
胶接对Ti-6Al-4V合金织构的影响
2017-04-14 12:28:57孙振起陈蓉吴安如
粉末冶金材料科学与工程 2017年1期
孙振起,陈蓉,吴安如
(1. 湖南工程学院 机械工程学院,湘潭 411104;2. 湖南省风电装备与电能变换协同创新中心,湘潭 411104)
胶接对Ti-6Al-4V合金织构的影响
孙振起1,2,陈蓉1,吴安如1,2
(1. 湖南工程学院 机械工程学院,湘潭 411104;2. 湖南省风电装备与电能变换协同创新中心,湘潭 411104)
对2块航空航天工业常用的钛合金板Ti-6Al-4V的表面进行打磨、清洗及阳极化处理,然后在室温条件下用环氧320/322胶进行胶接,放入烘干箱中,在120 ℃温度下保温固化1 h。采用BrukerD8 Discover型X射线衍射仪对 Ti-6Al-4V合金板及其胶接后的织构进行分析,研究胶接对 Ti-6Al-4V合金织构的影响。结果表明:Ti-6Al-4V合金胶接固化后,欧拉角位于0°~42°区间内,{0001}〈110〉织构变强,胶接对{100}〈110〉织构影响不大。胶结后的钛合金在β取向线上的织构占比约为19.4%,α取向线上的织构占比约为81.6%。
钛合金;胶接;固化;应力;织构
胶接已成为焊接、铆接与螺栓连接之后的另一种重要的连接方式[1],在航空、航天、交通和医学等领域有着广泛的应用[2-4]。在航空航天业,胶接件服役期间的工况条件复杂多变,对胶接工艺要求非常严格,因此美国材料协会(ASTM)制定了航空用铝合金胶接工艺的相关标准[5-6]。由于胶接件中存在残余应力,很多学者进行了大量研究,试图将其影响及危害降至最低[7-8]。研究的方法包括实验研究[9],有限元模拟研究[7],以及二者结合[10-11],这些研究都是基于各自的研究对象,缺少系统性和通用性。钛合金在航空航天领域有着广泛的应用,并且是一种不可缺少的材料,其性能不仅受到微观组织的影响,织构也对其冲击韧性、屈服强度、泊松比、弹性模量、应力腐蚀、疲劳性能、蠕变行为和断裂行为等性能具有重要的影响。例如,较强的{0002}纤维织构可明显提高钛合金板的应力腐蚀性能[12]。钛合金胶接结构是航空航天工业经常使用的构件[13-15],但目前对钛合金胶接应力引起织构变化的研究较少,研究大多集中于钛合金轧制和锻造等工艺对其织构变化的影响,如 QI等[16]研究了对称轧制与非对称轧制2种成型方式对Ti-6Al-4V合金组织及织构的影响;TANG等[17]研究了锻造对钛合金织构的影响,结果表明,随着锻造的进行,织构减少。本文作者用环氧320/322胶将2块航空航天工业中最常用的钛合金板Ti-6Al-4V进行胶结,采用X射线衍射仪对 Ti-6Al-4V合金及其胶接后的织构进行分析,研究胶接对Ti-6Al-4V合金织构的影响,为钛合金胶接设计及应用提供参考。
1 实验
1.1 胶结面的预处理
所用钛合金材料是目前航空航天工业中最常用的Ti-6Al-4V合金,由天津格瑞新金属材料有限责任公司/天津恒钛进出口公司提供,合金板的尺寸为 25 mm×25 mm×2.0 mm。
参照 ASTM2651 金属胶接表面阳极化处理指导标准中的钛合金表面处理工艺,对2块钛合金板的胶结面(尺寸为25 mm×25 mm)进行处理。先用180#砂纸打磨1~2 min,再用320#砂纸打磨1~2 min,然后用水和无水酒精清洗。将打磨、清洗后的试样在浓度为7.5 mol/L的NaOH溶液中进行阳极化处理。阳极化处理在阳极化槽中进行,用钛合金试样作阳极,与试样等面积的纯镍板作阴极,分别接直流电的正、负极;电源电压为15 V,处理时间为 15 min。阳极化过程结束后,马上用自来水冲洗试样 5 min,然后用蒸馏水清洗。最后放在70 ℃的干燥箱中干燥100 min,以去除合金表面的水分。
1.2 胶结
阳极化处理后的试样立即进行胶接。将相同质量的环氧320和322胶混合均匀后,均匀地涂在钛合金表面,再将两片钛合金胶接在一起,固定在专用夹具中施加0.275 MPa的压力,将溢出的胶清理干净。把试样连同夹具放入数控干燥箱中,以12 ℃/min 的升温速率加热至120 ℃,保温60 min,然后随炉冷却到室温。
1.3 织构测试
用320#砂纸将原始钛合金板以及胶结试样的织构分析表面打磨平整,然后进行织构测试。织构测试在BrukerD8Discover型X 射线衍射仪上进行,其工作原理如图1所示。合金板的轧制方向与衍射仪轴重合,轧面位于入射线和反射线的横中分线上,即试样放于轧制方向(RD)、法向(ND)和横向(TD)的球心上。转动试样(X射线发生器),求得所有晶面的法线在某球面的投影点,这些点再向极射赤面投影,得到晶面的极图。衍射仪工作电压40 kV,电流40 mA,采用Cu钯,准直管直径1 mm。

图1 Ti合金板的织构测试原理示意图Fig.1 Schematic diagram for the measuring principle of texture
2 结果与分析
图2所示为Ti-6Al-4V合金在胶接前的形貌。从图 2(a)看出合金的右侧部分经过阳极化表面处理后表面为褐色,而没有经阳极化处理的左侧为白色。由图2(b)可看出,阳极化处理后,合金表面由轧制形成的轧制线及微小的凹坑等缺陷消失,合金表面变得凸凹不平,并形成一层保护金属表面或使其适于胶接的氧化薄膜,对提高胶接强度起着积极的作用[18]。从图2(c)可见原始钛合金板表面较平整,轧制线清晰可见。
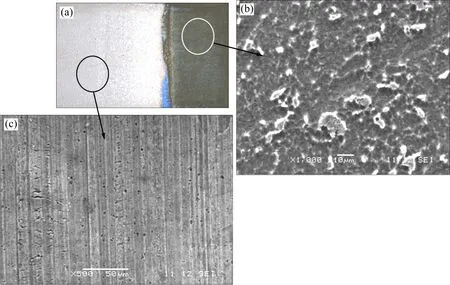
图2 钛合金胶接前的表面形貌Fig.2 Surface photographs of Ti alloy

图3 钛合金胶接前与胶结后3个晶面的极图Fig.3 Three planes pole figures of Ti alloy
钛合金为典型α+β型合金,欧拉空间被限制在{π/2,π/2,π/3}区域内,织构主要集中于 30°~45°之间[19]。β相是BCC结构,存在α取向线和β取向线,本文利用软件计算BCC结构中的织构情况。图4所示为胶结前与胶结后欧拉角度分别为0°,30°,35°,40°和 45°的三维取向分布图(ODF图)。通过实际测量的极密度分布函数数据,归一处理后获得计算所需的极密度分布函数数据,将极密度函数转换成球函数,再将取向分布函数也转化为球函数,根据极密度函数与取向分布函数的数学关系,得到取向分布函数。钛合金在胶接后由于胶接应力引发合金晶粒的晶面转动,导致织构密度水平变化。胶结后合金中存在的主要织构为{0001}〈110〉,{100}〈110〉,{001}〈10〉和{011} 〈32〉。
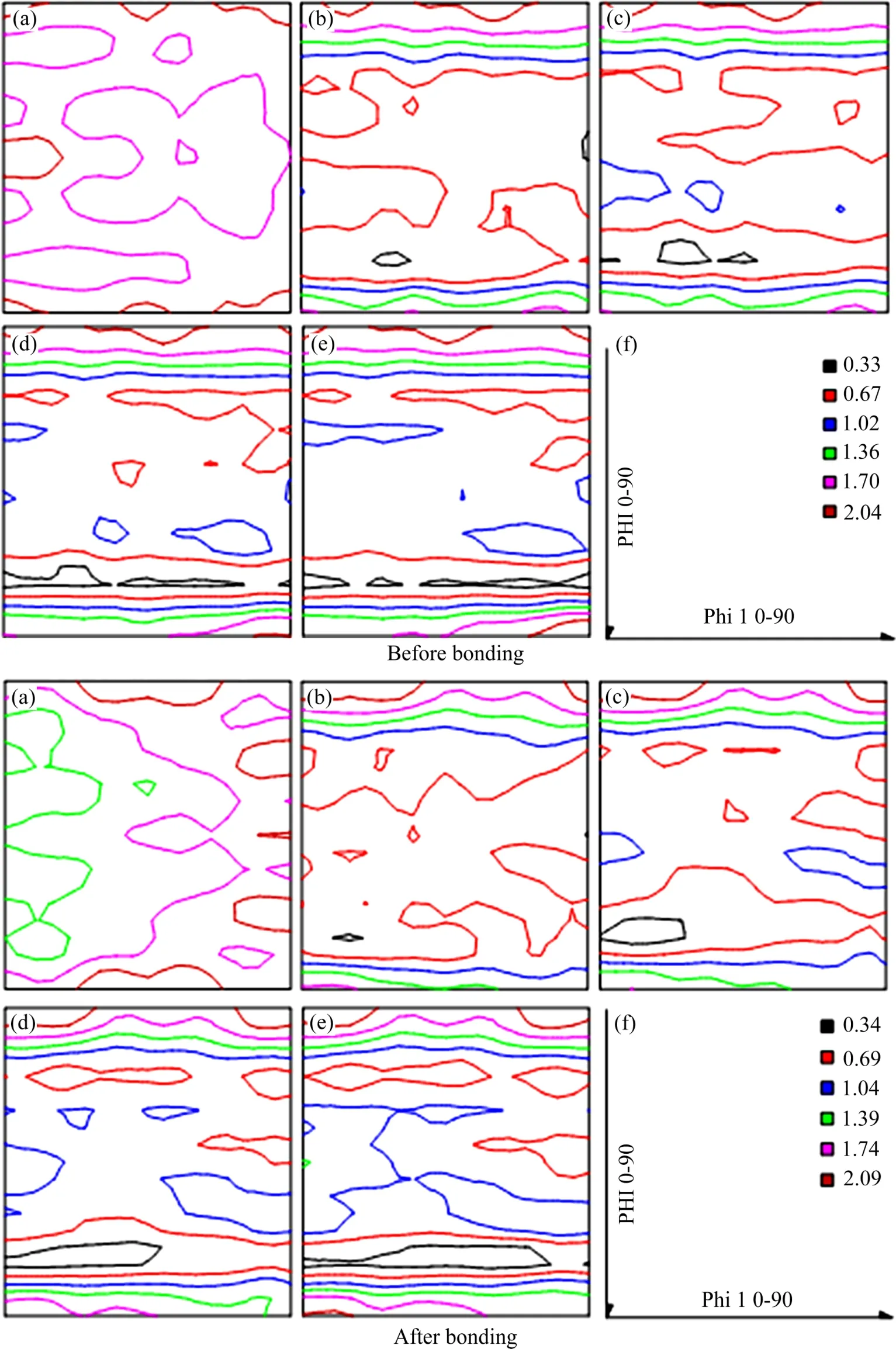
图4 钛合金胶接前与胶结后的三维取向分布图Fig.4 Three-dimesional orientation distribution figures (ODF) of Ti alloy before and after bonding
图5与图6所示分别为胶接钛合金与未胶接合金在α与 β取向线上不同欧拉角上的织构密度。由于胶接固化时环氧320/322胶与钛合金的收缩率不同,在胶接试样的长度与宽度方向产生一定的压缩弹性变形,引起合金内部应力变化,使合金内的织构发生变化。由图可以看出,胶结后,对于α取向线,在0°~42°区间内{0001}〈110〉织构密度由于胶接作用而变大,而在43°~90°区间内织构密度变化不大;在β取向线上,胶接后在0°~90°区间内织构密度变化不大。
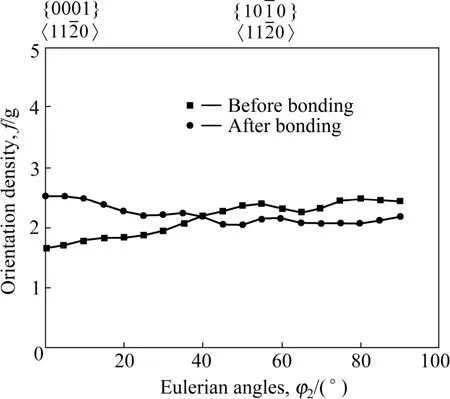
图5 胶结前与胶结后钛合金沿α取向线不同欧拉角上的织构强度Fig.5 Orientation density along α-fiber
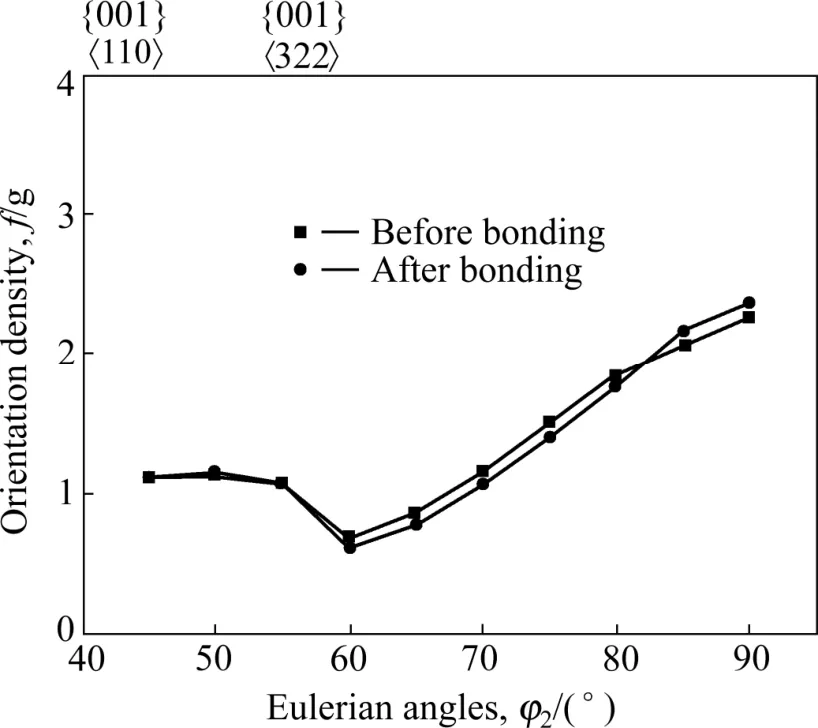
图6 沿β取向线不同欧拉角上的织构强度Fig.6 Orientation density along β-fiber
商顺利等[20]利用平均衍射强度 Iav计算出轧制钛合金β取向线上的织构占比为18.11%。本文利用中南大学材料科学与技术学院唐建国教授编写的织构计算软件,计算出胶结后钛合金在β取向线上的织构占比约为19.4%,α取向线上的织构占比约为81.6%。与商顺利的计算结果相比,β取向线上的织构占比略有增加,增加量为1.3%。
3 结论
1) 用环氧320/322胶对Ti-6Al-4V钛合金板进行胶结。胶结前与胶结后合金中α取向线上的织构都主要有{0001}〈110〉与 {100}〈10〉,胶结后,其分布密度有所变化,{0001}〈110〉型织构增强,而{100}〈110〉织构变化不显著。
4) α取向线上的织构与β取向线上的织构之比约为4:1。
REFERENCES
[1]王新阁, 孟庆迪, 韩慧伶. 现代飞机胶接技术的发展与应用[C]// 吉林省科学技术协会学会学术部. 创新驱动, 加快战略性新兴产业发展——吉林省第七届科学技术学术年会论文集(上). 长春: 吉林人民出版社, 2012: 259-261. WANG Xinge, MENG Qingde, HAN Huiling. Development and application of adhesive bonding technology in modern aircraft [C]// Academic Department of Jilin Science and Technology Association. Innovation Driven, Accelerate the Development of Strategic Emerging Industries-Seventh of Jilin Province Science and Technology Academic Conference. Changchun: Jilin People’s Publishing House, 2012: 259-261.
[2]PETHRICK R A. Design and ageing of adhesives for structural adhesive bonding-A review[J]. Journal of Materials Design & Applications, 2014, 229(5): 349-379.
[3]BARNES T, PASHBY I. Joining techniques for aluminium spaceframes used in automobiles: Part II—Adhesive bonding and mechanical fasteners[J]. Journal of Materials Processing Technology, 2000, 99(1): 72-79.
[4]PASHLEY D H, TAY F R, BRESCHI L. State of the art etch-and-rinse adhesives[J]. Dental Materials, 2011, 27(1): 1-16.
[5]ASTM. D5868-01. Standard test method for lap shear adhesion for fiber reinforced plastic (FRP) bonding[S]. USA: ASTM International, 2014.
[6]ASTM. D1002-01. Standard test method for apparent shear strength of single-lap-joint adhesively bonded metal specimens by tension loading (Metal-to-Metal)[S]. USA: ASTM International, 2010.
[7]谭宗柒, 李灿灿, 游敏. 铝合金胶接对接接头应力分布的数值分析[J]. 三峡大学学报: 自然科学版, 2012, 33(5): 72-74. TAN Zongqi, LI Cancan, YOU Min. Numerical analysis of stress distribution in adhesive butt-joints of aluminum alloy[J]. Journalof China Three Gorges Univ: Natural Sciences, 2012, 33(5): 72-74.
[8]苏维国, 穆志韬, 朱做涛. 金属裂纹板复合材料单面胶接修补结构应力分析[J]. 复合材料学报, 2014, 31(3): 772-780. SU Weiguo, MU Zhitao, ZHU Zuotao. Stress analysis of one-sided adhesively bonded copmposite repair of cracked metallic plate[J]. Acta Materiae Compositea Sinica, 2014, 31(3): 772-780.
[9]GKIKAS G, SIOULAS D, LEKATOU A. Enhanced bonded aircraft repair using nano-modified adhesives[J]. Materials & Design, 2012, 41(2): 394-402.
[10]梁祖典, 燕瑛, 张涛涛. 复合材料单搭接胶接接头试验研究与数值模拟[J]. 北京航空航天大学学报, 2014, 40(12): 1786-1792. LIANG Zudian, YAN Ying, ZHANG Taotao. Experimental investigation and numerical simulation of composite laminate adhesively bonded single-lap joints[J]. Journal of Beijing University of Aeronautics and Astronautics, 2014, 40(12): 1786-1792.
[11]姜羡, 平学成, 李兴. 纤维金属层板接缝局部起裂准则研究[J]. 机械强度, 2014, 36(1): 110-115. JIANG Xian, PING Xuecheng, LI Xing. Researches on fracture criterions for the splices of fiber metal laminate[J]. Journal of Mechanical Strength, 2014, 36(1): 110-115.
[12]毛卫民. 金属材料的晶体学织构与各向异性[M]. 北京: 科学出版社, 2002: 130-131. MAO Weimin. Metal Material Crystallographic Texture and Anisotropy[M]. Bei Jing: Science Press, 2002: 130-131.
[13]AHMED S, CHAKRABARTY D, MUKHERJEE S. Investigation on nanoadhesive bonding of plasma modified titanium for aerospace application[J]. Advances in Aircraft and Spacecraft Science, 2014, 1(1): 1-14.
[14]BRACK N, RIDER A. The influenceof mechanical and chemical treatments on the environmental resistance of epoxy adhesive bonds to titanium[J]. International Journal of Adhesion and Adhesives, 2014, 48(1): 20-27.
[15]孙振起, 黄明辉, 刘昌发. 航空用钛合金表面处理工艺参数优化[J]. 郑州大学学报: 工学版, 2012, 33(2): 125-128. SUN Zhenqi, HUANG Minghui, LIU Changfa. Optimization of titanium alloy surface anodic treatment parameters[J]. Journal of Zhengzhou University: Engineering Science, 2012, 33(2): 125-128.
[16]QI Chao, HODGSON P D, BELADI H. Microstructure and texture evolution during symmetric and asymmetric rolling of a martensitic Ti-6Al-4V alloy[J]. Metallurgical and Materials Transactions A, 2016, 47(1): 531-45.
[17]TANG Luyao, LI Jinshan, KOU Hongchao, et al. Microstructural evolution during forging of Ti-6Al-4V alloy[C]// Materials Science Forum. Trans Tech Publications, Switzerland: Trans Tech Publications, 2016: 251-258.
[18]李智, 游敏, 丰平. 胶接接头界面理论及其表面处理技术研究进展[J]. 材料导报, 2006, 20(10): 48-51. LI Zhi, YOU Min, FENG Ping. A review of research on the interface of bonded joints and its theories[J]. Materials Review, 2006, 20(10): 48-51.
[19]ZHOU Li, LIU Huijie, WU Linzhi. Texture of friction stir welded Ti-6Al-4V alloy[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(2): 368-372.
[20]商顺利, 沈剑韵. 织构钛合金轧板定量相分析[J]. 稀有金属, 2000, 24(3): 188-190. SHANG Shunli, SHEN Jianyun. Quantitative phase analysis on textured titanium alloy sheet[J]. Chinese Journal of Rare Metals, 2000, 24(3): 188-190.
(编辑 汤金芝)
Effect of bonding on Ti-6Al-4V alloy texture
SUN Zhenqi1,2, CHEN Rong1, WU Anru1,2
(1. School of Mechanical Engineering, Hunan Institute of Engineering, Xiangtan 411104, China; 2. Cooperative Innovation Center of Wind Power Equipment and Energy Conversion, Xiangtan 411104, China)
Surface of titanium alloy Ti-6Al-4V which was often used in the aerospace industry was polished, cleaned and anodized, and two pieces of Ti plates were bonded with epoxy 320/322 adhesion and placed in a self-made fixture at room temperature. Then the whole fixture was put in heated drying box for an hour at 120 ℃ to solidify. Texture of bonded Ti-6Al-4V alloy was characterized by Bruker D8 X-ray diffractometer to study the effect of bonding on the texture of Ti-6Al-4V alloy. The results show that texture of {0001}〈11〉 becomes stronger between 0° and 42°; and {0 11〉 has little change at bonding zone after curing. The fractions of alloy texture along β-fiber α-fiber are 19.4% and 81.6%, respectively.
titanium alloy; bonding; curing; stress; texture 10}〈00
TG494.7
A
1673-0224(2017)01-128-06
国家自然科学基金资助项目(11472103);博士资金资助项目(XJBSJJ.【2015-006】)
2015-03-28;
2016-06-29
孙振起,讲师,博士。电话:0731-58688521;E-mail: szqi982010@sina.cn
猜你喜欢
宝钢技术(2022年3期)2022-07-12 01:44:12
粉末冶金技术(2021年3期)2021-07-28 06:26:32
中国自行车(2018年8期)2018-09-26 06:53:32
中国有色金属学报(2018年2期)2018-03-26 07:58:39
四川冶金(2017年6期)2017-09-21 00:52:30
光学精密工程(2016年4期)2016-11-07 09:05:17
当代化工研究(2016年9期)2016-03-20 16:22:18
焊接(2016年8期)2016-02-27 13:05:16
船海工程(2015年4期)2016-01-05 15:53:32
钛工业进展(2014年5期)2014-02-28 16:42:26
