
半导体激光熔覆Ni包B4C涂层的组织与性能
2017-04-14 12:28:54姜伟雷剑波王春霞庞铭窦俊雅赵冬梅申卫国
粉末冶金材料科学与工程 2017年1期
姜伟,雷剑波,王春霞,庞铭,窦俊雅,赵冬梅,申卫国
(1. 天津工业大学 激光技术研究所,天津 300387;2. 南昌航空大学 材料科学与工程学院,南昌 330063;3. 中国北方发动机研究所(天津),天津 300400)
半导体激光熔覆Ni包B4C涂层的组织与性能
姜伟1,雷剑波1,王春霞2,庞铭2,窦俊雅1,赵冬梅1,申卫国1
(1. 天津工业大学 激光技术研究所,天津 300387;2. 南昌航空大学 材料科学与工程学院,南昌 330063;3. 中国北方发动机研究所(天津),天津 300400)
在304不锈钢表面采用半导体激光熔覆制备Ni包B4C涂层,研究激光加工参数对涂层的组织形貌、物相组成、硬度和耐磨性能的影响。结果表明,当激光功率为3 kW和扫描速度为6 mm/s时,熔覆层无气孔、无裂纹,与基体呈冶金结合;熔覆层的显微组织为枝晶共熔体和再生的二次枝晶,熔覆层的主要物相由γ-Ni,Ni4B3,Fe3C,B4C,B13C2,Cr3Ni2,(Fe,Ni)23C6和Fe23(C,B)6等组成;熔覆层具有较高的硬度(平均值为900 HV0.2),耐磨性是基体的7.6倍,硬度和耐磨性的提高归因于熔覆层中未完全熔解的B4C颗粒以及新形成的强化相和硬质相。
半导体;激光熔覆;Ni;B4C;显微组织;耐磨性
激光熔覆金属陶瓷层是材料表面改性的一个重要研究方向[1-3],它成功地将金属的高强度和高塑韧性与陶瓷相的高熔点、高硬度和高耐磨等优点相结合[4-9],可大幅提升金属材料表面的耐磨、耐蚀和耐高温等性能,在关键零部件的表面强化与再制造领域具有广阔的应用前景[10-13]。B4C陶瓷相具有高熔点(2 450 ℃)、低热胀系数、高耐蚀、高硬度和高耐磨等特点[14-15],其硬度仅次于金刚石和氮化硼,受到研究者的高度重视[16-18]。例如,张丽等[19]将Ni60粉末与B4C陶瓷颗粒机械混合并预置在 45#钢表面,然后激光熔覆,研究发现:随B4C含量增加,熔覆层的硬度和耐磨性先增加后减小;当B4C含量为15%时,熔覆层的硬度和耐磨性最佳。周思华等[20]将不同比例的WO3,B2O3,C和Ni60混合,采用激光熔覆技术在Q235钢表面原位合成Ni基WC-B4C金属陶瓷层,其耐磨性是Ni60熔覆层的3倍。牛薪等[21]用Ni60和不同百分比(B2O3+ C)的合金粉末在A3钢表面制备出激光原位生成B4C颗粒增强的镍基熔覆层,得到的熔覆层硬度和耐磨性均有提高。与前述采用Ni60合金粉末与B4C粉末或含有B4C形成元素(B与C)的粉末直接混合不同的是,本文在 B4C颗粒表面通过制粉工艺预先包覆一层 Ni合金,在激光熔覆过程中,既可以最大程度保证B4C颗粒的物理和化学性能,而且还具有包覆层金属 Ni合金的金属韧性,从而大幅降低激光熔覆 Ni包 B4C涂层的开裂敏感性。因此,本文采用高功率半导体激光熔覆技术制备Ni包B4C颗粒涂层,分析涂层的显微组织、硬度和摩擦磨损等性能,并研究激光扫描速度和激光功率对涂层显微结构与性能的影响。
1 实验
1.1 实验材料
基体材料为304不锈钢,其化学成分为:C≤0.08,Si≤1.0,Mn≤2.0,Cr 18.0~20.0,Ni 8.0~10.5,S≤0.03,P≤0.035,N≤0.1,余量为Fe(均为质量分数,下同),试样尺寸为100 mm×50 mm×15 mm。熔覆材料是北京中科院采用水雾法生产的粉末粒度为58~109 μm的Ni包30% B4C粉末,其化学成分为:B=23.0,C=7.0,杂质(O)≤1.0,余量为Ni。图1为Ni包30% B4C粉末的形貌特征。从图中可以看出,Ni包B4C粉末呈现类多边形的块状结构,表面零散分布一定数量的突起,粒度均匀,形貌饱满。

图1 Ni包30% B4C粉末形貌Fig.1 Morphology of Ni-coated 30% B4C powder
1.2 实验方法
实验前,将304不锈钢表面用砂纸打磨,并用丙酮清理。采用德国DILAS 3 kW的半导体激光器进行同步送粉激光熔覆,光斑尺寸为5 mm×4 mm,激光功率为2 000,2 500和3 000 W,扫描速度为4,6,8,10和12 mm/s,熔覆时用氩气保护熔池。
用 HCKX250A型线切割机沿垂直扫描速度方向切割成尺寸为12 mm×10 mm×10 mm的样块,采用不同目数砂纸打磨样块,用P-2T金相试样抛光机进行抛光,用体积比为3:1的盐酸与硝酸对抛光面进行腐蚀。采用GX51型光学显微镜与NANOSEM 430型扫描电镜观察显微组织,用D/MAX-2500型X射线衍射仪进行物相分析,用DHV-1000型显微硬度计测试熔覆层硬度。
用 MRH-200型高速环块摩擦磨损试验机测试304不锈钢基体和样块的耐磨性。试验前,将样块制成标准块尺寸12.3 mm×12.3 mm×19 mm,加载载荷600 N,电机转速200 r/min,磨损时间15 min。试验前后分别对制成的标准块用丙酮进行清洗、干燥,用精度为0.1 mg的天平对样块进行称重,每个样块称重3次,取平均值,计算磨损前后的质量。
2 结果与分析
2.1 熔覆层形貌
对激光功率为2,2.5和3 kW,扫描速度为4~12 mm/s的各个试样进行观察,其宏观形貌如图 2(a)所示。从图中可以看出,试样表面均没有发现裂纹。此外,当扫描速度为6 mm/s时,形成熔覆层的质量较好;当扫描速度为4 mm/s时,熔覆层有轻微的过熔现象;当扫描速度为12 mm/s时,熔覆层出现明显的气孔及表面缺陷,气孔应该是由B4C发生分解,产生的碳元素和混入的氧气发生反应生成的二氧化碳气体未及时排出而引起。熔覆层的表面缺陷为凹痕缺陷,可能是由激光扫描速度过快,作用在熔覆层上的激光能量密度不高,Ni包B4C粉末未能完全熔化所致。当扫描速度为6 mm/s时,熔覆层截面形貌如图2(b)所示,熔覆层与基体结合良好,熔覆层内及结合界面处无气孔。
2.2 显微组织
图3(a)~(e)所示为激光功率3 kW,不同扫描速度下熔覆层(中上部)的金相组织。由于输入能量较高,熔池的搅拌作用较强,当扫描速度为4 mm/s时,熔覆层组织分布较杂乱,无一定的方向性(图3(a));当扫描速度为6 mm/s和8 mm/s时(图3(b),(c)),熔覆层中上部组织均匀致密,熔覆层上方有较明显的析出硬质相,这是因为B4C发生部分溶解析出B和C元素,与来自基体中的Fe和Cr等元素发生复杂的冶金化学反应,形成Ni4B3,Fe2B,Cr3Ni,Fe3C相;图3(d)和图3(e)分别为扫描速度10 mm/s和12 mm/s的熔覆层组织,组织中有少量气孔存在,这是因为激光扫描速度提高,熔池寿命变短,B4C发生分解,产生的C元素和混入的O2发生反应生成的CO2气体来不及排出残留在涂层中。

图2 不同扫描速度下熔覆层的宏观形貌和6 mm/s扫描速度下熔覆层的截面形貌Fig.2 Macroscopic morphology of cladding layers with different laser scanning speeds (a) and cross-sectional morphology of cladding layer at the laser scanning speed of 6 mm/s (b)
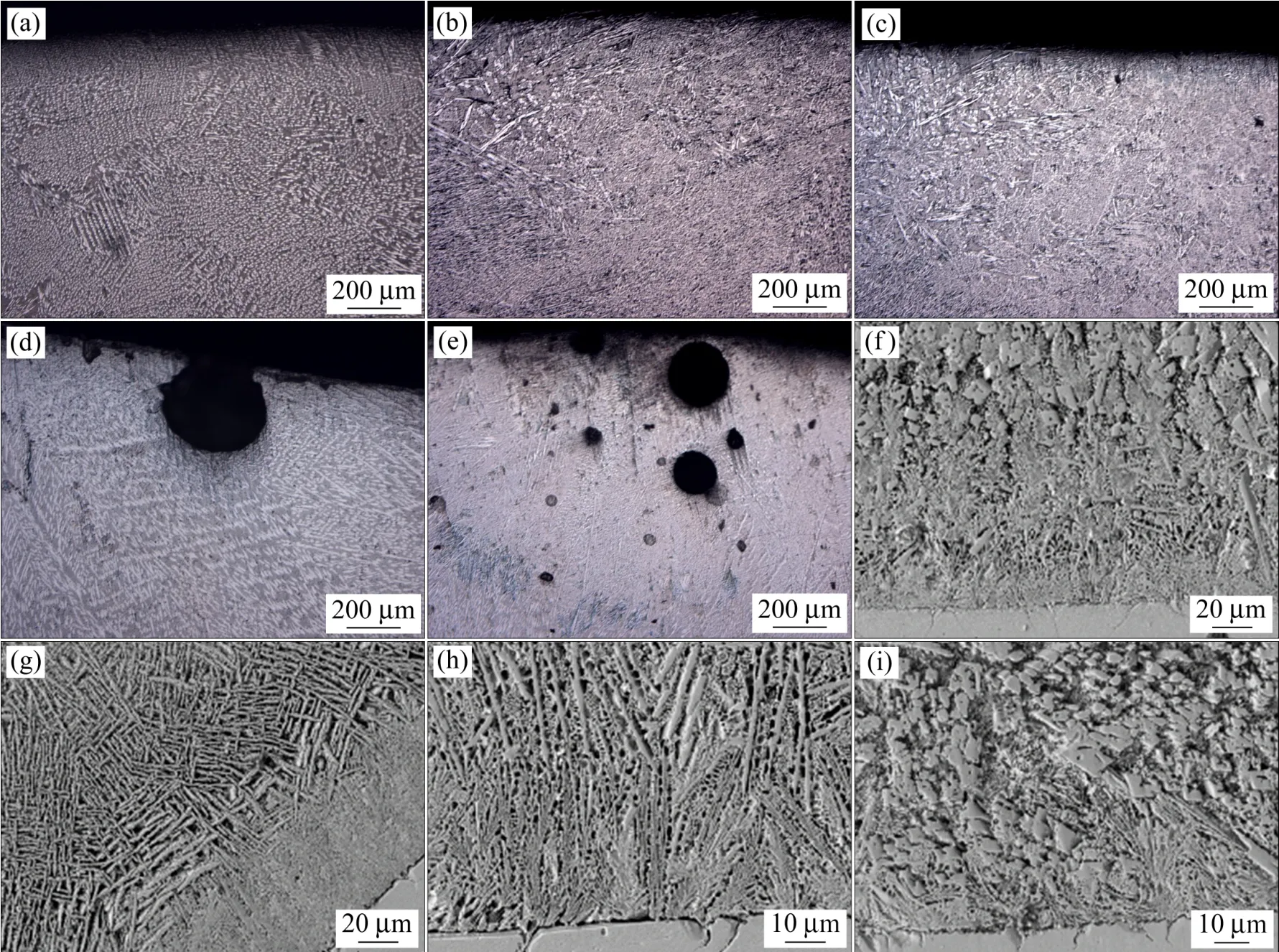
图3 不同扫描速度的熔覆层组织形貌Fig.3 Morphologies of cladding layers with different laser scanning speeds
图3(f)~(i)所示为激光功率3 kW,不同扫描速度下结合区的组织形貌。当扫描速度为6 mm/s时,熔覆层与基体结合处组织致密,结合区由大量鱼骨状和少量块状组织构成;扫描速度为8 mm/s时熔覆层结合区的显微组织中靠近熔覆层一侧为生长较好的平面晶,平面晶上侧为无方向性的层片状组织;扫描速度为10 mm/s时熔覆层的组织为垂直于基体生长的树枝状晶体;扫描速度12 mm/s时熔覆层与基体结合处分布着向上生长的树枝晶,远离基体一侧分布着大量的颗粒状硬质相,相与相之间基本无一次枝晶和二次枝晶。产生上述组织形态转变的原因可能是:随扫描速度提高,激光能量密度逐渐减小,B4C溶解变少,从而析出的B与C和熔池内的Ni和Fe发生相互作用形成强化相Ni4B3和Fe2B的量减少,使组织由鱼骨状和块状向颗粒状形态转变。

图4 不同扫描速度下熔覆层的XRD图谱Fig.4 XRD patterns of cladding layers in different scanning speeds
(a) v=4 mm/s; (b) v=6 mm/s; (c) v=8 mm/s; (d) v=10 mm/s; (e) v=12 mm/s
图 4所示为激光功率 3 kW,扫描速度为 4~12 mm/s时熔覆层的XRD图谱。由图可知,当扫描速度为4,6和8 mm/s时,熔覆层的主要物相组成为B4C,B13C2,Fe3C,γ-Ni和Ni4B3;当扫描速度为10 mm/s和12 mm/s时,熔覆层的主要物相为B4C,B13C2,Fe3C,γ-Ni,Fe2B,Cr3Ni2和Fe23(C,B)6;由于碳化硼属于高熔点碳化物,在激光熔覆过程中不容易完全分解,因此在熔覆层中有碳化硼硬质相存在,分解的碳化硼与铁元素交互作用后形成Fe3C,Fe2B和Fe23(C,B)6等相,对熔覆层起强化作用;未分解的B4C硬质相以及新形成的 Fe2B硬质相对熔覆层的硬度以及耐磨性也起强化作用。

图5 激光功率为3 kW,扫描速率为4 mm/s时熔覆层不同部位的显微组织Fig.5 Microstructures of different positions of the cladding layer with the laser power of 3 kW and the scanning speed of 4 mm/s
图5所示为激光功率3 kW、扫描速度为4 mm/s时熔覆层的截面形貌。图 5(a)为熔覆层的顶部组织,图5(b)为熔覆层的中部组织,图5(c)为熔覆层底部与基体结合处的组织。图 5(a)上部为等轴晶组织,下部为树枝状晶组织,这主要是因为熔覆层顶部位于熔池顶端,温度梯度最小,凝固速率最快,G/R最小(G/R为固液界面稳定因子,G为温度梯度,R为凝固速率)。图5(b)所示的组织为柱状晶,生长具有方向性,这是因为温度梯度逐渐增大,结晶速率逐渐减小,G/R逐渐增大,所以在该区域以柱状晶的形态存在。图 5(c)所示的组织表现为垂直于基体界面生长的树枝结构,这是因涂层与基体结合处温度梯度大,凝固速率较小,垂直于基体界面方向散热最快导致。
2.3 显微硬度
图6(a)所示为扫描速度6 mm/s时不同激光功率下熔覆层的显微硬度分布图。由图可知,当激光功率为2.5 kW时,熔覆层的显微硬度较高且分布均匀。图6(b)为激光功率 2.5 kW 时不同扫描速度下熔覆层的显微硬度分布图。由图可知,随扫描速度提高,熔覆层的硬度接近基体的硬度距离变短,这是由于在送粉量20 rad/min不变的情况下,提高扫描速度可使熔覆层的厚度减小。
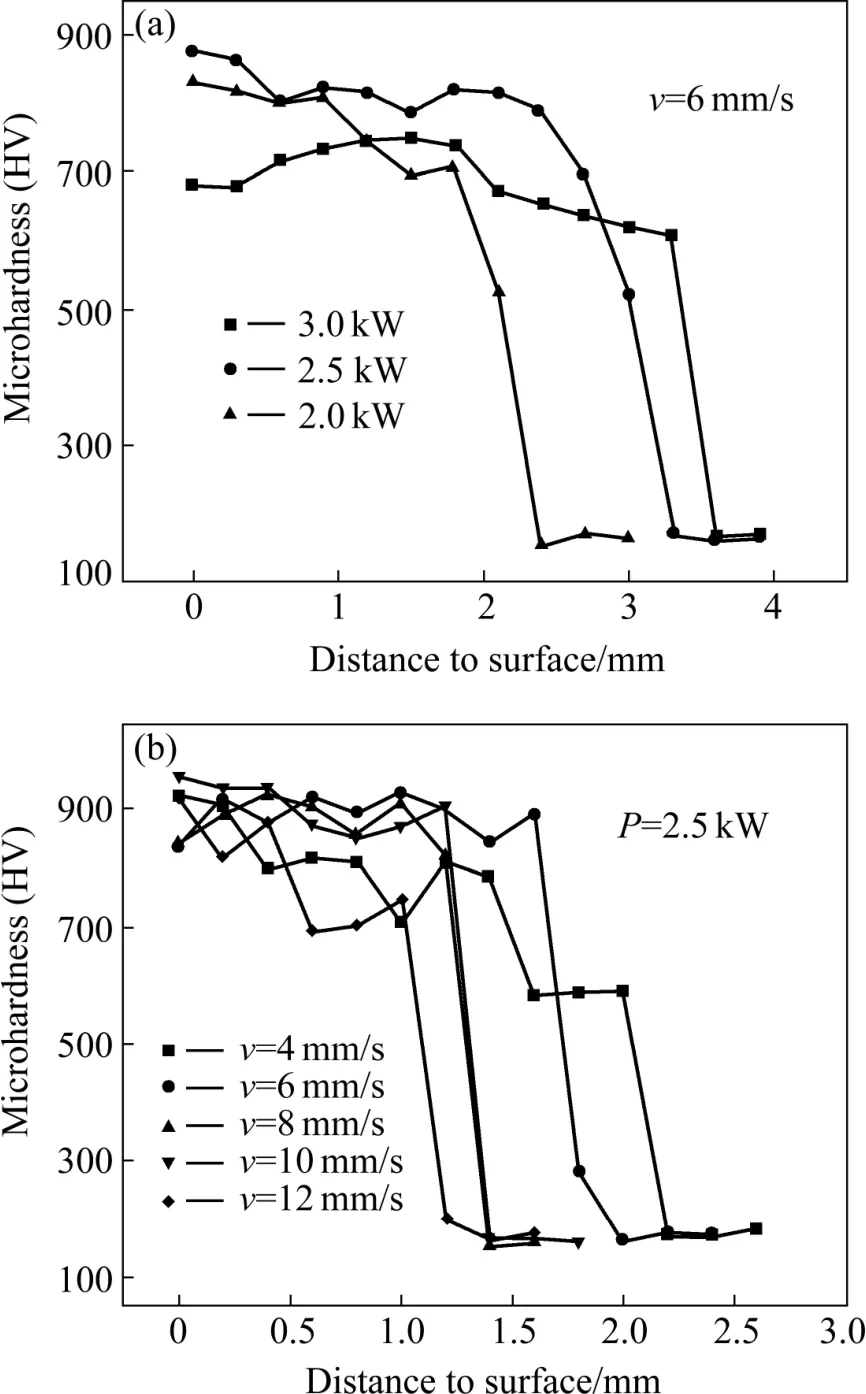
图6 (a)激光功率和(b)扫描速度对熔覆层硬度分布的影响Fig.6 Effect of laser power (a) and scanning speed (b) on hardness distribution of cladding layer
2.4 摩擦磨损性能
图 7(a)所示为基体的磨损质量损失与不同激光功率条件下熔覆层磨损质量损失的对比图。从图中可知,304钢在干滑动磨损过程中的质量损失为28.3 mg,在激光功率分别为2,2.5和3 kW的条件下,激光熔覆Ni包B4C熔覆层的质量损失分别为8.0,5.1和5.3 mg。可以看出,激光功率为2.5 kW时熔覆层具有较优的耐磨性,304钢的磨损质量损失是其5.5倍。
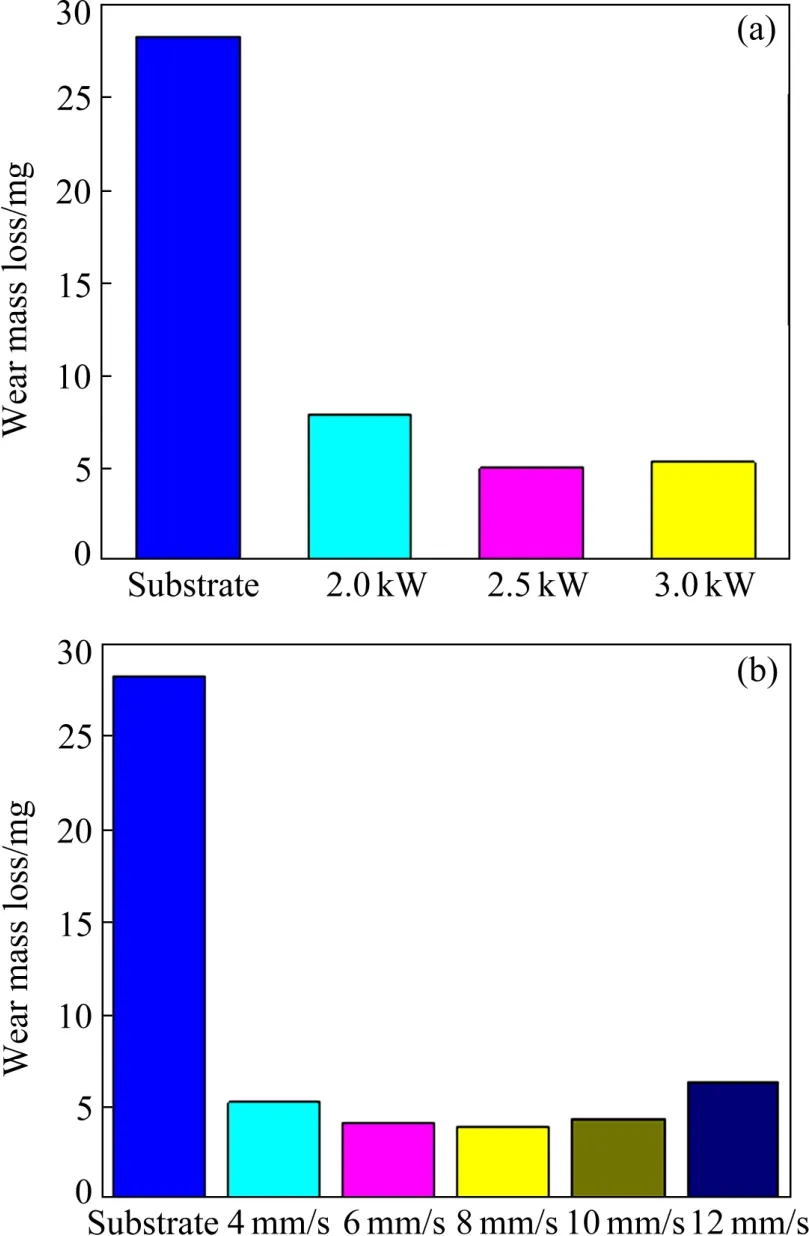
图7 不同激光功率和不同扫描速度的摩擦磨损质量损失Fig.7 Friction and wear loss of different laser power (a) and different scanning speed (b)
图7(b)所示为基体的磨损质量损失和不同扫描速度下熔覆层磨损质量损失的对比图。从图可以看出,当扫描速度由4 mm/s增加到12 mm/s时,Ni包B4C涂层的耐磨性先提高后降低;当扫描速度为 8 mm/s时,激光熔覆Ni包B4C涂层在干滑动磨损过程中的质量损失仅为3.7 mg,耐磨性最好,约是304不锈钢的8倍。这可能是因为在激光熔覆过程中,尽管B4C颗粒被包覆了一层镍金属,可以减小B4C颗粒的溶解,但是B4C颗粒吸收部分激光能量后,还是可以溶解而析出游离态的B与C,并与熔池内的合金元素如Ni,Fe和 Cr等交互作用后,析出形态各异的硬质相如Ni4B3,Fe2B和Cr3Ni等,对粘结金属γ-Ni起到良好的弥散强化效应。随激光扫描速度提高,B4C颗粒溶解度减小,析出复杂硬质相的种类与含量减少,使熔覆层的平均显微硬度由750 HV0.2先增加到900 HV0.2,再减小到750 HV0.2(图6(b))。
图8(a)为基体304钢的磨损表面形貌图。从图中可以看出,磨损表面出现颗粒状脱落的现象,局部有微观微裂纹产生,属于典型的磨粒磨损;图8(b)是激光功率为3 kW、扫描速度为6 mm/s的激光熔覆Ni包30%B4C粉末的磨损表面形貌,从图中可以看出,表面较平整,无凹坑和微裂纹产生,有轻微的犁沟。通过以上分析可知,在激光功率为3 kW、扫描速度为6 mm/s的工艺参数下,激光熔覆Ni包30%B4C粉末对304钢进行表面强化后熔覆层的耐磨性最优。
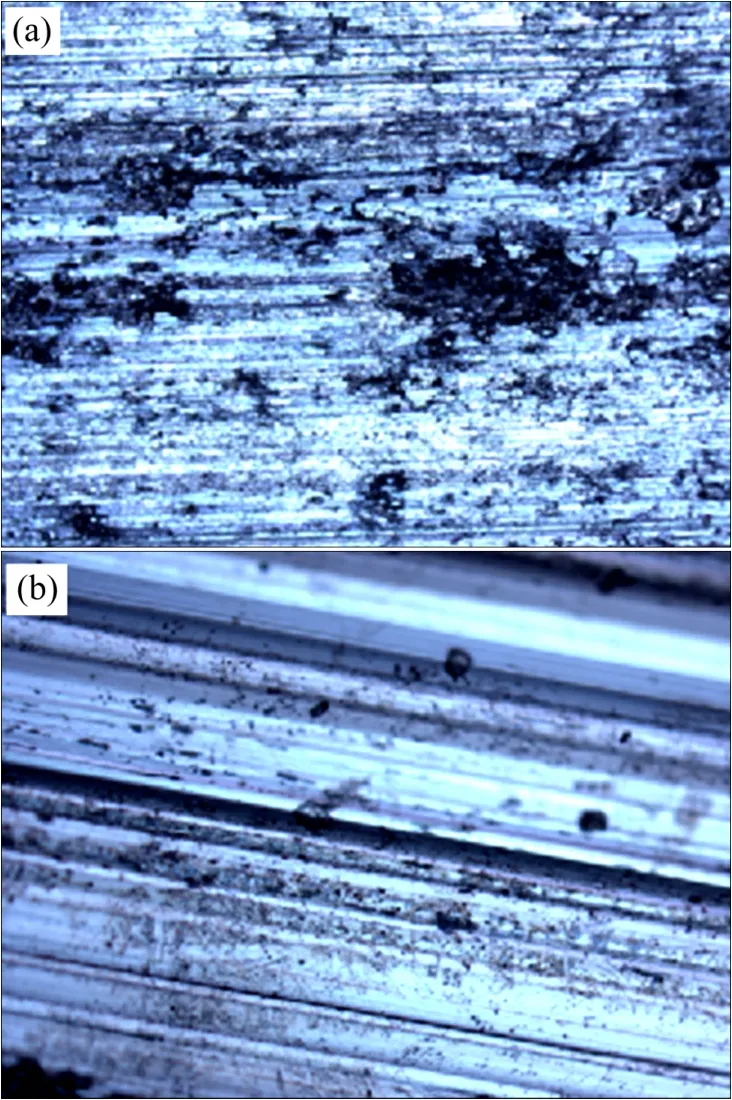
图8 磨损表面形貌Fig.8 Wear images of the specimens
综上分析,当激光功率为3 kW与扫描速度为6 mm/s时,得到的熔覆层顶部存在析出的硬质相以及未熔的B4C颗粒,结合区呈良好的冶金结合,熔覆层无气孔和裂纹缺陷,其耐磨性和硬度最优。
3 结论
1) 在304钢表面采用半导体激光熔覆制备Ni包30% B4C涂层,当激光功率为3 kW与激光扫描速度为6 mm/s时,熔覆层与基材呈冶金结合,无气孔和裂纹。熔覆层的显微硬度和耐磨性与基体相比,都有较大提高,其中平均硬度是基体的5.3倍,耐磨性是基体的7.6倍。
2) 当激光功率为3 kW与激光扫描速度为6 mm/s时,B4C颗粒存在不同程度的分解,熔覆层中的物相主要由 γ-Ni,Ni4B3,Fe3C,B4C,B13C2,Cr3Ni2和(Fe,Ni)23C6组成,熔覆层内含有未熔的B4C颗粒。
REFERENCES
[1]韩彬, 万盛, 张蒙科, 等. 镍基金属陶瓷激光熔覆层组织及摩擦磨损性能[J]. 中国石油大学学报(自然科学版), 2015, 39(2): 93-97. HAN Bin, WAN Sheng, ZHANG Mengke, et al.Wear properties and microstructure of Ni-based cermet layer by laser cladding[J]. Journal of China University of Petroleum, 2015, 39(2): 93-97.
[2]张旭, 刘洪喜, 张晓伟, 等. 40Cr钢表面激光熔覆金属陶瓷复合涂层的组织和性能[J]. 金属热处理, 2015, 40(5): 39-44. ZHANG Xu, LIU Hongxi, ZHANG Xiaowei, et al. Microstructure and properties of laser clad metal ceramic composite coating on 40Cr steel[J]. Heat Treatment of Metals, 2015, 40(5): 39-44.
[3]WANG Dongsheng, TIAN Zongjun, WANG Songlin, et al. Microstructural characterization of Al2O3-13wt.% TiO2ceramic coatings prepared by squash presetting laser cladding on GH4169 superalloy[J]. Surface and Coatings Technology, 2014, 254: 195-201.
[4]曹国光. 碳钢表面激光熔覆铁基B4C陶瓷材料的组织与性能研究[D]. 太原: 太原理工大学, 2010: 9-11. CAO Guoguang. Study on microstructure and properties of laser surface cladding of iron-based alloy and B4C ceramic material on carbon steel[D]. Taiyuan: Taiyuan University of Technology, 2010: 9-11.
[5]王新洪, 潘向宁, 杜宝帅, 等. 激光熔覆 B4C-TiO2-Al粉末制备原位 TiB2+TiC/Fe复合涂层(英文)[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(6): 1689-1693. WANG Xinhong, PAN Xiangning, DU Baoshuai, et al. Production of in situ TiB2+TiC/Fe composite coating from precursor containing B4C-TiO2-Al powders by laser cladding(English)[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(6): 1689-1693.
[6]YILBAS B S. Laser treatment of the surface of aluminum 8022 with the presence of B4C particles[J]. Lasers in Engineering, 2014, 29(5/6): 353-364.
[7]YILBAS B S, KARATAS C, KARAKOC H, et al. Laser surface treatment of aluminum based composite mixed with B4C particles[J]. Optics & Laser Technology, 2015, 66: 129-137.
[8]张艺, 马志凯, 孙铂, 等. 激光熔覆材料的研究现状及发展[J].热加工工艺, 2015, 44(14): 40-44. ZHANG Yi, MA Zhikai, SUN Bo, et al. Present status and development of material for laser cladding[J]. Hot Working Technology, 2015, 44(14): 40-44.
[9]李美艳, 韩彬, 王勇, 等. B4C和Ti含量对激光熔覆Fe-Cr-Ni-Si系合金涂层结构及性能影响[J]. 中国激光, 2013, 40(12): 92-96. LI Meiyan, HAN Bin, WANG Yong, et al. Effects of B4C and Ti contents on structure and property of laser cladding Fe-Cr-Ni-Si alloy coatings[J]. Chinese Journal of Lasers, 2013, 40(12): 92-96.
[10]崔泽琴, 王文先, 曹国光, 等. 碳钢表面激光熔覆铁基B4C陶瓷涂层的组织与性能[J]. 材料热处理学报, 2011, 32(3): 134-138. CUI Zeqin, WANG Wenxian, CAO Guoguang, et al. Microstructure and properties of Fe-based alloy and B4C ceramics composite coating on low carbon steel by laser cladding[J]. Transactions of Materials and Heat Treatment, 2011, 32(3): 134-138.
[11]李涌泉, 稽宁, 刘建强. 45钢表面激光熔覆Ni合金粉末的组织和耐腐蚀性能研究[J]. 热加工工艺, 2012, 41(2): 170-172. LI Yongquan, JI Ning, LIU Jianqiang. Microstructure and tribological properties of laser cladding Ni-based alloy on 45 steel surface[J]. Hot Working Technology, 2012, 41(2): 170-172.
[12]王东生, 田宗军, 沈理达, 等. 激光熔覆技术研究现状及其发展[J]. 应用激光, 2012, 32(6): 538-544. WANG Dongsheng, TIAN Zongjun, SHEN Lida, et al. Research status and development of laser cladding technology[J]. Applied Laser, 2012, 32(6): 538-544.
[13]BAI L L, LI J, CHEN J L, et al. Effect of the content of B4C on microstructural evolution and wear behaviors of the laser-clad coatings fabricated on Ti6Al4V[J]. Optics & Laser Technology, 2016, 76: 33-45.
[14]张鹏, 张哲维, 李宇力, 等. 热压法制备高含量B4C/铝基复合材料的显微结构与力学性能[J]. 粉末冶金材料科学与工程, 2014, 19(1): 95-100. ZHANG Peng, ZHANG Zhewei, LI Yuli, et al. Microstructure and mechanical properties of high content B4C-aluminium composites fabricated by hot-pressing sintering[J]. Materials Science and Engineering of Powder Metallurgy, 2014, 19(1): 95-100.
[15]JI Wei, TODD R I, WANG Weimin, et al. Transient liquid phase spark plasma sintering of B4C-based ceramics using Ti-Al intermetallics as sintering aid[J]. Journal of the European Ceramic Society, 2016, 36(10): 2419-2426.
[16]王承伟. 激光熔覆碳化硼增强镍基复合层组织与性能研究[D].济南: 山东大学, 2009: 16-18. WANG Chengwei. Study on microstructure and property of boride carbide reinforced Ni-based composite coatings produced by laser cladding[D]. Ji’nan: Shandong University, 2009: 16-18.
[17]吴松松. B4C/LAS和LAS/B4C复合材料的制备及性能研究[D].哈尔滨: 哈尔滨工业大学, 2015: 11-12. WU Songsong. Fabrication and properties researches of B4C/LAS and LAS/B4C composites[D]. Harbin: Harbin Institute of Technology, 2015: 11-12.
[18]陈洪胜, 王文先, 李宇力, 等. B4C/Al-Al层状复合材料的微观组织与力学性能[J]. 粉末冶金材料科学与工程, 2016, 21(1): 146-153. CHEN Hongsheng, WANG Wenxian, LI Yuli, et al. Microstructure and mechanical properties of B4C/Al-Al layered composites[J]. Materials Science and Engineering of Powder Metallurgy, 2016, 21(1): 146-153.
[19]张丽, 张伟强. 激光熔覆制备B4Cp/Ni合金复合涂层的组织与性能[J]. 热加工工艺, 2006, 35(23): 65-66. ZHANG Li, ZHANG Weiqiang. Microstructure and property of B4Cp/Ni alloy composite coating prepared by laser cladding[J]. Hot Working Technology, 2006, 35(23): 65-66.
[20]周思华, 晁明举, 刘奎立, 等. 原位生成WC-B4C增强镍基激光熔覆层及其性能研究[J]. 表面技术, 2014, 43(3): 25-30. ZHOU Sihua, CHAO Mingju, LIU Kuili, et al. Research on in-situ synthesis of WC-B4C reinforced Ni-based coatings by laser cladding[J]. Surface Technology, 2014, 43(3): 25-30.
[21]牛薪, 晁明举, 周笑薇, 等. 激光熔覆原位生成B4C颗粒增强镍基复合涂层的研究[J]. 中国激光, 2005, 32(11): 1583-1588. NIU Xin, CHAO Mingju, ZHOU Xiaowei, et al. Research on in-situ synthesis of B4C particulate reinforced Ni-based composite coatings by laser cladding[J]. Chinese Journal of Lasers, 2005, 32(11): 1583-1588.
(编辑 高海燕)
Microstructure and properties of Ni-coated B4C coatings by semiconductor laser cladding
JIANG Wei1, LEI Jianbo1, WANG Chunxia2, PANG Ming2, DOU Junya1, ZHAO Dongmei1, SHEN Weiguo1
(1. Laser Technology Institute, Tianjin Polytechnic University, Tianjin 300387, China; 2. School of Material Science and Engineering, Nanchang Hangkong University, Nanchang 330063, China; 3. China North Engine Research Institute, Tianjin 300400, China)
Ni-coated B4C coatings were prepared on the surface of 304 stainless steel by semiconductor laser cladding. The effect of laser processing parameters on microstructure, phase composition, microhardness and wear resistance of the coatings was investigated. The results show that the cladding layer has a good metallurgical bonding to the substrate, and no defects such as pores and cracks appear when the laser power is 3kW and the scanning speed is 6 mm/s. The microstructure of the cladding layer consists of the dendritic solid solution and the regenerative secondary dendrites. The phases of γ-Ni, Ni4B3, Fe3C, B13C2, Cr3Ni2, (Fe,Ni)23C6, Fe23(C,B)6and B4C are detected in the coating. The average microhardness of the coating (900 HV0.3) is higher than that of the substrate. Moreover, the wear resistance of the coating is 7.6 times higher than that of the substrate. The improvement in hardness and wear resistance of the coating is attributed to the unmelted B4C particles, the new generated reinforced phases and hard phases.
semiconductor; laser cladding; Ni; B4C; microstructure; wear resistance
TG174
A
1673-0224(2017)01-115-07
国家自然科学基金资助项目(61475117, 51261027);国家自然科学资金委员会与中国民用航空局联合资助项目(U1333121);天津市应用基础及前沿技术研究计划(12JCQNJC02800);天津市科技支撑重大专项项目(13ZCZDGX01109);中国民航大学开放基金项目 2014-2015TJPUJG;天津市高等学校科技发展基金计划(20120631)
2016-03-26;
2016-09-29
雷剑波,副教授,博士。电话:13752185968;E-mail: ljbtj@163.com
猜你喜欢
金属热处理(2023年10期)2023-10-23 01:24:04
石材(2022年3期)2022-06-01 06:23:54
原道(2022年2期)2022-02-17 00:59:12
陶瓷学报(2021年4期)2021-10-14 08:57:44
石材(2020年11期)2021-01-08 09:21:48
理化检验-化学分册(2020年5期)2020-06-15 11:36:04
桂林电子科技大学学报(2019年3期)2019-09-11 05:58:14
电镀与环保(2018年4期)2018-08-20 03:08:02
上海金属(2016年1期)2016-11-23 05:17:29
光学精密工程(2016年1期)2016-11-07 09:01:08
