基于MCGS和PLC的珍珠棉烫贴机报警系统设计
2017-03-29 05:38王永雄
电子科技 2017年1期
秦 琪,王永雄
(上海理工大学 光电信息与计算机工程学院,上海 200093)
基于MCGS和PLC的珍珠棉烫贴机报警系统设计
秦 琪,王永雄
(上海理工大学 光电信息与计算机工程学院,上海 200093)
针对目前珍珠棉烫贴机存在调试安装复杂、故障排查难度大且不便于集中监控的问题,设计了一种以PLC为主控制器,MCGS为人机交互的珍珠棉烫贴机报警系统。此系统通过采集传感器、继电器和温控模块的信号,在PLC中进行故障判断和处理,并将故障信息显示和保存于MCGS设计的触摸屏中;同时采用电流互感原理设计了加热管自检装置。实际使用表明,此报警系统具有人机交互友好、自动化程度高、操作简单等优点,能有效提高设备调试安装和故障检测效率。
珍珠棉烫贴机;报警系统;PLC;MCGS;自检装置
珍珠棉又称(聚乙烯)发泡棉,EPE(Expandable Polyethylene),具有质轻、软、抗冲击、隔热、无毒等优良性,因而成为我国一种新型发泡包装材料[1]。 目前珍珠棉深加工行业中,以PLC为核心的珍珠棉烫贴设备得到广泛应用, 通常采用带式输送机进行传送,采用气压传动进行片材烫压。
由于生产过程日趋复杂,系统的工作任务更加多样,致使故障机率增加。因此,一旦发生故障,无法快速准确判断故障发生位置,影响了故障维修效率,容易造成设备损坏,甚至人员伤亡事故。另外,为了保证烫贴的平整性和牢固性,设备在调试安装时,需要对其传送带和气缸运动位置做细致调整,造成安装调试过程难度大且耗时。
为解决上述问题,设计了一种珍珠棉烫贴机报警系统,可处理设备调试和故障维修问题。
1 系统总体设计方案
珍珠棉烫贴机报警系统以PLC为控制器,通过采集传感器、继电器和温控模块的信息,在PLC中进行判断,从而确定相应的报警信息,显示于MCGS设计的触摸屏中。其中,设计的加热管自检装置可单独显示每一根加热管的工作情况。此报警系统主要包括运动检测报警、继电器故障报警、烫板高温报警和加热管工作情况报警。系统总体设计框图如图1所示。
2 系统硬件设计
2.1 硬件组成
该系统涉及逻辑控制和数据运算,选用永宏FBs系列PLC,型号为FBs-40MA,是一种外型小巧的新一代微型PLC,具有24点24 V DC数字量输入(4点可达10 kHz),16点(R/T/S)数字量输出(“T”机型具4点10 kHz输出),一个RS232 或USB通讯端口(最大可扩展到3个),具有价格低、功能强、使用简单、开发方便等优势[2]。
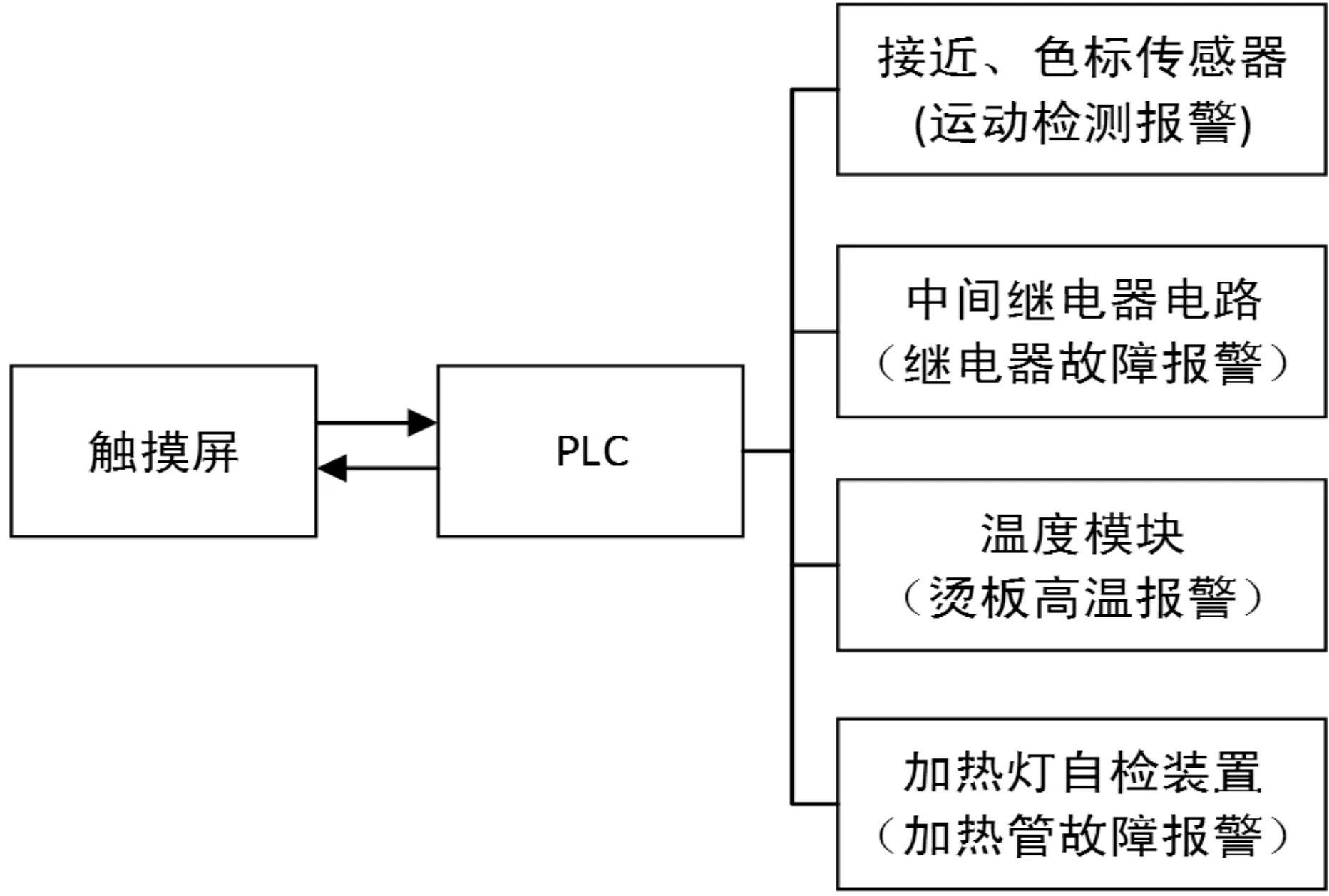
图1 系统总体设计框图
触摸屏选用昆仑通态嵌入式一体化触摸屏,型号为TPC1061Ti,是以Cortex-A8 CPU为核心(主频600 MHz)的高性能嵌入式一体化触摸屏。该触摸屏采用10.2英寸高亮度TFT液晶显示屏(分辨率1 024×600),四线电阻式触摸屏(分辨率4 096×4 096),预装了MCGS嵌入版组态软件[3]。可用于现场数据的采集和监测,前端数据的处理与控制[4]。
为实现预定的报警功能,硬件还包括温度检测模块、接近传感器、色标传感器和加热管自检装置。
2.2 运动检测报警
运动检测报警:珍珠棉物料车运动过程中,检测传送带是否将物料运动到待烫压区域;取料烫料过程中,上下、左右和卸料气缸是否运动到特定位置。将接近传感器安装于烫贴机取料、烫料区中前后运动气缸的前端1和后端2;上下运动气缸的上端3和下端4和卸料气缸端5,如图2所示。

图2 接近传感器安装位置示意图
由PLC采集传感器输入信号确定烫贴机初始位置[5],并根据取料烫料过程中不同气缸端口传感器信号的变化,确定气缸传动的当前位置,接着与控制气缸运动的输出信号进行比较,从而判断气缸伸缩的到位情况。
色标传感器安装于传送带的背部,并根据取料面积来确定色标区域的数量和间隔距离,当传感器检测到色标区域,电机停止运行,将物料送到取料区域。若接收到色标传感器信号后,传送带提前停止或依然运行,PLC根据传送带运行信号与色标传感器信号在一定时间内的变化情况来判断传送带运动故障。将此信号储存于PLC相应寄存器中,在人机界面中进行报警信息存储与显示[6],从而构成了烫贴机的运动检测报警。
2.3 继电器故障报警
继电器故障报警:珍珠棉烫贴机机实现上下气缸、前后气缸、卸料气缸的伸缩及烫板的加热均需要中间继电器的辅助,当出现继电器故障时,此报警可检测出具体为何种继电器故障。
将PLC输出口连接中间继电器线圈,中间继电器的常开或常闭触电连接到PLC的输入点,由PLC的输出信号控制继电器线圈导通,PLC的输入点来判断接受继电器触点是否跳变,将此输入信号与输出信号对比从而判断继电器是否损坏,将此信号存储于PLC相应寄存器中,在人机界面中进行报警信息储存与显示,从而构成了烫贴机的中间继电器故障报警[7]。
2.4 烫板高温报警
烫板高温报警:监测烫板温度,当温度过高时,及时断开加热继电器,并提示报警。
将温度模块串接于PLC上,完成24 V直流电源及温度检测的输入配线,通过热电偶采集烫板温度数据,指定对应缓存器来存储温度值[8]。接着在MCGS软件中进行组态,添加永宏PLC设备通道,关联对应缓存器变量,设置变量报警属性[9],温度上限报警值设置为400 ℃,能有效防止因温度过高而导致珍珠棉片材起火。
2.5 加热管自检装置设计
加热管工作情况报警:根据电流互感原理设计加热管自检装置[10],通过加热指示灯,可判断具体对应加热管的工作情况。由于加热管数量众多且为易损器件,本文设计了一种加热管自检装置,如图3所示。

图3 加热管自检装置示意图
将多个电流互感器组成一个电流互感器组1,其一次绕组2分别与加热管串联,其二次绕组3通过排线与加热指示灯串联,并将加热指示灯与加热管进行编号,当加热管损坏时,一次绕组回路断路,使得二次绕组侧无感应电流产生,对应编号的加热指示灯熄灭,从而构成了加热管工作情况报警。其一次绕组中的加热管和电流互感器组安装于烫贴机烫板区域,二次绕组侧中的加热指示灯安装于烫贴机操作面板区域,方便监视加热管工作情况。此装置为独立硬件电路设计,用于监测每根加热管工作情况。
3 软件设计
本系统中运动检测、继电器故障和烫板高温报警,都需要PLC进行判断,并于MCGS界面中进行显示,因此软件部分包含PLC程序设计、触摸屏组态和通讯设置。
3.1 PLC程序设计
此程序显示了报警的判定过程,如图4所示。假设继电器A的线圈与PLC的输出Y1连接,其常开触电与X1连接,对应传感器与X2连接。当Y1导通时,依次判断X1和X2是否导通,确定继电器故障和运动检测故障,同时在此过程中,持续判断温度大小,从而判定高温报警。
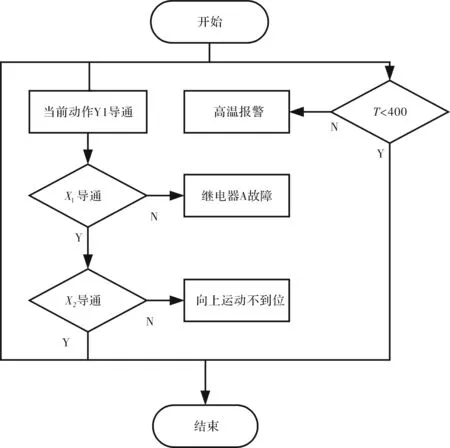
图4 PLC报警程序流程图
3.2 触摸屏界面
MCGS界面组态由3个部分组成:主窗口、历史报警窗口和参数设备窗口[11]。

图5 MCGS主界面图
主窗口:主要包括当前报警信息显示、电机、加热板和风扇的运行状态显示、温度显示、产品统计显示和手自动按钮。当出现运动故障、继电器故障或烫板温度过高时,在报警栏中会闪烁出现相应的报警信息,提醒用户或设备维护人员及时处理故障[12]。主界面如图5所示。
历史报警窗口:用于保存和记录设备的报警信息,便于维护人员排查故障。
参数设置窗口:用于修改PLC的寄存器中的数据,从而改变烫贴机的烫贴时间和传动带运行速度等,进而调节烫贴效果。
3.3 通讯设置
打开先前建立好的MCGS工程文件,在工作台的设备窗口中点击“设备组态”,并打开设备工具箱,依次添加“通用串口父设备”和“永宏PLC”到组态画面,然后配置相应参数,使触摸屏与PLC实现双向实时通讯[13],参数设置如图6所示。

图6 通讯参数配置图
4 应用效果
本文通过MCGS组态、PLC程序设计及电路设计[14],创建了一套完整的珍珠棉烫贴机报警系统。经现场测试,本系统满足预定的功能需求,具体可从以下几方面验证。
(1)报警响应准确及时。当出现运动检测报警、继电器故障报警或烫板高温报警时,HMI界面显示相应报警信息,历史报警界面保存记录此信息,且蜂鸣器提示用户此设备工作异常。当加热管损坏时,前面板上的指示灯显示熄灭,通过熄灭指示灯对应的编号,可准确找出具体损坏的加热管,加热管自检装置实物如图7所示;
图7 加热管自检装置实物图
(2)提高设备调试安装效率。设备送往现场,需重新调试安装,此时可调节为手动模式,在触摸屏上点动运行气缸和传送带,通过运动检测报警监视单步运行状态,有效提高了调试安装效率。此报警系统的加入,可在原有基础上缩短30%安装调试时间;
(3)降低维护难度、易损部件更换简单。设备中继电器和加热管为易损部件,通过继电器故障检测和加热管自检装置,可监测此易损部件的工作情况,出现继电器故障或加热管损坏时,可依据界面中显示对应的继电器或加热管故障,断电后自行更换,节省了维护成本,降低维护难度。
5 结束语
基于MCGS和PLC的珍珠棉烫贴机报警系统在硬件和软件上采用模块化的设计方法[15],通过合理的PLC报警程序设计、自检电路设计和MCGS人机界面设计,使得该系统具有良好的人机交互、操作简单、报警响应迅速和自动化程度高等优点,能有效提高设备安装调试和故障维修的效率,为设备长时间有效运行提供了有力的保障。本报警系统的设计理念可以移植到其他机加工领域,拥有良好的应用价值。
[1] 重庆捷成塑胶有限责任公司国内市场部. 高发泡(EPE)包装材料应用及其设备制造技术现状分析[J].国外塑料,2008,26(3):56-59.
[2] 永宏电机股份有限公司. FBs-PLC使用手册[M].台湾:永宏电机股份有限公司,2013.
[3] 北京昆仑通态自动化软件科技有限公司. mcgsTpc系列教程[M].北京:北京昆仑通态自动化软件科技有限公司,2009.
[4] 曹辉,马栋萍,王暄.组态软件技术及应用[M].北京:电子工业出版社,2009.
[5] 凌志辉,邹昊,黄涛,等.二轴缠绕机 PLC 控制系统的设计[J].自动化仪表,2014,35(5):30-33.
[6] 李丙林,魏红波,尤文.基于PLC和触摸屏的大功率开窗机控制系统设计[J].电子科技,2014,27(12):73-76.
[7] 李辉,魏国亮.基于STM32与人机的淤泥抓斗车控制系统设计[J].电子科技,2015,28(8):126-129.
[8] 王鑫.电气设备的在线监测与故障诊断[D].济南:山东大学,2005.
[9] Yangang X,Han W,Xingqi L,et al.Monitor system design for machine electric spindle based on MCGS[J].Journal of Networks,2010,3(12):248-252.
[10] 石荣章,谭魏.电流互感器的选用及误差校验[J].电气应用,2011(11):64-66.
[11] 朱璐.MCGS组态软件在自动加药机系统中的设计与实现[D].长沙:湖南大学,2012.
[12] 孙鹏.基于MCGS和PLC烟气连续监测系统的研究[D].沈阳:东北大学,2009.
[13] 郭宗仁,吴亦锋,郭宁明.可编程控制器应用系统设计及通信网络技术[M].2版.北京:人民邮电出版社,2009.
[14] 王菊叶,高瑞敏.基于MCGS和PLC的电机测控系统设计[J].制造业自动化,2012,34(6):123-125.
[15] Bhaskarwar T V,Giri S S,Jamakar R G. Automation of shell and tube type heat exchanger with PLC and LabVIEW[C].India:International Conference on Industrial Instrumentation and Control (ICIC) College of Engineering Pune,2015.
Design of Alarm System of EPE Heat-Bondable Machine Based on MCGS and PLC
QIN Qi,WANG Yongxiong
(School of Optical-Electrical and Computer Engineering, University of Shanghai for Science and Technology,Shanghai 200093, China)
Aiming at the problem of EPE heat-bondable machine, such as complex debugging, difficult troubleshooting and uneasy to centralize for monitoring, this paper designs an alarm system by using the PLC as the main controller,MCSG as the Human-Machine Interaction. The system carries out failure judgment and processing in PLC by acquiring the signal of senors,relays and temperature control module. Displaying and storing the fault information in touch screen designed by MCGS. The self-checking unit of heating pipe is designed by current mutual inductance principle. The practical application indicates that the alarm system meets the pre-functional functional requirements with the advantages of good human-computer interaction, high automation and easy operation, can effectively improve the efficiency of the equipment commissioning and fault detection.
EPE heat-bondable machine; alarm system; PLC; MCGS; self-checking unit
2016- 03- 17
秦琪(1991-),男,硕士研究生。研究方向:工业控制。王永雄(1970-),男,博士,副教授。研究方向:机器人设计及控制等。
10.16180/j.cnki.issn1007-7820.2017.01.041
TP277.1
A
1007-7820(2017)01-150-04
猜你喜欢
装备制造技术(2021年1期)2021-05-21
河北农机(2020年10期)2020-12-14
装备制造技术(2019年12期)2019-12-25
模具制造(2019年4期)2019-06-24
知识就是力量(2018年7期)2018-07-11
凿岩机械气动工具(2017年2期)2017-07-19
科技创新导报(2016年9期)2016-05-14
工业设计(2016年11期)2016-04-16
中国铸造装备与技术(2015年5期)2015-12-10
河南科技(2014年12期)2014-02-27