
GDX2硬盒包装机白卡纸虚线刀更换工装设计
2017-04-12 05:30许强乔建军
设备管理与维修 2017年3期
许强,乔建军
(河南中烟工业有限责任公司黄金叶生产制造中心,河南郑州450000)
GDX2硬盒包装机白卡纸虚线刀更换工装设计
许强,乔建军
(河南中烟工业有限责任公司黄金叶生产制造中心,河南郑州450000)
GDX2白卡纸虚线刀由两付刀组成,其位置既有轴向要求,又有周向要求,并需要两付刀具位置一致,每次更换需要反复对位,维修难度较大。使用工装后,在进行虚线刀更换时,可以快速、准确确定新刀各位置,减少调整步骤。
白卡纸;虚线刀;调整;工装设计
1 立项原因
GDX2白卡纸虚线刀由两付刀组成,其位置既有轴向要求,也有周向要求,同时需要两付刀具位置一致。每次更换需要反复对位,维修难度较大。
1.1 内框纸成型
单张内框纸是由内框纸带经过折痕、切割后,再进行最后裁切而成型的。图1左面是经过折痕切割的内框纸带,中间两条折痕线是由虚线切割X和U形切割Y交替组合而成的,进行包装时就在此处折弯,两侧的微量折痕是纸的外边略微向下倾斜,便于以后包装过程中内框纸的输送以及烟包翻盖能顺利的合上,不会因内框纸而受阻。
1.2 内框纸成型原理
内框纸带的输送动力及折痕切割均包含在折痕切割箱体内(图2),内框纸折痕切割箱体由折痕切割辊对、切割输送辊对、偏心调节轮、调整齿轮、锁紧螺钉、传动齿轮和轴等主要零件组成,传递动力是由内框纸传动箱中的槽轮机构,其运动由槽轮结构控制实现内框纸输送、裁切的间歇运动,即每向前输送一张内框纸的距离即停顿一次,便于内框纸的最后切割。
1.3 内框纸的调整
(1)调整要求。白卡纸在调整时,虚线中U形切割段与裁切端面有要求,如图3所示,切割完成后,U形虚线段与切割端面间距y=22 mm,两虚线间距54 mm。

图1 白卡纸虚线切割图

图2 虚线刀切割装置图
(2)调整方法(图4)。U形虚线段与切割端面间距y的调整:①拧松螺钉和螺母。②转动割痕辊,直至满足y=22 mm的要求。③锁定螺柱和螺母,调节双齿轮,以消除齿轮侧隙。
2 现状分析
2.1 更换白卡纸虚线刀精度不易控制
因白卡纸的调整即用周向精度要求,又有轴向精度要求。在更换新刀时需要脱开主传动,当新刀安装后其位置发生变化,对其安装精度就会产生较大影响。即使在更换前做好记号或测量位置,也不易保证其精度与更换前一致。如果刀具与原刀具有差异,其精度控制更加困难。

图3 白卡纸成型图
2.2 更换白卡纸虚线刀时间较长
更换该刀时,需取下该总成,虚线刀安装调整后,要将总成安装至设备上验证调整精度,为保证调整要求需要反复多次拆卸安装,耗时较多(每次更换需2~3 h),维修效率偏低。
3 设计思路和使用方法
3.1 设计目标和思路
(1)目标。根据白卡纸虚线刀的安装结构和组成原理,拟设计一套对刀装置,实现虚线刀更换快速、可靠。
(2)思路。根据传动齿轮结构设计一个定位套,作为虚线刀对刀工装限位。制作一套虚线刀定位工装,配合基准定位套,确定虚线刀与基准周向位置。制作一个定位块,配合虚线刀定位工装,确定两把虚线刀间距。
3.2 使用方法
(1)在更换虚线刀前,使用基准定位套固定传动周向位置,用原虚线刀确定定位工装位置,用定位块确定两虚线刀间距,然后用螺钉紧固工装各位置。
(2)拆卸旧刀,安装新刀,然后用已固定位置的工装来确定虚线刀各位置,这样就可以保证新刀与旧刀位置一致。
4 工装设计
4.1 工装的组成
虚线刀工装由基准定位套、定位刀固定架和定位刀等3部分组成。
(1)基准定位套设计。基准定位套是确定虚线刀周向位置既相位的装置,由齿轮套和固定板组成。定位套根据白卡纸虚线压痕组成主传动齿轮结构设计,根据主传动齿轮结构特点和工作原理设计如图5所示,左边为齿轮套,右边为固定板。
(2)定位刀固定架。定位刀固定架主要由支撑架(图6)、限位板(图7)和定位块(图8)等3部分组成。支撑架是用于安放在虚线刀架上,确定定位刀安装的载体;限位块是确定定位刀高低位置的,两者组合后可以确定定位刀;定位块用于确定两虚线刀间距。
(3)定位刀。定位刀主要作用是用于确定虚线刀周向位置(图9)。定位安装后其刀刃置于虚线刀间隔缝中,用于约束虚线刀周向转动。
4.2 工装使用
(1)基准定位套使用。使用时基准定位套安装在白卡纸传动主齿轮上,定位套上设有与连接齿轮平键相适配的开口,以使定位套套装于齿轮上且与平键相卡,然后接用固定板使之固定。
(2)定位刀使用。待基准定位套固定完毕,使定位刀固定架固定到白卡纸传动机构机架上,并安装定位刀,使刀刃与白卡纸虚线刀缺口吻合,并调整锁紧限位板,使定位刀位置确定,然后调整定位块,使之两侧与虚线刀刃口对齐后锁紧。
(3)更换新刀。使用工装后该白卡纸虚线刀周向、轴向位置均确定,更换新刀时松开基准定位套压板,卸下定位套,并拿下已锁紧的定位刀组件,按照要求更换新刀后,再重新按照基准定位套并用压板压紧,把已锁紧定位的定位刀组件安装在机架上,使新刀缺口与定位刀刃口吻合,并调整新刀轴向位置使两虚线刀间距与定位块两侧对齐后锁紧各紧固螺钉,即可保证新刀周向和轴向位置与原刀一致。
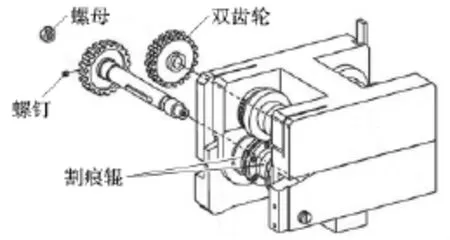
图4 白卡纸调整结构图
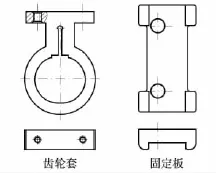
图5 基准定位套组件
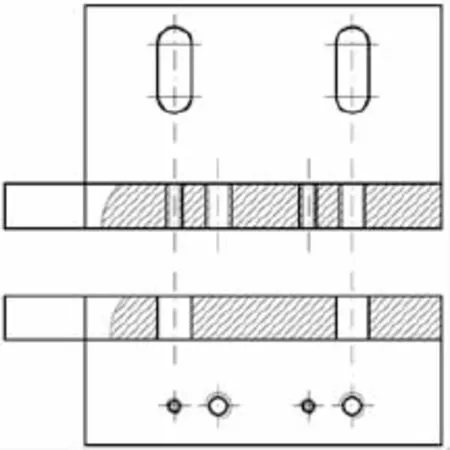
图6 支撑架

图7 限位板

图8 限位块

图9 定位刀
5 效果
使用工装后,进行虚线刀更换时,可以快速、准确确定新刀各位置,减少调整步骤。实现精准对位,节省维修时间,减少调整错误。每次安装调整节省工时2 h以上,按照每个工时100元计算,卷包车间共28组,每年更换2次,直接经济效益1.12万元。2 h可生产80件卷烟,1年则可多生产8960件,按照每天产量4000箱计算,可少用0.448 d,每年可产生间接经济效益8.96万元(每生产1 d费用20万元)。该项目可产生经济效益为10.08万元。
[1]汪家驹,周培清,黄德良,等.卷烟包装设备[M].北京:北京工业出版社,2001.
[2]成大先.机械设计手册(2)(第五版)[M].化学工业出版社,2008.
[3]机械设计手册编委会.机械设计手册[M].北京:机械工业出版社,2008.
〔编辑 凌瑞〕
TS43
B
10.16621/j.cnki.issn1001-0599.2017.03.28
猜你喜欢
橡塑技术与装备(2023年2期)2023-02-10
中国特种设备安全(2022年6期)2022-09-20
纺织科学研究(2021年7期)2021-12-02
幼儿画刊(2020年4期)2020-05-16
哈尔滨轴承(2020年4期)2020-03-17
幼儿画刊(2019年2期)2019-04-08
猪业科学(2018年4期)2018-05-19
青春(2017年5期)2017-05-22
小学阅读指南·低年级版(2016年2期)2016-09-10
小学阅读指南·低年级版(2016年4期)2016-05-14
