
WINDRUM-M复卷机切刀定位控制系统设计
2017-03-29 09:57:06朱其祥包冰映
华东纸业 2017年1期
朱其祥包冰映
(1.福建船政交通职业学院 信息技术与工程系,福建 福州 350007;2.厦门黎明电气技术有限公司,福建 厦门 361024)
WINDRUM-M复卷机切刀定位控制系统设计
朱其祥1包冰映2
(1.福建船政交通职业学院 信息技术与工程系,福建 福州 350007;2.厦门黎明电气技术有限公司,福建 厦门 361024)
依据工程实例论述的切刀定位控制系统,由上位机系统、S7-400PLC、S120伺服系统、刀位置测量传感器、现场操作面板、刀移动装置及切刀装置等组成。论述了WINDRUM-M复卷机纵切刀自动定位系统组成及控制要点。该控制系统可以缩短切刀定位时间,以提高复卷机效率,所以对高速大型纸机其配套复卷机的运行具有显著作用。
纵切刀 复卷机 伺服系统 磁致伸缩传感器
0 前 言
纵切刀为复卷机纸卷分切装置,将纸机卷取的纸卷分切为用户要求的宽度、长度或卷径的成品纸卷。现对高速大型纸机配套的复卷机的运行效率要求越来越高,通常情况下复卷机的运行速度要达到纸机车速的2.5倍。复卷机运行设计车速受到多个因素的影响:
(1)机械设备因素;
(2)生产纸种限制;
(3)成品纸卷直径限制[1]。
特别是生产小卷径和大定量纸时,复卷机运行在不断加速和减速过程,即复卷机尚未加速到达设定车速时就自动减速停车。目前复卷机最高设计车速达2 800 m/min。在提高复卷机的运行效率上,并不是无限制提高运行车速,而是如何缩短复卷机换卷时间。换卷时间包括有几个部分:卸纸过程动作时间、更换纸芯、引纸、切刀定位。其中前3个部分时间是基本固定也无法压缩,所以缩短切刀定位时间是提高复卷机效率的一个重要因素,特别是车速在2 000 m/min以上的复卷机,对分切产品变化频繁的场合都必须配备纵切刀自动定位系统,以提高复卷机运行效率,并且可排除因手动对刀人为因素的偏差造成不合格品。现介绍WINDRUM-M复卷机纵切刀自动定位系统组成及控制要点。
1 系统组成
复卷机切刀定位控制系统主要由上位机系统、S7-400PLC、S120伺服系统、刀位置测量传感器、现场操作面板、刀移动装置及切刀装置等组成。系统图见图1。
1.1 上位机系统
采用工控机和SIEMENS WINCC V6.2控制软件,控制画面[2]见图2,与PLC通过工业以太网连接实现以下功能。
(1)参数设定:操作参数、系统参数;
(2)操作和监控:实现刀移动、选择控制;
(3)报警:用于故障报警,及时查找故障;
(4)诊断:传感器及刀状态诊断;
(5)数据归档:保存分切及其他历史数据,归档数据可保存3个月;
(6)配方:根据生产纸种和分切数据设定、选择配方便于操作;
报表:提供1天、3天、1个月报表用于统计分析,也可人工选择报表时间。
1.2 S7-400PLC
PLC选用CPU 414-2DP带有CP443以太网通信模块,现场级采用Profibus-DP通信协议。连接现场IO站ET200M、ET200S、位置传感器、Sinamics S120伺服系统。操作监控通过CP443采用ProfiNet通信协议连接MP277、KP8及上位机系统[3]。

图1 切刀定位控制系统图

图2 切刀定位控制画面
1.3 S120伺服系统
伺服系统采用CU310 DP Control Unit;PM340 power section15.00 kW; Synchronous servo motor 1FT/1FK8.80 kW。 SINAMICS S120 可以实现矢量控制和伺服控制,对于复杂任务的单机和多机传动来说,是一种理想的传动解决方案。SINAMICS S120 覆盖功率范围从 0.12 ~ 4 500 kW,且可配用多种控制单元,用于完成特定的传动任务,几乎可以用于所有复杂的传动应用。S120 能够以矢量、伺服和 V/f 模式运行。它们可以对所有驱动轴完成速度和转矩控制功能和其他智能控制功能,可以拖动 Siemens 的所有低压电机,如异步电机,还有同步电机。集成的 PROFIBUS DP 接口保证轻松地集成到整个自动方案中。PROFINET 提供一种全新的高速工业以太网通信。SINAMICS S120 具有以下特性[4]:
(1)高性能单机和多机传动的矢量/伺服控制;
(2)全功率扩展;
(3)SINAMICS 安全集成功能;
(4)支持各种冷却形式(空冷/液冷);
(5)提供各种高性能整流的方式;
(6)工业 IT 的集成概念;
(7)模块化系统设计;
(8)基于 Drive-Cliq 的电子铭牌配置。
1.4 刀位置测量传感器
位置传感器选用磁致伸缩位移传感器,具有以下特点:
(1)坚固可靠工业用位移传感器;
针对企业的会计财务管理人员操作不熟练、技术水平不高的现状,要加强对财务部门工作人员的培训,一方面要提高他们对ERP系统的认识,改变传统的工作方式;另一方面要提高他们的具体业务操作能力,只有财务人员熟练掌握ERP系统各个流程的具体操作方式,才能指导其他部门录入信息的准确性和及时性。同时,企业也要加强对除了财务部门以外员工的培训和指导,提高全员的综合素质。只有企业各个部门都熟悉和掌握了ERP系统,才能保证整个系统的运行更加顺畅。
(2)直线测量,绝对值输出;
(3)LED指示灯诊断功能;
(4)无接触测量,没有磨损;
(5)超高精度,分辨率最高为5μm;
(6)非线性度低于0.01%;
(7)重复精度达0.001%;
(8)Profibus-DP输出位置速度;
(9)多磁铁位置测量,每个传感器可测量多达15个磁铁位置。
本实例中选用RH系列长度6 000 mm带10个测量位置。通过Profibus-DP与PLC通信,在10个磁铁位置情况下数据更新时间为3.55 ms。
1.5 现场操作面板
(1)现场操作和位置显示;
(2)现场传动侧机架配置一个MP277-10面板用于刀位置显示及手动操作控制;
(3)现场切刀处安装有5个KP8操作键盘,每两把切刀配置一个。通过KP8手动选择和移动切刀。
1.6 刀移动装置及切刀装置
切刀装置包括:定位移动滑杆、刀架的定位锁定臂、锁定控制气囊、固定轨道、顶刀支架、底刀支架。
定位移动执行机构:伺服马达经减速机减速后再通过涡轮减速机构同时驱动底刀和顶刀移动杆。移动杆的移动带动锁定在移动杆上的刀实现对各把刀的定位。当要求移动某一把切刀时,通过上位机或现场触摸屏或KP8键盘选择要移动的切刀,相应刀架的底刀和顶刀锁定电磁阀得电,定位气囊加气将刀架锁定在底刀和顶刀的移动杆上。此时操作<<(快速向左)、<(向左)、>(向右)、>>(快速向右)移动杆带动对应底刀、顶刀同步移动,而未选择的刀则不动。移动时可选择1把或多把刀同时移动。
2 系统功能
复卷机切刀定位控制系统见图3,主要功能有:
(1)能够实时显示10把刀的实际位置,位置测量精度达0.1 mm;
(2)能够根据需要选择刀;
(3)能够根据设定宽度,一键完成快速自动定位;
(4)根据需要可现场或触摸屏或上位机手动调整;
(5)定位控制精度要求达0.1 mm;
(6)系统上电后具有自动回零功能;
(7)刀移动过程具有限位保护和超限保护功能,刀与刀之间具有限位保护防止碰撞功能;
(8)系统故障时具有在线诊断和在线帮助及报警功能;
(9)纸幅中心位置可根据需要设定±100 mm;
(10)连锁和安全保护功能;
(11)复卷纸幅收缩自动补偿;
(12)纸芯间距补偿;
(13)灵活配方功能,由20个配方数据可供选择;
(14)中文界面,支持中文/英文在线切换;
(15)报表功能:1天分切报表、3天分切报表、1个月报表;
(16)数据归档,可保持3个月;
(17)系统能够与其他上位管理系统连接,接收分切数据。
3 定位算法
3.1 刀实际位置计算
刀实际位置计算见图3。

图3 刀实际位置计算
参数说明:
(1)slitter_1_pos:来自位置传感器测量值1…10 ,32位整数,单位0.1 mm;
(2)Correction_1:修正值设定1…10。32位浮点数,单位 mm;
(3)Inside_knife:使用圆刀的内侧切纸=1,16位整数,其中位0…9对应刀1…10 ;
(4)KnifeWidth_1:实际圆刀的宽度。32位浮点数,单位 mm;
(5)Left_motor:电机在圆刀的左边=1 ,16位整数,其中位0…9对应刀1…10 ;
(6)MagnetOffset_1:测量位置磁环离圆刀边的距离。32位浮点数,单位 mm;
(7)Meas_act_1:来自位置传感器实际测量值1…10 ,32位浮点数,单位 mm ;
(8)Point_act_1:经修正后刀的位置实际测量值1…10 ,32位浮点数,单位 mm。
3.2 刀移动距离计算
刀移动距离计算见图4。
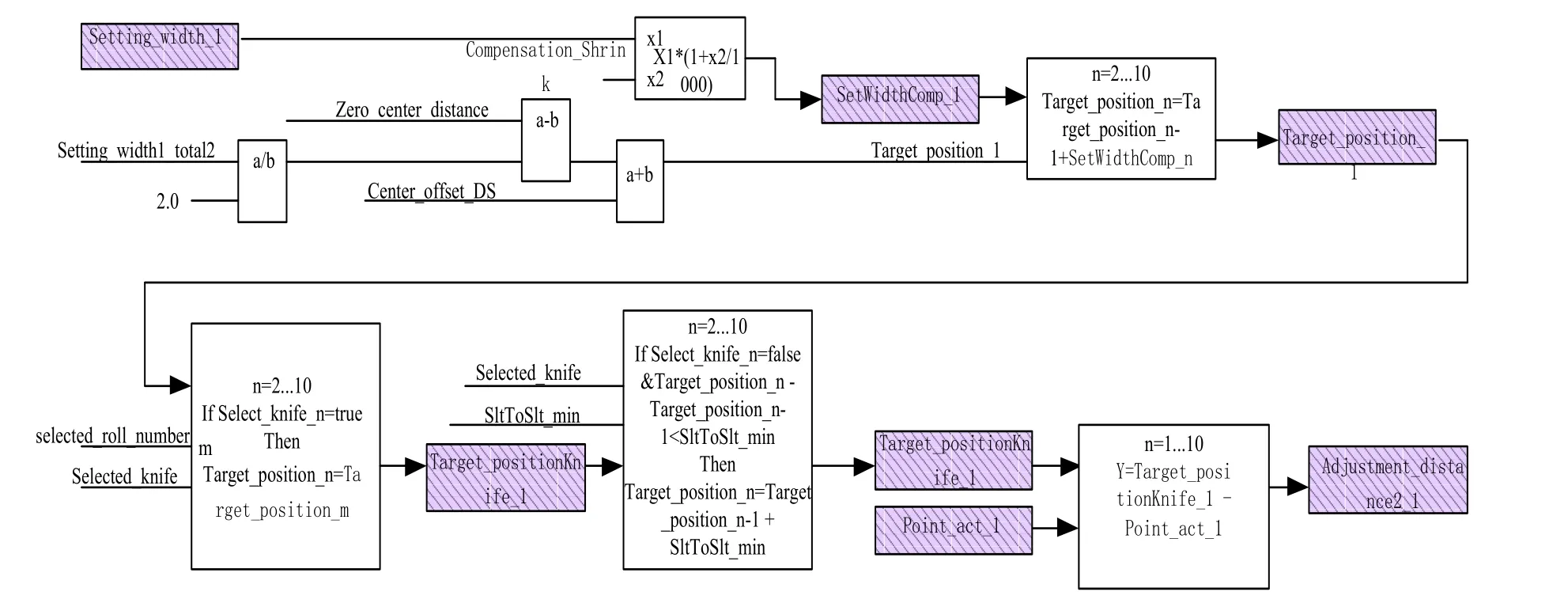
图4 刀移动距离计算
参数说明:
(1)Setting_width_1:设定分切宽度1…9 ,32位浮点数,单位mm;
(2)Compensation_Shrink:纸幅收缩补偿设定值0%~5% ,32位浮点数;
(3)SetWidthComp_1:补偿后分切宽度1…9 ,32位浮点数,单位mm;
(4)Setting_width1_total2:设定分切宽度总和,32位浮点数,单位mm;
(5)Zero_center_distance:零点离设备中心的距离,32位浮点数,单位mm;
(6)Center_offset_DS:中心点偏移量设定,32位浮点数,单位mm;
(7)Target_position_1:切刀定位的目标位置1…10 , 32位浮点数,单位mm;
(8)selected_roll_number:根据设定宽度数量计算分切的辊数量,16位整数;
(9)Selected_knife:设置选择分切的刀=1,16位整数,其中位0…9对应刀1…10 ;
(10)Target_positionKnife_1:计算定位切刀的目标位置1…10 , 32位浮点数,单位mm;
(11)SltToSlt_min:切刀之间的最小间距,32位浮点数,单位mm;
(12)Adjustment_distance2_1:刀实际位置与目标位置的偏差值1…10 , 32位浮点数,单位mm。
3.3 自动定位控制
定位控制中包括有两个位置测量:
(1)伺服马达本身定位控制,由伺服系统直接定位,其位置信号即移动杆的位置。
(2)刀位置由磁致伸缩位移传感器测量。定位过程是通过刀位置的设定值与刀实际位置的偏差值作为伺服马达MDI控制方式位移设定值,由锁定机构对各刀进行移动定位。由于移动杆有效行程只有600 mm,若刀定位行程超出移动杆有效行程则需要移动杆返回、定位多次来回移动。
在系统定位控制启动前,PLC计算10把刀的目标偏差值存储在Adjustment distance2_1…10。为提高系统定位效率,在定位控制时同一方向偏差同时移动,从最小偏差的刀开始依次定位,当最大偏差值定位完毕其他同方向的刀也就定位完成。避免移动杆的多次重复来回移动,通过优化运行正常情况下移动竿仅需移动1、2次即可完成10把的定位。控制流程图见图5。
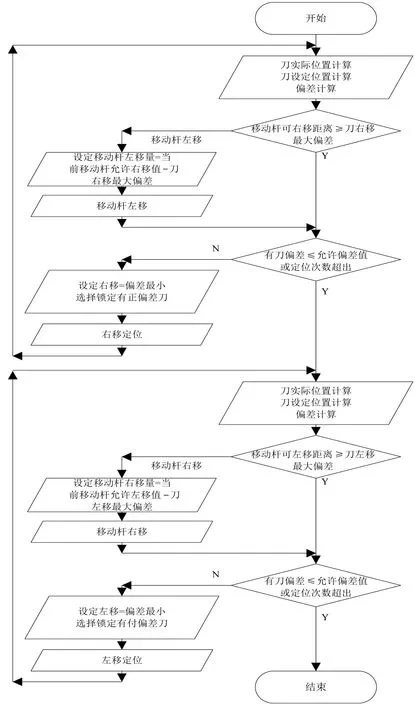
图5 自动定位控制流程图
4 结束语
该系统操作性强,可多地操作,允许上位机手动、自动定位;现场HMI手动、自动定位;KP8按键式面板手动操作。定位控制精度在系统中主要取决于切刀的刀架的执行机构,影响最大的是刀架的锁定块动作产生位置的移动。刀架定位完成后气囊通气将刀架固定在固定轨道上时会产生位移,当移动量超过设定偏差时将会出现定位偏差,此时应该维修或更换刀架。另外一种情况是测量误差减少,本身磁致伸缩位移传感器不会产生偏差,引起偏差的原因是固定在底刀刀架上的磁环支架产生偏移[5],所以磁环支架应固定牢靠,不要碰撞和大的震动,以免引起松脱。
目前该系统已经投入运行一年多,系统工作稳定,表明系统设计合理可靠。对提高复卷机效率和纸机的运行效率已经起到了显著作用。
[1] 景兵辉. 复卷机传动控制系统方案选择与分析比较[J].中国造纸,2012,31(10):54.
[2] 苏昆哲.深入浅出西门子WinCC V6[M]. 北京:北京航空航天大学出版社,2005.
[3] 西门子(中国)有限公司.深入浅出西门子运动控制器-SIMOTION实用手册[M].北京:机械工业出版社,2013.
[4] 郭艳萍,李晓波. 基于Profibus-DP总线的复卷机控制系统设计及实现[J].工业仪表与自动化装置,2009(2):89.
[5] 张学敏. 3150复卷机不停产更新改造的方案设计[J].中华纸业,2012,33(8):78.
单位:福建交通职业技术学院,信息技术与工程系
地址:福州市仓山区首山路80号
邮编:350007
电话:13905910539
Email:403357789@qq.com
2、包冰映(1967-),男,汉,高级工程师。长沙铁道学院(现中南大学)工业电气自动化专业,1991,本科。主要从事DCS、PLC、交直流传动等工业自动化系统开发应用。
单位:厦门黎明电气技术有限公司
地址:厦门市集美区新田路86号
邮编:361024
电话:18259262566
Email:bybao@126.com
A control system of slitter locating for WINDRUM-M Ewinder
ZHU Qixiang1BAO Bingying2
(1.Fujian Communications Technology College, Fuzhou, Fujian 350007,China 2.Xiamen Liming Elec-Energy Co.,Ltd. ,Xiamen, Fujian 361024,China)
Based on the project instance, the paper discuss a control system of slitter locating.The control system include supervisory control system, S7-400PLC, S120 servo system, magnetostrictive displacement sensor, field operation panel, shift device of slitter and slitter device etc. The paper introduce the constituent part and Control points of automatic positioning system for WINDRUM-M ewinder. The control system can shorten locating time in order to enhance ewinder efficiency. The system be provided with high speed and large-scale paper machine in efficiency.
Slitter; Ewinder;Servo system;Magnetostrictive Displacement Sensor
1.朱其祥(1965—),男,汉,副教授/高级工程师。福州大学电气工程系,1986,本科。清华大学计算机系,2005,工程硕士。主要研究方向为仪器仪表的智能化和工业自动化控制等。
猜你喜欢
中国造纸(2022年9期)2022-11-25 02:20:34
中国造纸(2022年8期)2022-11-24 09:43:38
电脑报(2021年11期)2021-07-01 08:26:31
生活用纸(2020年9期)2020-09-07 11:40:18
生活用纸(2019年6期)2019-02-13 13:20:21
船电技术(2017年1期)2017-10-13 04:23:24
电子技术应用(2016年3期)2016-12-03 07:39:22
生活用纸(2016年10期)2016-04-06 02:33:03
中国造纸学报(2015年1期)2015-12-16 19:35:27
中国造纸(2015年7期)2015-12-16 12:40:50
