
阔叶木杨木机械浆制浆工艺的初步研究
2017-03-29 09:57李绍雄何小飞
华东纸业 2017年1期
李绍雄 何小飞
(江西晨鸣纸业有限责任公司,江西 南昌 330013)
阔叶木杨木机械浆制浆工艺的初步研究
李绍雄 何小飞
(江西晨鸣纸业有限责任公司,江西 南昌 330013)
重点研究阔叶木杨木机械浆制浆工艺,主要对原料的选择、片预处理、磨浆、漂白、除渣器的控制等主要工艺参数进行初步的研究分析。
阔叶木杨木机械浆 制浆工艺 浆料杂质控制
0 前 言
我国阔叶木杨木机械浆制浆造纸起步迟、进展慢,在人们心目中阔叶木浆一直被看作“填料浆”,等同于草类纤维,而不予以重视。直到最近几十年里才慢慢地发生了变化,明显增加了阔叶木制浆造纸比重。相对于针叶木机械浆,阔叶木杨木机械浆纤维具有细腻、白度高、易磨浆等特点,对于改善纸张表面性能、提高纸张白度、光泽度、匀度及降低生产成本有着积极意义。
为此,从纤维原料的选择、化学品的选用、浆料的处理、配方的调制、生产流程工艺参数的优化等方面进行分析和试验,制定出了一套合理的生产工艺。
1 原料的选择
目前我公司收购阔叶木原料主要有杨木、桉木,两者在纤维特性、白度、化学品耗用量方面差异较大,为此进行了试验,得出对比数据如表1所示。

表1 杨木、桉木两者各类数据对比
通过对比,杨木在白度、纤维细腻性、化学品耗用量均占有较大优势,因此,确定选用杨木为主要原料。
2 预处理段工艺确定
木片预处理主要作用是在磨浆前将木片进行提前处理、软化和撕裂木片,同时将木片中含有的一些杂质通过高温、洗涤去除掉,具体数据如表2所示。
通过试验,最终确定预处理段工艺参数为:预蒸仓温度80~90 ℃,预蒸仓液位50%~60%,木片撕裂机扭矩70~80 kN/m。
3 磨浆工艺参数
磨浆机的作用主要是通过盘磨中磨齿处理将木片磨成纤维状,而在磨浆过程中,磨浆浓度、负载、游离度等指标直接决定了纤维的质量如表3所示。

表3 磨浆工艺参数
通过表3中数据说明,随着磨浆机负载的提高、磨浆浓度的提高,浆料游离度和纤维长度都有所降低。从造纸角度来说,一般阔叶木纤维长度不能低于0.5 mm,否则不利于纸张强度、留着率的控制。根据表3得到的数据,确定了工艺参数为:负载600~700 kN/m,磨浆浓度40%~45%,磨浆游离度630~660 mL。
4 H2O2漂白工艺参数确定
漂白,顾名思义就是通过化学品作用提高浆料白度。目前我公司用于漂白的化学品主要有H2O2、NaOH/Na2SiO3、螯合剂,为了寻找各种化学品最佳工艺配置,做了如下试验,结果见表4。
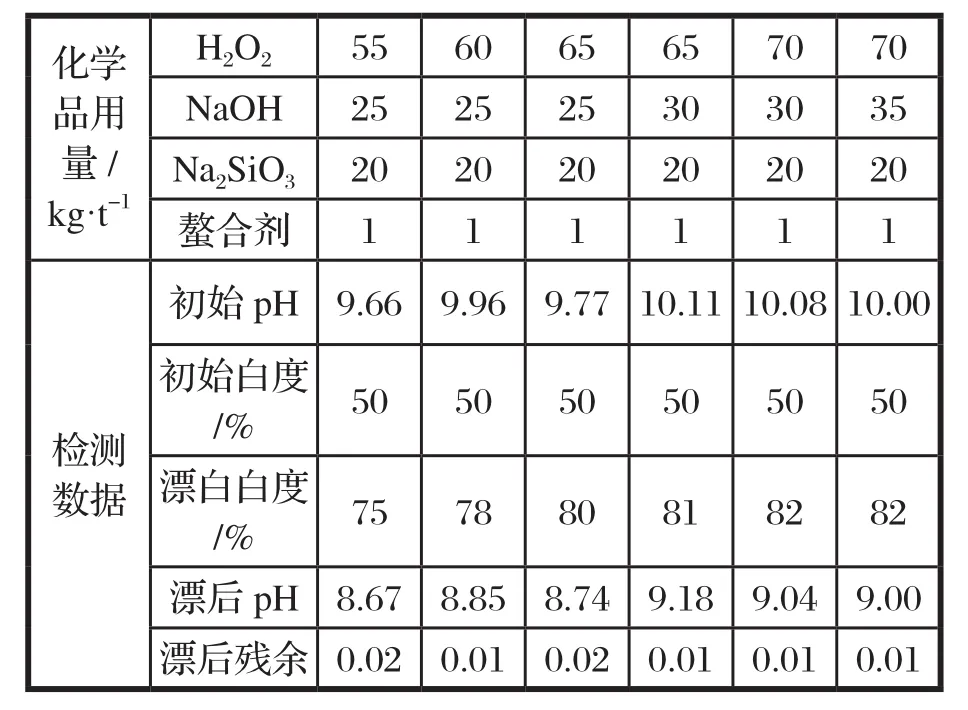
表4 化学品用量的最佳配置
通过以上数据分析,最佳化学品用量H2O2:60~65 kg/t、NaOH:25~28 kg/t、Na2SiO3:20~22 kg/t、螯合剂:1~1.5 kg/t。
5 浆料杂质问题的控制
(1)尘埃问题。收购来的原料,不可避免混有很多树皮及各种杂质。此混合物对于浆料质量会带来很大的影响。为此,我们采用了如下措施:①降低地坑进料螺旋的转速,延长木片和杂质筛选设备停留时间,加强杂质筛选效果;②车间加大木片的存放和风干时间(一般要求2个月);③增加预浸渍化学品用量,软化木片,分解杂质;④加强上料工段人工拣选效果。
(2)浆料中透明点控制。浆料中的透明点主要来源于石细胞和漂白后化学品残余物。①石细胞。为厚壁细胞或异异形细胞的一种,大致为正多角型,不分枝。细胞壁显然增厚且木化,壁显有清楚的层状结构,分化出单一的或分枝的管状纹孔。石细胞在除渣器处取样抄片手感明显,呈颗粒状,很坚硬,在纸张压光后形成透明点。因此,分析后通过除渣器可以排除,在生产时注意控制好除渣器参数,特别是时刻关注排渣比例;②漂白后化学品残余物。硅酸纳在中性偏酸性或者温度骤然降低的情况下,析出二氧化硅晶体,不溶于水,压光后在纸面形成透明点。解决办法:保持系统漂白pH值在10~11,不用温度过低的清水稀释漂白浓浆,加强除渣器排渣效果。
6 结束语
通过研究与摸索,最终生产出杨木机械浆质量指标如下:白度≥78%,游离度:150~180 mL,pH值:6.5~7.5,纤维长度:0.55~0.65 mm。生产出的纸张替代了轻涂纸进行测试,纸张的细腻性、光泽度、粗糙度等指标得到明显改善。
猜你喜欢
关东学刊(2022年3期)2022-10-14
环境卫生工程(2022年2期)2022-05-05
造纸信息(2021年12期)2021-09-08
山东林业科技(2019年2期)2019-06-03
江河文学(2018年4期)2018-11-12
中国造纸(2017年8期)2017-09-15
天津造纸(2016年1期)2017-01-15
中国造纸(2015年7期)2015-12-16
中国造纸(2015年3期)2015-05-23
中国造纸(2013年8期)2013-01-26
