掘进工作面可调控双锥形一体化泡沫降尘装置的实验研究*
2017-04-16 01:59李雨成罗红波单宇轩
中国安全生产科学技术 2017年9期
李雨成,郑 强,罗红波,耿 峰,单宇轩
(1. 辽宁工程技术大学 安全科学与工程学院,辽宁 阜新 123000;2. 矿山热动力灾害与防治教育部重点实验室(辽宁工程技术大学),辽宁 阜新 123000)
0 引言
煤矿井下多数作业都会产生粉尘,由于煤、岩地质条件和物理性质、作业方法、通风状况、机械化程度不同,粉尘产生情况也各不相同[1-2]。开采过程中,粉尘不仅影响煤炭生产效率,危害工人身体健康,严重时甚至会发生煤尘爆炸危及生命。
目前,国内外采用的粉尘防治措施主要有:煤层注水、喷雾降尘、通风排尘、除尘器除尘和个体防护等[3-5]。这些防治措施起到了降尘作用,但仍不能满足煤炭开采的要求。如除尘器构造复杂、体积大、动力不足以维持长期运转,不能安装在狭窄作业面;喷雾降尘因其经济、简便、实用等优点,被广泛应用于煤矿,但应用效果仍不理想,并且喷头经常会发生堵塞现象,特别是对呼吸性粉尘,其降尘效率甚至达不到40%[6-8]。为弥补现有降尘技术的缺陷,业内人士纷纷进行降尘实验研究。1984年,陈东生[9]首次对泡沫降尘的机理进行了研究,降尘实验结果表明,该降尘方法有效、可行,从此人们相继展开了泡沫除尘技术的研究。1986年,周长根[10]根据凿岩作业面的产尘特点,设计了相应的泡沫降尘系统,并进行了实验,其具有一定的现场应用价值,但该套系统装置的体积较大,不能安装在狭窄作业面,应用前景不可观。1995年,蒋仲安等[11-12]对泡沫降尘理论进行了研究,确定了高倍泡沫的发生条件,但没有开展工业试验,实际应用效果尚不明确。2005年,王德明等在泡沫降尘理论、发泡装置的设计及实践方面有了阶段性突破,在当前时期具有一定的代表性。此外,陆新晓、王和堂、奚志林等[13-14]进行的泡沫降尘实验也证实了其优良效果。泡沫降尘较其他粉尘防治方法有很大的优越性,尤其是对粒径小于5 μm呼尘的捕捉能力较为突出[15-17]。泡沫降尘比传统的喷雾降尘效果提高2~3倍。泡沫降尘理论的研究尚处在初级阶段,还有很大的探索空间。泡沫降尘技术、新型高效泡沫发生装置研究对矿井粉尘的高效治理具有重要意义。
本文研制一种可调控双锥形一体化泡沫降尘装置,该装置能够产生连续、均匀的泡沫,且成泡量与粒径可控,可实现不同矿井不同粒度尘源的控制,有效地捕捉呼吸性粉尘,大大改善作业面的条件,减免粉尘对人体的危害。
1 可调控双锥形一体化泡沫降尘装置的技术原理
1.1 泡沫降尘装置的工作原理
该装置以矿井高压风管和水管为动力源,先用高压风将发泡剂压入泡沫混合器,同时将高压水通入泡沫混合器。通过控制箱上的阀门和流量计来调节泡沫液的质量浓度,再经管路将泡沫液通入发生器,并将高压风压入发生器。在发生器内形成的泡沫液-空气两相流与泡沫发生器内的波浪式筛网与挡板发生撞击、搅拌,并通过调控阀门使发生器实现高倍发泡,最终泡沫通过分配器后经喷嘴射向尘源。泡沫在掘进头处与产生的矿井粉尘接触、沉降,达到降尘的目的。泡沫降尘装置系统示意图如图1所示。

图1 泡沫降尘装置系统示意Fig.1 Foam dust suppression system
1.2 发生器内射流流速与流量分析
本文运用射流和涡流原理,通过对关键部位的理论分析、可行性论证后进行了结构设计。泡沫发生器所需风压0.4 MPa,水压0.6 MPa,气体流量为75 m3/h,水流量为12 L/min,发泡剂流量为0.3 L/min,发泡量750 L/min,单个泡沫喷头喷洒量为5 m3/h。其断面近似于圆形,运用等温自由射流主体段中心速度衰减公式,计算出发生器主体段的流速:
(1)
发生器内流量:
Q1=Vm·S
(2)
锥形筛网处流速:
(3)
式中:Vm为射流轴心速度,m/s;V0为射流出口速度,m/s;a为到喷射出口的距离,m;r为断面半径,m;K为比例因数;Q1为发生器内部流量;S为断面面积;S1为锥形筛网有效面积;V1为锥形筛网处的流速。
2 可调控双锥形一体化泡沫降尘装置的结构设计
2.1 可调控一体化泡沫供给车
泡沫降尘装置由储液箱、气-液调控面板、发泡剂混合器、泡沫发生器、喷射装置、泡沫液回收装置、气-液输送管路等组成。由于掘进面环境复杂,为使设备操作方便,减少安放面积,本文将储液箱、泡沫发生器、仪表、输送管路等设计成了可移动、一体化的供给车,如图2。泡沫供给车安置在掘进机侧面,便于工作人员操作与发泡剂的添加。高压风管和水管由掘进机转载胶带方向引入,并连接到泡沫供给车,其产生的泡沫再经由安装在掘进臂上的管路,最终喷射在掘进产尘点。泡沫供给车能够自由移动,既解决了发生器和储液箱的安装难题,又避免了装置阻挡掘进司机视线问题。

1.泡沫供给车;2.双锥形泡沫发生器;3.气-液调控面板;4.发泡剂储液箱。图2 可调控一体化泡沫供给车Fig.2 Integrated gas liquid regulation feeding vehicle
泡沫供给车上设有气-液调控面板,其中微调阀门用于调节混合泡沫液、气体的流量,通过不断调节微调阀门使泡沫发生器达到最佳的发泡效果。空气压力表和液体流量计能够直观地显示出气体管路与液体管路的气压值、水压值及相应的流量。

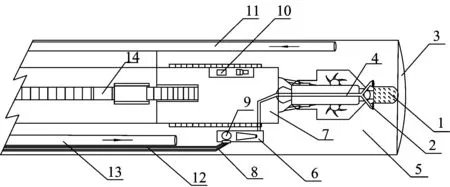
1.泡沫出口;2.锥形筛网;3.气体喷头;4.挡板;5.固定三角支架;6.集液层;7.铁筛网;8.集气层;9.回收接头;10.气体流量计;11.引流泵;12.气体压力表;13.液体流量计;14.液体压力表;15.混合液体接头;16.气体接头;17.气体压力表;18.气体压力表;19.发泡剂混合器;20.4号管路;21.1、2号管路;22.3号管路。图3 泡沫发生器结构示意Fig.3 Foam generator structure
2.2 双锥形泡沫发生器
泡沫发生器的结构如图3所示,其主体为锥型壳体,在其前端设置有泡沫出口1,后端为封闭结构;锥型壳体内设有两夹层,夹层之间留有间隙,内层为集水层6,外层为集气层8,在所述集水层6的外侧均匀设有若干出水孔,在集气层8的内侧均匀设有若干出气孔;所述间隙与泡沫出口1相连通,在间隙内设有铁筛网7;在双锥形腔体前部设有档板4,能够进一步提高成泡几率;发生器内设有固定三角支架5,起到固定内锥形腔体的作用;发生器最前部设有致密均匀的锥形筛网2,使产泡粒径均匀;3号管路气体22先经气体压力表18再通过气体流量表17后与锥型壳体的集气层8相连通,4号管路20气体先经气体压力表12再通过气体流量计10后与泡沫出口1相连通;1,2号管路21与发泡剂混合器19相连通,其出口经液体压力表14和液体流量计13后与锥型壳体的集液层6相连通;锥型壳体后端设有回收装置,引流泵11起到回收腔体残留液的作用,为便于清洗,锥形筛网2采用可拆卸结构。
2.3 气动式泡沫液回收装置
气动式泡沫液回收装置由液体管路、气动隔膜泵以及连接接头等组成,其结构如图4所示。气动隔膜泵是一种新型输送机械,以压缩空气代替电力作为动力源,井下运行时不会产生电火花,不需要复杂的控制系统。泡沫液回收的过程中,可空运转,安全性好,既避免了泡沫液的浪费,又节约成本。

1.出液管路;2.引流室;3.隔膜换气室;4.硅胶隔膜;5.进气管路;6.进液管路。图4 泡沫回收装置示意Fig.4 Foam recycling device
2.4 可调控双锥形一体化泡沫降尘装置操作方法
1.掘进头;2.泡沫喷头;3.煤壁;4.泡沫分配器;5.掘进面;6.体化泡沫降尘装置供给车;7.掘进机;8.矿井高压风管;9.储液箱;10.掘进机人员操作位置;11.抽出式风管;12.矿井高压水管; 13.压入式风管;14.刮板输送。图5 泡沫降尘装置整体布置示意Fig.5 Whole arrangement of foam dust settling device
井下使用时用矿井高压水管12(图5)替代本发明的水泵,矿井高压风管8(图5)替代本发明的气泵。首先开启高压风管和水管的总阀门,让发泡剂与水在混合器19(图3)内混合,混合好的液体通过矿井高压水管12(图5)运送至锥型壳体的集液层6(图3)内,同时,用矿井高压风管8(图5)将气体输送至锥型壳体的集气层8(图3),混合液从集液层6(图3)的出水孔均匀喷出,与集气层8(图3)出气孔均匀喷出的高压气体在铁筛网7(图3)处进行摩擦碰撞,剧烈冲击;在此期间要通过调控阀门调节泡沫液质量浓度和气液比,使其产生高倍泡沫,再通过矿井高压风管8(图5)产生的高压气体将泡沫通过泡沫运输管运送至掘进头1(图5)位置,并从泡沫喷头2(图5)喷出,从而实现泡沫降尘。
3 可调控双锥形一体化泡沫降尘装置实验效果分析
为检验装置的降尘效果,根据掘进面实际情况,建立了模拟实验巷道如图6所示。
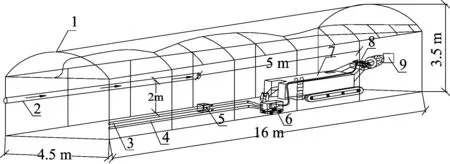
1.模拟巷道;2.压风管路;3.高压风管;4.高压水管;5.粉尘采样器;6.泡沫降尘装置供给车;7.模拟掘进机;8.喷射装置;9.粉尘发生装置。图6 模拟实验巷道Fig.6 Simulated test tunnel
巷道断面面积约为14 m2。模拟巷道左邦距离地面2 m处安装有压入式风筒,风筒直径450 mm,出风量210 m3/min。粉尘发生装置能够产生不同粒径的粉尘,为模拟巷道的实际粉尘存在状况,将其安置在粉尘发生装置9(图6)处。泡沫降尘装置安置在模拟掘进机后侧1.5 m处,距离产尘点10 m的位置布置测尘点5(图6)。
为准确测定掘进头处泡沫降尘效果和降尘效率,制定了实验方案(见表1)。实验时,首先测定巷道内的全尘与呼尘的浓度作为掘进面的原始数据,然后分别将泡沫液调成2%,2.5%,3.0%,3.5%的质量浓度进行泡沫降尘,用AKFC-92A矿用粉尘采样器对浓度进行测定,采样流量20 L/min,采样时间5 min。每次测定5组数据,将数据进行整理,测量数据见表2。

表1 泡沫降尘测定方案

表2 泡沫发生装置的降尘效果
由表2中的实验数据可知:(1)泡沫降尘前的全尘、呼尘浓度平均值分别为1 110.4,319.0 mg/m3。使用质量浓度为2%,2.5%,3.0%,3.5%泡沫液降尘后测得全尘平均质量浓度分别为93.1,72.9,69.8,67.7 mg/m3;呼尘平均质量浓度值分别为39.9,31.4,29.6,28.7 mg/m3。由此可以得出全尘的降尘效率91.6%~93.9%,呼尘的降尘效率87.5%~91.0%。(2)降尘效率随泡沫液质量浓度增加呈上升趋势,但增加到一定程度后降尘效率变化不明显。考虑降尘效率、降尘效果和发泡剂使用成本等因素,发泡剂浓度在2.5%时,降尘效果最佳,此时全尘降尘效率为93.4%,呼尘降尘效率为90.2%。
泡沫降尘装置发泡剂的流量为0.3 L/min。发泡剂价格约为450元/桶,每桶容量25 L。矿井工作制度采用“三八制”,每天工作16 h,掘进面开机率为30%,年工作日330 d。可预算,该掘进面降尘时,仅发泡剂一项每年约花费51万元。
4 结论
1)装置结构简单、便于组装拆卸、维修且操作方便、控制灵活、高效节能;以矿山动力源为装置动力,不需要电源,避免产生电火花,无需防爆处理,安全性好、适合矿井粉尘浓度大的环境使用。
2)泡沫供给车能随机自由移动,既解决发生器及储液箱安装的难题,又避免了装置阻挡掘进司机视线的问题;通过调节气-液调控箱的控制阀门能够控制泡沫的粒径与产泡量,从而实现对呼吸性粉尘与不同粒径粉尘的防治。气动式泡沫液回收装置能够安全、高效回收装置内残留的泡沫液,避免了泡沫液的浪费,节约成本。
3)装置能够直接对掘进面的粉尘进行喷射降尘,泡沫直接与粉尘碰撞,增加了粉尘与泡沫接触几率,实现全方位的立体降尘。全尘降尘效率91.6%~93.7%,呼尘降尘效率87.5%~91.0%。实验和数据分析表明,发泡剂浓度在2.5%时,降尘效果达到最佳,此时全尘降尘效率为93.4%,呼吸性粉尘降尘效率为90.2%。
[1]杨胜来. 采煤工作面粉尘颗粒运动的动力学模型的探讨[J]. 山西矿业学院学报, 1994, 12(3):250-258.
YANG Shenglai. The study of dynamic model of dust particle movement in coal face[J]. Shanxi Mining Institute Learned Journal, 1994, 12(3): 250-258.
[2]刘增超, 史东涛. 煤矿粉尘治理技术现状及展望[J]. 科技信息, 2008(7):299,266.
LUI Zengchao, SHI Dongtao. Present situation and prospects of coal mine dust control technology[J]. Science &Technology Information, 2008(7): 299,266.
[3]王德明. 矿井通风与安全[M]. 徐州: 中国矿业大学出版社, 2007: 362-402.
[4]李华炜. 煤矿呼吸性粉尘及其综合控制[J]. 中国安全科学学报, 2005, 15(7):67-69.
LI Huawei. Comprehensive control of respirable dust in coal mines[J]. China Safety Science Journal, 2005, 15(7): 67-69.
[5]蒋仲安, 李怀宇, 杜翠凤. 泡沫除尘机理与泡沫药剂配方的要求[J]. 中国矿业, 1995, 4(6):61-64.
JIANG Zhong' an, LI Huaiyu, DU Cuifeng. Sketch map of simulated test roadway[J]. China Mining, 1995, 4(6): 61-64.
[6]蔡卫, 蒋仲安, 刘毅. 综采工作面喷雾降尘中相似准则数的探讨[J]. 煤炭学报, 2005, 30(2):151-154.
CAI Wei, JIANG Zhong' an, LIU Yi. Probing into similarity law of fully mechanized mining face in dust suppression by spraying[J]. Journal of China Coal Society, 2005, 30(2): 51-154.
[7]陈贵, 王德明, 王和堂, 等. 大断面全岩巷综掘工作面泡沫降尘技术[J]. 煤炭学报, 2012, 37(11):1859-1864.
CHEN Gui, WANG Deming, WANG Hetang, et al. The technology of controlling dust with foam fully mechanized excavation face of large cross-section rock tunnel[J]. Journal of China Coal Society, 2012, 37(11): 1859-1864.
[8]时训先, 蒋仲安, 褚燕燕. 煤矿综采工作面防尘技术研究现状及趋势[J]. 中国安全生产科学技术, 2005, 1(1):41-43.
SHI Xunxian, JIANG Zhong’an, CHU Yanyan. Current development and trend of dust control technology research of fully mechanized coal faces[J]. Journal of Safety Science and Technology, 2005, 1(1): 41-43.
[9]陈东生. 全岩掘进机的泡沫灭尘[J]. 煤矿机电, 1986(6):7-8,12.
CHEN Dongsheng. Foam dust elimination of whole rock boring machine[J]. Coal mine electromechanical, 1986(6): 7-8,12.
[10]周长根. 凿岩泡沫除尘[J]. 工业安全与防尘, 1988(4):15-19.
ZHOU Changgen. Foam dust removal by drilling[J]. Industrial Safety and Dust Control, 1988(4): 15-19.
[11]蒋仲安, 李怀宇, 杜翠凤. 泡沫发生器性能和除尘效率的实验研究与分析[J]. 金属矿山, 1996, 239(5):41-43.
JIANG Zhong' an, LI Huaiyu, DU Cuifeng. Experimental study and analysis of performance and dust removal efficiency of foam generator [J]. Metal Mine, 1996, 239(5): 41-43.
[12]蒋仲安,李怀宇. 泡沫除尘技术的研究与应用[J]. 中国安全科学学报, 1997, 7(3):56-60.
JIANG Zhong' an, LI Huaiyu. Research and application of foam dedusting technology[J]. China Safety Science Journal, 1997, 7(3): 53-56.
[13]陆新晓,王德明,王和堂, 等. 气液两相混合发泡降尘新技术的研究与应用[J]. 中国安全生产科学技术, 2012, 8(11):16-20.
LU Xinxiao, WANG Deming, WANG Hetang, et al. Research and application of newly dedusting technology with gasliquid two-phase mixing foaming[J]. Journal of Safety Science and Technology, 2012, 8(11):16-20.
[14]奚志林, 王德明, 陆伟, 等. 泡沫除尘机理研究[J]. 煤矿安全, 2006(3): 1-4.
XI Zhilin, WANG Deming, LU Wei ,et al.Study on dust removal mechanism of foam[J]. Coal Mine Safety, 2006(3): 1-4.
[15]王群星. 掘进工作面泡沫除尘及关键技术研究[D]. 太原: 太原理工大学, 2015.
[16]董闯. 浅谈矿井粉尘危害及喷雾除尘[J]. 民营科技, 2010(7):59.
DONG Chuang. Talking about mine dust hazard and spray dust removal[J]. Private Technology, 2010(7): 59.
[17]李雨成. 基于风幕技术的综掘面粉尘防治研究[D]. 阜新: 辽宁工程技术大学, 2010.
猜你喜欢
橡塑技术与装备(2022年6期)2022-06-02
化工管理(2021年6期)2021-03-24
中国石油大学学报(自然科学版)(2021年1期)2021-03-02
环境监控与预警(2021年1期)2021-02-05
山东农业大学学报(自然科学版)(2020年3期)2020-07-15
安徽建筑(2020年1期)2020-04-07
矿业工程(2020年6期)2020-02-01
化工设计通讯(2020年2期)2020-01-15
中国科技纵横(2016年14期)2016-10-10
科技视界(2015年1期)2015-03-20