
无卤素低银无铅焊膏的研制
2017-03-30 09:25郝娟娟雷永平
电子元件与材料 2017年3期
郝娟娟,顾 建,赵 鹏,雷永平,林 健
无卤素低银无铅焊膏的研制
郝娟娟,顾 建,赵 鹏,雷永平,林 健
(北京工业大学 材料科学与工程学院,北京 100124)
以铺展性能为主要评价指标,探讨无卤素低银无铅焊膏中活性剂的选择。对常用于助焊剂的10种有机酸活性物质进行筛选,从中选取一种性能优异的己二酸与已知两种羧酸配成复合活性物质,并通过正交实验对三种有机酸的复配比例进行优化。通过正交试验,调整溶剂、松香、活性剂和表面活性剂的含量。结果表明:溶剂、松香、表面活性剂和活性物质质量分数分别为36%,35%,5%和6%,羧酸X、羧酸Y与己二酸的比例为1:2:4时,焊膏有良好的润湿性和抗塌陷性,锡珠试验达到标准一级水平。
无铅焊膏;助焊剂;活性物质;铺展;无卤素;有机酸
焊膏是表面组装技术中一种重要的焊接材料,主要用于电子元器件与被焊件之间的连接,主要成分是焊粉和助焊剂。传统的SnPb钎料,焊后电子元器件废弃物中的铅氧化成氧化铅和盐酸及酸雨中的酸反应形成铅的化合物,污染环境,危害人类健康[1-2]。随着电子工业的发展和人们环保意识的提高,尤其欧盟RoHS法令颁布以来,传统的含铅焊料逐渐被无铅焊料所取代[3]。随着无铅化时代的到来,由于焊料的物理化学性质的改变,使得原有焊接工艺发生变化,长期以来使用的锡铅焊膏助焊剂已不能简单地运用于无铅焊料[4]。
助焊剂中的活性物质主要作用是去除焊盘和钎料表面的氧化物、得到清洁的表面、降低表面张力、提高熔融焊料与基板之间的润湿性。传统的助焊剂中多采用含有卤素的无机酸、无机盐(如SnCl2、盐酸)[5]、有机胺的卤酸盐(如氢溴酸按、盐酸肼)[6]等作为活性剂,且含量相对较高[7],但是卤素作为一种对金属具有严重腐蚀性的活性阴离子,对铜的腐蚀很大,对一般电子元器件产生腐蚀,影响使用寿命[8]。去除焊后残留的卤素,需使用氟里昂或氯化烃,会破坏臭氧层影响生态环境[9],部分含卤化合物会大大提高患皮肤癌、白内障和其他眼睛疾病的几率,可能还会造成粮食灾害,水生物减产[10]。同时,一些法令如斯德哥尔摩公约、IEC印制板材料的法规IEC6124-2-21等[11]对电子产品中的卤素含量进行了限制。因此,无铅焊膏的无卤化将成为今后电子组装技术发展的必然趋势。
目前国内市场上的无卤焊膏多为进口,要开发出属于我国自主知识产权的无卤助焊剂还需要进行大量的研究,而针对无卤助焊剂中的活性物质的研究则更少,有限的文献对于活性剂的选择方法、优化方法研究较少。鉴于此,笔者以低银无铅焊料作为研究对象,运用试验方法对无卤助焊剂中的活性物质进行合理选择和优化,开发无卤素无铅焊膏,并根据相关标准对所研制的焊膏进行性能测试,为无卤无铅焊膏的国产化奠定一定的基础。
1 试验
1.1 设备与材料
设备:SHT恒温数显磁力搅拌电热套,Sartorius电子分析天平,自制恒温加热炉,奥林巴斯SZ61体式显微镜,Malcom PCU 205粘度计等。
材料:有机酸类物质,醇醚类溶剂,改性松香,氢化蓖麻油,SnAgCu305焊料粉等。试验所用基板采用尺寸为30 mm×30 mm×0.5 mm的T2紫铜板,使用前用砂纸去除氧化膜,用无水乙醇清洗干净并用烘箱充分烘干。
1.2 试验方法
1.2.1 助焊剂的配制
本实验利用正交试验确定助焊剂中溶剂、松香、活性剂以及表面活性剂之间的比例,并在90℃于可密闭容器中将各种成分依次加入到溶剂中,搅拌均匀在室温下冷却。其中松香为全氢化松香和KE-604松香,两者之间的质量比例为1:1。
1.2.2 粘度测试
本实验中粘度利用设备Malcom PCU 205粘度计进行测量,可直接测量焊膏的粘度。
1.2.3 锡珠测试
将焊料粉与助焊剂以88.5%的质量比混合均匀配制成焊膏,用6.5 mm×0.2 mm的金属模板将焊膏印刷在载玻片上,于240℃的恒温加热板上加热至焊锡膏完全熔化5 s后水平取下,室温下冷却,在100倍显微镜下观察锡珠的个数。
1.2.4 润湿性试验
将配制好的焊锡膏,用6.5 mm×0.2 mm的金属模板将焊膏印刷在紫铜片上。将试样放置在温度为217 ℃的加热板上,待焊膏完全熔化定型后,5 s内以水平方式将试样取下。冷却至室温后,用10倍放大镜目检,确定焊膏的润湿等级。
1.2.5 塌陷性试验
将配制好的焊锡膏,用根据IPC-TM-650-2.4.35国际标准制作的厚0.2 mm的模板将焊锡膏印刷在载玻片上,重复两组,分别放置在表1所列环境中。
表1 塌陷试验参数设定
Tab.1 Parameter setting of slump test

试验过程中试样在相应环境中分别放置10 min,根据抗塌陷试验汇总出焊锡膏的桥连情况,从而得到焊膏在塌陷方面的性能情况。
2 结果与分析
2.1 单一有机酸活性测试
在表面贴装技术(SMT)中,助焊剂中的活性剂主要起到清除焊接表面的氧化物、得到清洁表面、从而使焊料能够迅速润湿被焊件表面。优质的活性剂应该具有持续性[12]、稳定性、高效性和低的腐蚀性。
本实验将常用的十种有机酸活性物质加热到90℃溶解于醇A中,制成质量分数为10%的有机酸溶液。将溶液均匀覆盖于质量为(0.300±0.005)g的SnAgCu305钎料球上,放置在紫铜板上。用镊子将试样放置在260℃恒温加热板中,待钎料球完全融化5 s后,将试样水平取下放置在室温下冷却。用一枚一角硬币作为参照物,将硬币与试样一起用数码相机拍照,将图片导入Auto CAD中,测量硬币以及焊点的面积。利用公式:
式中:为试样实际面积,mm2;0为标准硬币的测试值,mm2;1为试样面积测量值,mm2;2为标准硬币的实际面积,2=282.336 2 mm2。
计算实际的铺展面积。每一种有机酸制作三个试样,取三者铺展面积的平均值。试验结果如表2所示。
由表中可以看到,乳酸和水杨酸溶液形成的焊点无光泽、不饱满,焊点周围发黑;丙二酸、柠檬酸以及苹果酸酸性较强,对铜片的腐蚀较严重;庚二酸、辛二酸、壬二酸、癸二酸以及己二酸酸性较弱,焊点光亮饱满。十种酸中己二酸的铺展面积最大,为59.706 mm2。综合焊点外观、腐蚀性以及铺展面积,最终选择癸二酸、庚二酸、己二酸与羧酸X、羧酸Y以质量比1:1:1进行复配,通过铺展试验从中选取性能好的一组。三组试验焊点形貌如图1所示。
表2 单一有机酸测试结果

Tab.2 Results of tests with single organic acid
图1(a)为质量比(羧酸X:羧酸Y:癸二酸)=1:1:1,图1(b)为(羧酸X:羧酸Y:庚二酸)=1:1:1,图1(c)为(羧酸X:羧酸Y:己二酸)=1:1:1。

图1 焊点形貌
每一组进行三次铺展试验,铺展面积取三次试验的平均值,最终(a)、(b)、(c)三组试验的铺展面积分别为56.889,56.244,60.623 mm2,并且(c)试验焊点规则饱满。综合考虑,最终选择由己二酸、羧酸X以及羧酸Y复配作为活性剂。
2.2 有机酸活性剂复配比例的优化
根据正交设计的实验思路选取正交实验表,活性物质作为一个整体,改变任意一种有机酸的比例都会影响焊膏的整体性能。本次实验用铺展面积作为评价标准,确定活性剂的最优复配比例。各个比例所对应的铺展试验,焊点形貌表3所示。
表3 不同比例有机酸复配后的焊点铺展情况(A:有机酸X,B:有机酸Y,C:己二酸)

Tab.3 The spreading of the joints after compounding
正交实验各个比例铺展面积的实验结果表4所示。
从结果来看,三种有机酸各个比例得到的焊点的形貌均很规则、饱满,周围无锡珠产生,并且羧酸Y的极差最小,只有0.845,所以羧酸Y对铺展面积的影响最小,己二酸的极差最大,说明其对铺展面积的影响最大。从表中可知,羧酸X取第一水平,羧酸Y取第二水平,己二酸取第三水平,即三者的质量比为1:2:3时,铺展面积最大。
2.3 助焊剂的配制
部分试验仍选择正交试验来确定对助焊剂性能影响较大的溶剂(丙三醇、二乙二醇己醚、醇A)、松香、活性剂以及表面活性剂(聚乙二醇4000)作为因素,选取正交设计为L9(34)正交表。将焊料粉与助焊剂以88.5%的质量比混合均匀配制成焊膏,用粘度作为评价标准,确定助焊剂中各成分的比例。实验结果表5所示。
表4 三种有机酸不同比例复配后的铺展面积

Tab.4 Spreading areas of three organic acids after compounding with different rates
表5 正交试验结果

Tab.5 Results of orthogonal experiments
由表5可得,表面活性剂的极差最大为49.633,对粘度的影响最大,而溶剂的极差最小,对粘度的影响最小。溶剂选取第三水平,松香选取第二水平,活性剂选取第二水平,表面活性剂选取第三水平,配制助焊剂。在配置助焊剂过程中,出现分层现象,发现活性物质的极限溶解量为3.0 g,并通过实验将有机酸之间的比例调节为1:2:4。优化后的助焊剂配方如表6所示。
2.4 锡珠测试
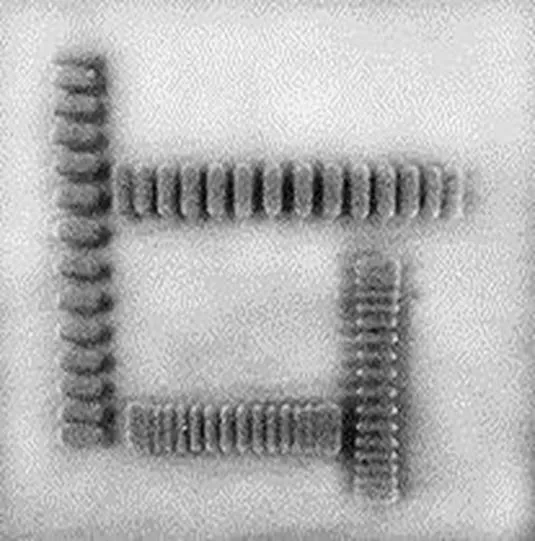
对配置好的焊膏,印刷后制成a、b和c三个试样,a印刷完毕直接进行试验,b、c试样分别在室温下放置1,4 h后进行试验。实验结果如图2所示。
助焊剂颜色较浅,不同放置时间的试样,实验过程中均没有出现飞溅现象,形成单一的焊球,周围无其他小焊料球出现,故焊膏达到了焊球评价标准的1级水平。
表6 优化后的助焊剂配方

Tab.6 The composition of the flux after optimization
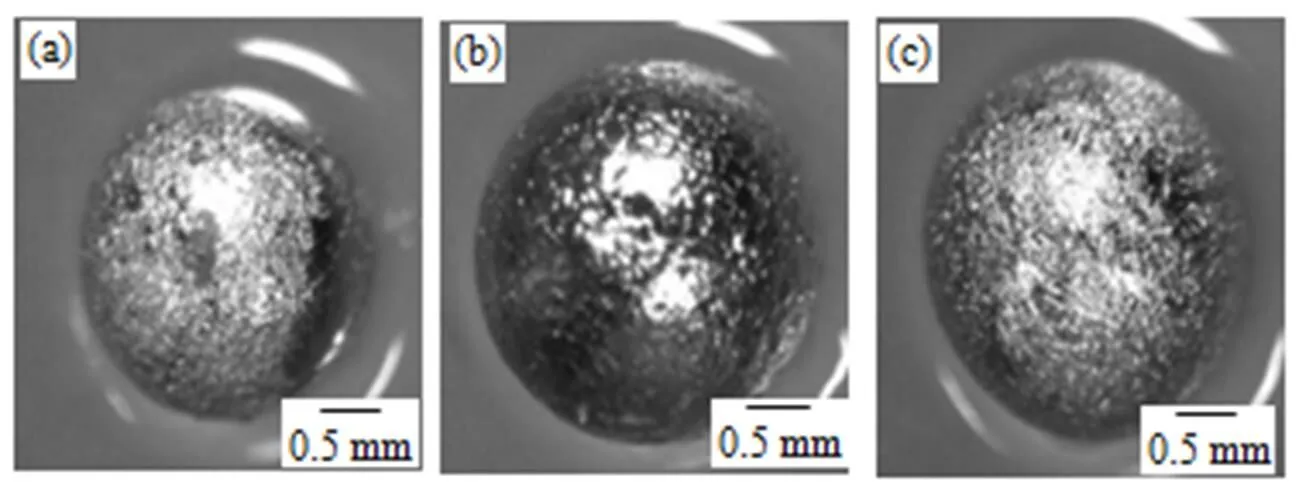
图2 焊球形貌图
2.5 润湿性试验
按标准印刷3个试样,实验结果图3所示。从图中可以看到,熔融的焊料润湿了试样,并且铺展到了施加焊锡膏的区域的边界之外,焊膏的润湿性能良好,达到了润湿性评价标准的一级水平。除此之外,焊膏焊后残留较少。
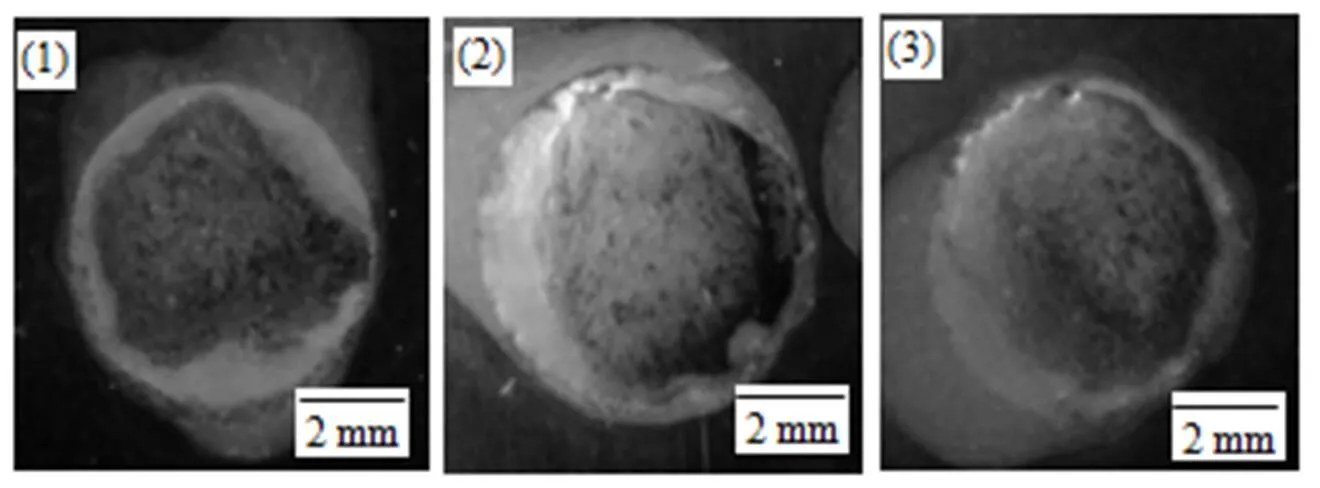
图3 无清洗条件下焊膏的润湿形貌
2.6 塌陷性试验
实验结果图4所示。图4(a)为25℃时试样,图4(b)为150℃时试样。
(a) 25℃ (b) 150℃
焊膏的抗塌陷试验数据如表7所示。
由统计表可知模板尺寸为0.63 mm×2.03 mm时,焊膏在25℃时无桥连现象出现,150℃塌陷度为0.33 mm,模板尺寸为0.33 mm×2.03 mm,25℃时塌陷度为0.10 mm,150℃时塌陷度为0.20 mm,焊膏能够满足SJ/T11186-2009行业规范中对焊膏抗塌陷性的要求。
表7 抗塌陷度统计表
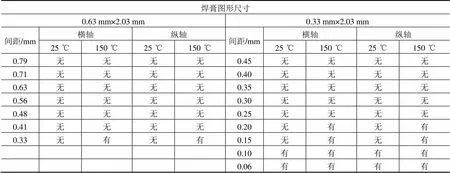
Tab.7 Anti-slump data table
3 结论
(1)在常见的十种有机酸中,乳酸和水杨酸溶液形成的焊点无光泽、不饱满,焊点周围发黑;丙二酸、柠檬酸以及苹果酸酸性较强,对铜片的腐蚀较严重;庚二酸、辛二酸、壬二酸、癸二酸以及己二酸酸性较弱,焊点光亮饱满。
(2)焊膏使用单一有机酸作为活性剂时,铺展性能较差。选择多种有机酸复配能够有效提高焊膏的铺展性能,改善焊点形貌。当羧酸X、羧酸Y以及己二酸质量比为1:2:4时铺展面积达到64.887 mm2,焊点饱满光亮。
(3)用研制的助焊剂进行钎焊,锡珠测试、润湿性测试均达到标准的一级水平,抗塌陷性测试也符合行业标准的要求。
[1] 乔芝郁. 无铅钎料研究进展和若干前沿问题[J]. 稀有金属, 1996, 20(2): 139-143.
[2] 夏志东, 雷永平, 史耀武. 绿色高性能无铅钎料的研究与发展[J]. 电子工艺技术, 2003, 23(5): 185-191.
[3] 邓晓波, 赵朝辉, 胡强, 等. 无卤焊膏用活性剂的选择及优化[J]. 电子元件与材料, 2014, 33(10): 72-75.
[4] 李涛, 赵麦群, 赵阳, 等. SnAgCu无铅焊膏用活性物质研究[J]. 电子元件与材料, 2009, 28(9): 24-29.
[5] 金泉军, 周浪, 孙韦华, 等. Sn-9Zn无铅电子钎料助焊剂研究[J]. 电子元件与材料, 2005, 24(5): 27-29.
[6] 王伟科, 赵麦群, 王娅辉, 等. 助焊剂活性物质的制备与研究[J]. 电子元件与材料, 2006, 25(3): 33-36.
[7] 许宝库. 国内外松香型助焊剂及松香基焊料的发展动态[J]. 皮革化学, 2000, 17(2): 22-23.
[8] 祝蕾, 雷永平, 夏志东, 等. 无铅焊膏用卤素松香型助焊剂的研制[J]. 电子元件与材料, 2010, 29(3): 38-41.
[9] 孙福林, 张宇航, 蔡志红, 等. 新型无卤素免清洗助焊剂的研制[J]. 材料研究与应用, 2011, 5(1): 49-52.
[10] 刘子莲, 罗道军. 电子相关产品的无卤要求及其检测方法[J]. 电子工艺技术, 2008, 29(3): 131-133.
[11] 陈群, 李英, 黄艳, 等. 无铅无卤焊接用活性物质的研究[J]. 焊接技术, 2011, 40(3): 38-41.
[12] 张文典. 实用表面组装技术[M]. 2版, 北京: 电子工业出版社, 2006: 167-369.
(编辑:陈渝生)
Development of halogen-free low-silver lead-free solder paste
HAO Juanjuan, GU Jian, ZHAO Peng, LEI Yongping, LIN Jian
(The College of Materials Science and Engineering, Beijing University of Technology, Beijing 100124, China)
This paper chose the spreadability as the main evaluation index to determine the activators of halogen-free low-silver lead-free solder paste. By selecting from 10 kinds of organic acid used for flux, adipic acid was manufactured into composite activators with the combination of carboxylic acid X and carboxylic acid Y, and the proportion of three organic acids was optimized. Orthogonal experiments were undertaken in order to adjust the contents of solvent, rosin, surface activator and activator. The results show that the solder paste has good wettability and anti-slump ability without any solder ball when the flux are made from 36% solvent, 35% rosin, 5% surface activator and 6% activator (mass fraction) and the mass ratio of carboxylic acid X to carboxylic acid Y to adipic acid is 1:2:4.
lead-free solder paste; flux; activator; spreading; halogen-free; organic acid
10.14106/j.cnki.1001-2028.2017.03.013
TN601
A
1001-2028(2017)03-0063-05
2016-12-30
雷永平
国家自然科学基金资助(No. 51275006);北京市自然科学基金重点项目资助(No. KZ20110005002)
雷永平(1957-),男,陕西延安人,教授,主要从事电子封装材料研究,E-mail: yplei@bjut.edu.cn ;郝娟娟(1992-),女,内蒙古人,研究生,研究方向为电子封装连接材料,E-mail: S201509011@emails.bjut.edu.cn 。
http://kns.cnki.net/kcms/detail/51.1241.TN.20170310.1146.013.html
网络出版时间:2017-03-10 11:46
猜你喜欢
机电信息(2022年15期)2022-08-08
河南科技大学学报(自然科学版)(2022年4期)2022-04-20
现代制造技术与装备(2022年2期)2022-03-19
电子元件与材料(2021年10期)2021-11-04
陶瓷学报(2021年3期)2021-07-22
电子制作(2017年7期)2017-06-05
电子制作(2017年20期)2017-04-26
焊接(2015年5期)2015-07-18
电子世界(2015年18期)2015-02-06
河南科技(2014年14期)2014-02-27

- 电子元件与材料的其它文章
- Effect of particle size of near-sphere gold powder on microstructure and cambering of Au-metallized low temperature cofired ceramics
- 锰离子掺杂对Ca0.6La0.8/3TiO3微波陶瓷性能的影响
- 烧结温度对Zn-Nb共掺Ba(Zr0.1Ti0.9)O3陶瓷微结构与介电性能的影响
- 钛酸钙、钛镁酸镧及钛锌酸镧系微波介质陶瓷材料研究
- 锂离子电池混合正极材料LiNi0.5Co0.2Mn0.3O2/LiFePO4电化学性能研究
- 平板式外延炉大尺寸硅外延层的均匀性调控