
超声波探伤在高速钢轨检测中的应用
2017-04-10 08:08
中国设备工程 2017年7期
(四川攀研技术有限公司,四川 攀枝花 617000)
超声波探伤在高速钢轨检测中的应用
陈太荣
(四川攀研技术有限公司,四川 攀枝花 617000)
为了满足钢轨生产的需要,开发了攀钢钢轨在线超声波探伤系统。本文简要介绍了这套设备的主要组成部分:探头、试块、起落架和测控系统,以及系统各组成部分的设计要点,并结合系统调试及生产运行情况,着重分析了系统的误报和漏报现象以及可采取的解决措施。
钢轨超声波探伤;双晶探头;探头距离—波幅曲线;起落架跟随性;测控系统
钢轨生产过程中,如果内部存在超过标准允许的缺陷,列车运行时就有可能引发断轨事故。为避免钢轨内部缺陷带来的安全隐患,采用超声波自动探伤系统对钢轨进行内部缺陷检测,是目前世界上钢轨生产厂家采取的主要技术手段。随着经济的发展,高速重载铁路运输在国内外迅速发展起来。为适应市场需求,2005年攀钢轨梁厂开始生产200km/h客运专线钢轨和350km/h客运专线钢轨,该公司研发的高速轨超声波探伤系统也同期投入使用。
1 钢轨超声波自动探伤系统介绍
1.1 技术要求
根据TB/T2344-2003 《43~75 kg /m热轧钢轨订货技术条件》和《350km/h客运专线60kg/m钢轨暂行技术条件》有关超声波探伤的规定,钢轨超声波检测覆盖区域应满足:(1)轨头≥70%;(2)轨腰≥60% ;(3)轨底检测应覆盖图1阴影部位。

图1 轨底探伤部位
1.2 检测原理
系统采用接触式A型脉冲超声波,以自来水为耦合介质,检测过程钢轨通过传送辊道驱动做直线运动,超声波探头安装在相对静止的起落架上紧贴钢轨轨面实施全长检测。
1.3 系统基本构成
系统主要包括六部分。(1)钢轨输送辊道:使钢轨在检测区域内保持匀速移动,其速度可调。(2)导向约束机构:对钢轨进入检测区域进行导向约束,使钢轨保持稳定的运动状态。(3)测距机构:检测钢轨长度及其位置,用于探头起落控制及缺陷定位与标识。(4)探头耦合机构:用于承载探头,具有良好的随动性。(5)探头调整机构:用于不同轨型的钢轨探头耦合机构的调整。(6)多通道数字式超声波探伤仪。
1.4 探头布局、选用及其参数
探头数量最多可以安装13只(在满足标准要求的探伤覆盖率前提下,生产不同规格钢轨时可对探头数量进行增减调整)。其中1、2、3、4、5号探头检测轨头;6、7、8、9、10、11号探头检测轨腰;12号探头检测轨底纵向裂纹;13号探头检测轨底。探头布置见图2。
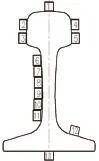
图2 探头布置图
经过多次手工探伤试验和长期现场生产验证,各型探头主要设计参数如表1。
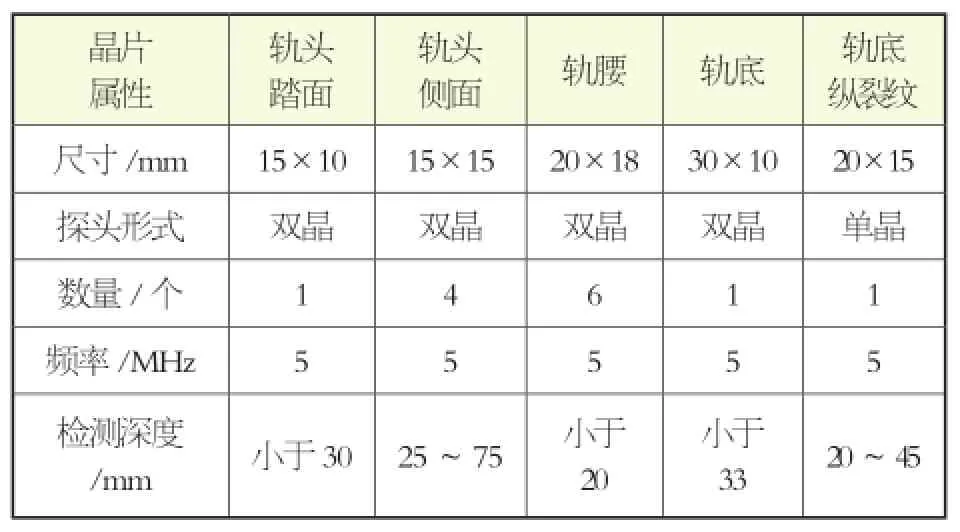
表1 钢轨探伤使用的各型探头晶片设计参数
本系统大量采用双晶探头,主要考虑钢轨各部位检测深度不大,可以充分利用TR探头盲区小、分辨力高的特点。通过手工探测钢轨对比试验,双晶探头相对于单晶探头检测灵敏度更高,缺陷检出效果更好。
探头距离—波幅曲线:双晶探头距离—波幅曲线特性与晶片倾斜角度、晶片间距、晶片大小和有机玻璃楔块高度等参数有关,适当选择这些参数,可以获得较小的探伤盲区,在检测深度区间获得比较平缓变化的距离—波幅特性曲线,这样有利于超标缺陷的自动报警。国内制造的探头,灵敏度余量至少控制在35dB以上,检测盲区控制在2mm以内,检测深度范围波幅变化控制在5dB以内,一般即可满足正常的自动探伤要求。
1.5 试块
试块的作用:标定探伤灵敏度、检测探伤仪和探头性能、调整扫描速度、评判实际缺陷的当量大小。试块的设计体现计量的传递,是保障探伤有效性的重要标志。针对钢轨自动探伤,设计了专用的对比试块,静态样块和动态样轨。试块人工缺陷可参考TB/T2344-2003 《43~75 kg /m热轧钢轨订货技术条件》和《350km/h客运专线60kg/m钢轨暂行技术条件》标准相关要求。
专用对比试块:用于试块之间灵敏度的校正,材料为45#钢,并按钢轨淬火工艺要求进行热处理,控制晶粒度级别与钢轨检测部位基本一致。
静态样块:用于动态样轨人工缺陷当量大小的标定;测试探头性能及探伤系统组合性能;矫正探伤系统各通道的探伤灵敏度。静态试块材料在无内部缺陷的钢轨成品上截取。
动态样轨:在动态样轨静止状态下,调整起落架上各探头具体的检测部位;在动态样轨运动状态下,调整探伤系统各通道的探伤灵敏度,验证探伤系统的稳定性。动态样轨通常在探伤之前、探伤过程中或一批钢轨探伤结束后调试,它是检查探伤系统稳定性及可靠性的最主要工具。动态样轨最小长度根据探伤线导向约束装置间距确定,长度至少满足4~5个约束点,样轨太长不方便手工推动调试作业,一般要求动态样轨动态检测时不明显跑偏为原则,通常取10~15m为宜。动态样轨材料要求与被检测钢轨规格及材质一致。动态样轨缺陷布局见图3。
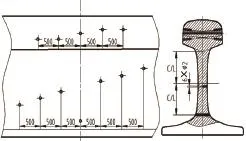
图3 动态样轨缺陷布局图
1.6 探头起落架
探头起落架是超声波在线探伤系统开发的难点,它对探头的耦合取决定性作用。由于钢轨的平直度误差以及振动等的影响,钢轨在探伤送进过程常常出现跑偏和上翘等现象,为使探头与钢轨表面实现有效耦合,探头与钢轨断面位置相对稳定,一般要求起落架具有上下和水平方向的跟随性(见图4)。

图4 起落架跟随性示意图
实践证明,起落架跟随性的好坏,对探伤结果有如下影响:(1)影响动态样轨检测的重复性。起落架跟随性差,探头检测位置变动大,探头动态样轨调试困难,样轨人工缺陷检测重复性差。(2)影响系统信噪比。起落架跟随性差,机构不能及时响应钢轨的位置变动,探头耦合水层变化大会使水杂波增加,减小信噪比,增加误报机会,甚至无法探伤。(3)影响轨头侧面探伤。起落架跟随性差,轨头侧面轮廓波会进入报警闸门引起误报。
由于钢轨的振动及平直度变化通常属于低频率变动信号,因此,在起落架设计上常常采用弹簧、气缸等驱动元件即可满足机械的跟随响应。
1.7 测控系统
测控系统由16通道数字式超声波探伤仪(配高速数据采集处理模块)、计算机系统以及自动控制系统等构成。
测控系统工作原理:探伤仪激励探头发射晶片产生高频超声波脉冲,超声波进入钢轨内部检测到缺陷后反射回来使探头接收晶片产生电信号,探伤仪将该弱电信号进行放大、检波等处理后送入计算机,计算机系统根据用户设置的探伤参数对采集到的数据进行各种相关的处理,并判断出缺陷大小、位置、深度等参数,通过计算机界面自动绘制波形、记录缺陷等;自动控制系统完成操作辊道、前后夹送装置、测距装置以及探头起落架的自动与手动起落等控制。自动控制系统以PLC为核心,通过旋转编码器精确检测钢轨长度,光电开关定点控制起落架起落,保障了自动控制系统安全可靠运行。
2 系统调试及现场生产情况
系统投入生产运行前,采用60kg/m动态样轨,连续进行50次检测,检测速度约为1m/s。试验结果见表2。
TB517
A
1671-0711(2017)04(上)-0082-03
猜你喜欢
科学技术创新(2022年1期)2022-02-19
中原商报·科教研究(2021年6期)2021-05-13
科学技术创新(2021年3期)2021-01-22
无损检测(2020年12期)2020-12-25
百科探秘·航空航天(2020年8期)2020-07-29
海洋工程装备与技术(2020年6期)2020-03-09
军民两用技术与产品(2019年12期)2020-01-19
铸造设备与工艺(2019年2期)2019-07-25
教练机(2013年3期)2013-10-11
航天器环境工程(2011年4期)2011-06-08
