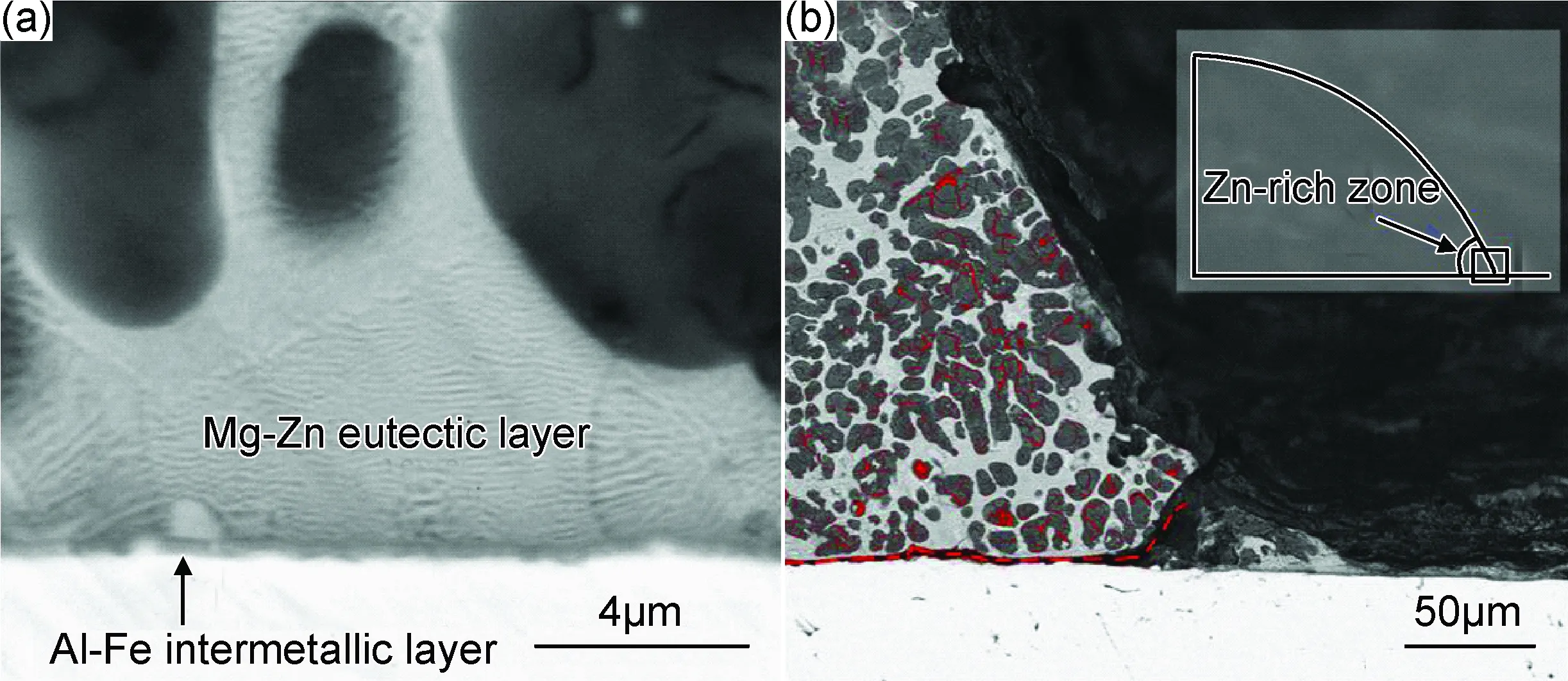
图6 镁-镀锌钢以11.5m·min-1送丝速率的润湿实验后界面(a)及三相线附近(b)的微观结构Fig.6 The microstructures of Mg-galvanized steel at the interface (a) and at the close of triple line (b) under 11.5m·min-1 wire feed speed

在镁-Q235钢的润湿过程中,界面上的Al-Fe金属间化合物层表明Al-Fe界面反应促进了镁-钢的润湿,其机制可能为Al与Fe的界面反应消除了钢表面原始的氧化膜。在镁-镀锌钢的润湿过程中,Zn受热挥发后不但降低了界面上的热输入,而且使裸露的钢表面相对不镀锌的Q235钢更具金属性,因此,使熔融的镁合金更易于润湿。
3 结论
(1)无论镀锌钢还是Q235钢,镁-钢在冷金属过渡条件下的润湿性随送丝速率增加而变好,实质上与系统随送丝速率增加的热输入有关。
(2)镁-Q235钢的润湿性主要取决于界面反应的剧烈程度,温度越高,界面反应越剧烈,润湿性越好,与镁在金属间化合物上的润湿性无关;锌在镁-镀锌钢的润湿中,对润湿性改善的作用十分有限,但会在界面上和三相线附近产生富集。
(3)镁-钢界面结构的形成及三相线处锌的富集满足体系中各组元在界面上吸附的热力学条件。
[1] 丁云鹏, 崔建忠, 乐启炽, 等. 镁合金板材的生产历史与研究现状[J]. 精密成形工程, 2014, 6(6):7-21.
DING Y P, CUI J Z, LE Q C, et al. Production history and present study of magnesium alloy sheet[J]. Journal of Netshape Forming Engineering, 2014, 6(6):7-21.
[2] 文超. 点焊工艺对汽车用镁/钢电焊接头性能的影响[J]. 电焊机, 2014, 44(9):42-44.
WEN C. Effect of spot welding process on mechanical property of Mg/steel dissimilar metal welded joints[J]. Electric Welding Machine, 2014, 44(9):42-44.
[3] 黄勇兵, 李建萍, 黄春平, 等. 镁和钢搅拌摩擦焊接头组织分析[J]. 焊接学报, 2013, 34(5):67-70.
HUANG Y B, LI J P, HUANG C P, et al. Microstructure of friction stir welded joint of magnesium and steel[J]. Transactions of the China Welding Institution, 2013, 34(5):67-70.
[4] QI X D, SONG G. Interfacial structure of the joints between magnesium alloy and mild steel with nickel as interlayer by hybrid laser-TIG welding[J]. Materials and Design, 2010, 31(1):605-609.
[5] 王红阳, 张兆栋, 曹贺. 基于镍合金中间层的镁/钢异质金属激光-电弧复合胶焊技术[J]. 焊接学报, 2014, 35(4):83-86.
WANG H Y, ZHANG Z D, CAO H. Laser-TIG-adhensive hybrid welding of magnesium to steel with Ni alloy interlayer[J]. Transactions of the China Welding Institution, 2014, 35(4):83-86.
[6] KOLTSOV A, BAILLY N, CRETTEUR L. Wetting and laser brazing of Zn-coated steel products by Cu-Si filler metal[J]. Journal of Materials Science, 2010, 45(8):2118-2125.
[7] EUSTATHOPOULOS N, NICHOLAS M G, DREVET B. Wettability at High Temperatures[M]. Oxford: Elsevier, 1999.
[8] LI L, TAN C, CHEN Y, et al. Influence of Zn coating on interfacial reactions and mechanical properties during laser welding-brazing of Mg to steel[J]. Metallurgical and Materials Transactions A, 2012, 43(12):4740-4754.
[9] LIU L, XIAO L, FENG J C, et al. The mechanisms of resistance spot welding of magnesium to steel[J]. Metallurgical and Materials Transactions A, 2010, 41(10):2651-2661.
[10] WAHBA M, KATAYAMA S. Laser welding of AZ31B magnesium alloy to Zn-coated steel[J]. Materials & Design, 2012, 35:701-706.
[11] PROTSENKO P, TERLAIN A, TRASKINE V, et al. The role of intermetallics in wetting in metallic systems[J]. Scripta Materialia, 2001, 45(12):1439-1445.
[12] EUSTATHOPOULOS N, NICHOLAS M G, DREVET B. Wettability at high temperatures[M]. Oxford: Elsevier, 1999.
[13] SHI L X, SHEN P, ZHANG D, et al. Wetting and evaporation behaviors of molten Mg-Al alloy drops on partially oxidized α-SiC substrates[J]. Materials Chemistry and Physics, 2011, 130(3):1125-1133.
[14] ZHANG R F, SHENG S H, LIN B X. Predicting the formation enthalpies of binary intermetallic compounds[J]. Chemical Physics Letters, 2007, 442(4):511-514.
(本文责编:杨 雪)
Wetting Behavior of Molten AZ61 Magnesium Alloy on Two Different Steel Plates Under the Cold Metal Transfer Condition
ZENG Cheng-zong,LIN Qiao-li,CAO Rui,CHEN Jian-hong
(State Key Laboratory of Advanced Processing and Recycling of Non-ferrous Metals,Lanzhou University of Technology,Lanzhou 730050,China)
The wetting behavior and interfacial microstructures of molten magnesium AZ61 alloy on the surface of two different Q235 and galvanized steel plates under the condition of cold metal transfer were investigated by using dynamic sessile drop method. The results show that the wetting behavior is closely related to the wire feed speed. Al-Fe intermetallic layer was observed whether the substrate is Q235 steel or galvanized steel, and the formation of Al-Fe intermetallic layer should satisfy the thermodynamic condition of such Mg-Al/Fe system. The wettability of molten AZ61 magnesium alloy is improved with the increase of wire feed speed whether on Q235 steel surface or on galvanized steel surface, good wettability on Q235 steel surface is due to severe interface reaction when wire feed speed increases, good wettability on galvanized steel surface is attributed to the aggravating zinc volatilization. When the wire feed speed is ≤10.5m·min-1, the wettability of Mg alloy on Q235 steel plate is better than on galvanized steel plate. However, Zn vapor will result in instability for metal transfer process.
cold metal transfer; magnesium-steel dissimilar metal; wettability; interface structure
10.11868/j.issn.1001-4381.2015.000086
TG444+.2
A
1001-4381(2017)04-0021-06
国家自然科学基金资助项目(51265028,51301083)
2015-01-19;
2016-09-18
林巧力(1983-),男,博士,副教授,硕士研究生导师,主要研究方向:金属高温润湿性、界面化学及连接技术的研究,联系地址:甘肃省兰州市七里河区兰州理工大学校本部(730050),E-mail: lqllinqiaoli@163.com
猜你喜欢
煤炭学报(2021年2期)2021-03-24
作文·小学低年级(2020年6期)2020-07-14
表面工程与再制造(2019年3期)2019-09-18
科技视界(2017年15期)2017-10-28
中华老年口腔医学杂志(2016年4期)2017-01-15
西南石油大学学报(自然科学版)(2016年6期)2017-01-15
现代冶金(2016年6期)2016-02-28
西安石油大学学报(自然科学版)(2015年4期)2015-12-16
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
装备环境工程(2015年4期)2015-02-28
