
压力容器开孔补强结构设计
2017-03-20 03:59:22刘汉鹏陆佳丘永樑高卫陈丽艳
辽宁化工 2017年7期
刘汉鹏,陆佳,丘永樑,高卫,陈丽艳
压力容器开孔补强结构设计
刘汉鹏,陆佳,丘永樑,高卫,陈丽艳
(中集安瑞科能源装备(苏州)有限公司,江苏 苏州 215137)
在压力容器设计过程中,开孔补强设计计算是至关重要的一个环节,对于开孔补强结构设计应考虑结构合理、制造方便、经济实惠的原则,保证压力容器安全性和实用性前提下,延长压力容器使用寿命,降低压力容器制造成本和运作风险。本文通过对常用压力容器开孔补强三种设计方案进行论述和分析,总结出不同压力容器工况下开孔补强结构的选择依据,在保证压力容器质量的基础上,进行科学、经济、合理的开孔补强结构设计。
压力容器; 开孔补强; 结构合理; 制造方便
在压力容器设计中,开孔是为了安装接管、人孔、仪表实现压力容器功能、安全等的需要,然而有效合理压力容器开孔补强结构设计是保证压力容器安全的基本要求,同时补强结构设计也影响着压力容器成本。压力容器圆筒形或锥形部分或成型封头上开孔的形式最好是圆形、椭圆形或长圆形,当椭圆形或长圆形孔的长短径之比大于2时,应增强短径方向的补强,以避免由于扭转力矩产生过度变形。
在设计开孔补强时必须要考虑在开孔或者接管区附近增加壳体或接管壁厚来补偿因开孔所削弱的压力容器本体的强度,通过增加壳体或接管壁厚来降低开孔接管处的应力峰值来保证压力容器的强度和安全。开孔补强结构设计计算方法有等面积方法和分析方法。
等面积补强法是一补偿开孔局部截面的拉伸强度作为补强准则,等面积补强法对开孔边缘的二次应力的安定性问题是通过限制开孔形状、长短径之比和开孔范围(开孔率)间接加以考虑,使孔边缘的局部应力得到一定控制,开孔等面积方法适用于压力作用下壳体和平封头上的圆形、椭圆形开孔。当在壳体上开椭圆形或长圆形孔时,孔的长径与短径之比应不大于2.0,适用范围:
(1)在筒体、封头上开圆孔、椭圆孔或长圆孔。非圆孔的/≤2。
分析法适用范围:
开孔补强分析法是根据弹性薄壳理论得到的应力分析方法,用于内压作用下具有径向接管圆筒的开孔补强设计,其适用范围如下:
1 等面积补强理论基础
1.1 开孔应力集中现象
若壳体未开孔时的名义应力为,开孔后的最大应力为max,则应力集中系数的定义为=max/,通常情况下,在各种孔形中,圆孔的应力集中程度最低,因此,GB150-2011对开孔形状进行限制。根据弹性力学解,可得到无限平板开小圆孔的单项拉伸时应力集中系数:

根据弹性力学叠加原理,可以方便的得到其他情况下的应力集中系数,图1、图2、图3提供了常见开孔边缘的应力集中现象。
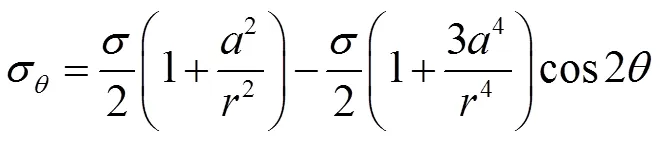
图1为单向拉伸时的应力集中,图2为等值双向拉伸应力集中,类似球壳小开孔,图3为双向拉伸应力集中(2=0.5),近似薄壁圆柱壳开小孔的应力集中。

图1 为单向拉伸时的应力集中

图2 为等值双向拉伸应力集中
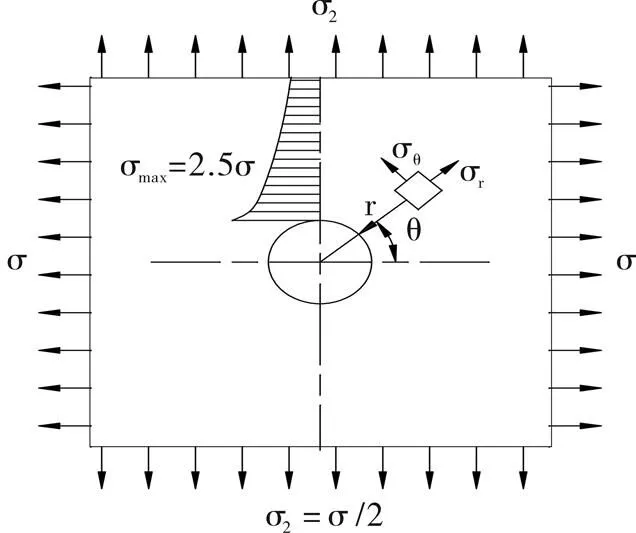
图3 双向拉伸应力集中
2 开孔受力特点
压力容器壳体开孔以后,一般总需设置接管或人孔等,开孔边缘可引起三种应力:
(1)局部薄膜应力。压力容器壳体一般承受均匀的薄膜应力,即一次总体薄膜应力。壳体开孔后,开孔边缘应力分布很不均匀,在离开孔边缘较远处,应力几乎没有变化,而增大的应力则集中分布在开孔边缘,因此在开孔边引起很大的薄应力,即所谓的局部薄膜应力。
(2)弯曲应力。容器开孔以后,一般设置接管、人孔、仪表等。为使两部件在连接点上变形相协调,则必然会产生一组自平衡的边界内力(包括剪力与弯矩)。这些边界内力将在壳体的开孔边缘及接管端部引起局部的弯曲应力,这部分应力属于二次应力。
(3)峰值应力。在壳体开孔边缘与接管的连接处还会产生一种有益应力集中现象造成的分布范围很小而数值很高的应力,这部分应力分为峰值应力。
可见,在压力容器由于开孔使开孔边缘造成比较复杂的应力状态。
3 开孔补强结构设计方案及应用
所谓开孔补强,是指在压力容器开孔之后,为了提高开孔周围材质抗压强度因开孔强度降低而进行补救的方法。因此,开孔补强在压力容器生产、使用过程中起着至关重要的作用,保障压力容器发挥自身功能和延长压力容器使用寿命。开孔补强结构设计需要根据压力容器结构特点,在开孔补强结构设计具体实施中,可以根据开孔位置、数量、以及对容器的其他需求等因素,在压力容器设计过程中比较常用可以分为三种:第一种为补强圈补强,第二种为整体补强,第三种为厚壁接管补强。
3.1 补强圈补强结构设计
补强圈补强结构设计思路主要是在压力容器壳体开孔周围一定范围内,紧靠接管贴焊一块补强板,来增大壳体因开孔而削弱的承载面积,因承载面积的增大,开孔边缘的应力集中现象减弱,峰值应力降低。多年的制造、使用实践证明,在补强圈设计过程中,补强圈的位置对峰值应力产生较大的影响。补强圈比较均匀贴合在压力容器内外侧,不会引起压力容器材料、结构的不对称,从而可以避免因结构不连续产生的附加弯矩和相应的弯曲应力。
在产品生产、制造过程中,补强圈材料与壳体材料相同,补强圈与壳体之间很好贴合,一般以全熔透焊缝焊接在接管和壳体上。补强圈与压力容器器壁连接一般为搭接焊接,形状有较大的变化,焊缝处会存在较高的局部应力,同时在焊接过程中会对容器产生较大的约束作用,在焊缝冷却过程中会有材料的冷却收缩,从而在角焊缝容易出现裂纹,特别对于高强度材料,因此在焊接制造过程中应采用焊前预热、焊中限制层间温度、焊后热处理等措施,防止补强圈与容器壳体焊缝之间裂纹产生。
补强圈与壳体之间为搭接焊接,抗疲劳性能差,补强后壳体的疲劳寿命仅为无开孔壳体的70%,因此补强圈补强不适宜使用在高温、高压、载荷反复波动工况的压力容器。
采用补强圈补强时,应遵循下列规定:
壳体和补强圈钢材的标准抗拉强度下限值σ≤540 MPa。
补强圈厚度小于或等于1.5δ
壳体名义厚度δ≤38 mm。
3.2 整体补强结构设计
整体补强是将开孔所在处元件整体加厚,而不另加其它补强元件,提高开孔处材质的等级和强度,从而保证压力容器的质量及其完整性。对于圆筒和平板,整体加厚的厚度按壁厚设计公式引入开孔削弱系数计算;对于其它凸形封头,则按局部补强要求进行补强计算,按满足补强时的封头厚度作为整体封头的厚度。
在压力容器对补强质量要求较高时,在开孔补强设计过程中应尽量选择整体补强方式。对于压力容器处于较为容易氧化、容易发生腐蚀、温度变化剧烈的环境,以及壳体材料为高强度钢(R>540 MPa)和铬钼钢制造的容器,应采用整体补强(即增加壳体的壁厚)或者采用局部整体补强元件的补强方法。
整体补强理论推导
根据GB150-2011《压力容器》可知,壳体开孔所需补强面积为:



补强区内的焊缝面积为3,补强区内另加补强面积为4,则根据等面积补强原理,

将(1)-(3)式代入(4)得:
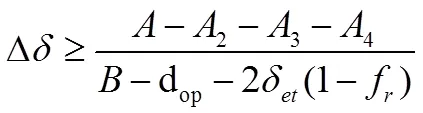
因此整体补强壳体最小厚度为:

3.3 厚壁接管补强结构设计
厚壁接管补强设计通常是根据压力容器使用工况和材料性能来决定的,通过选择合理的材料可使金属强度及特性得到有效的保障。要想使补强的效果得到有效运用,应加大整个接管的流通面积,接管材料还需选择低于容器壳体强度等级的厚壁接管材料。
厚壁接管补强结构设计特点:(1)因厚壁接管处于开孔最大应力区域,从而可以有效降低孔边的应力集中。另外和壳体形成整体,可以弥补补强圈结构抗疲劳性能差的缺陷,同时可以极大的降低温差应力,高温、低温、压力急剧波动、极度有毒介质工况都可以采用。(2)厚壁接管与壳体之间的焊接一般为对接接头,对接接头焊缝组织和性能更容易保证,避免焊接缺陷。(3)大开孔孔边缘弯曲应力及应力集中系数比较大,严重时应力集中系数在6~9,该工况下通常的补强设计方法很难满足结构设计要求,然而厚壁接管所补强的面积正处于应力集中的孔边缘区域,可以有效的降低应力集中现象,满足压力容器补强结构设计需求。
尽管厚壁管补强有上述的优点,但并不是可以增加接管壁厚来满足补强不足的要求,根据长期的设计、实践经验,当厚壁管超过1.75倍壳体厚度后,在增加接管厚度基本上对开孔补强作用不大,对于这种工况应采用增加接管厚度和壳体厚度相结合的方案做开孔补强设计计算。
4 结 论
开孔补强结构设计是压力容器设计中不可缺少的一部分,保障压力容器安全使用和延长使用寿命起到至关重要的作用,同时也影响着压力容器设计、制造成本。因此在压力容器设计过程中,应根据不同压力容器结构特点、使用工况不同,选择合理有效的开孔补强方案或者相结合的补强方案,保证压力容器安全性和实用性前提下,降低压力容器的运作风险。
[1]寿比南,陈钢,郑津洋,等.GBI50—2011《压力容器》[S]. 北京:中国标准出版社,2012.
[2]付双武. 压力容器开孔补强设计的应用分析[J]. 中国设备工程,2017(2):93-94.
[3]孙昕.开孔补强设计在压力容器设计中的应用研究[J]. 化工管理,2016 (14): 55.
[4]孙兴梅.压力容器设计及容易忽视的问题[J]. 江汉石油科技,2013,(2): 77-79.
[5]裴召华.压力容器厚壁管补强[J].石油化工设备,2009(8):14-15.
[6]李华.厚壁补强接管与厚壁筒体连接结构型式的设计优化[J].技术研发,2013,20(8):61-62.
Opening Reinforcement Design of Pressure Vessels
,,,,
(CIMC ENRIC Energy Equipment (Suzhou) Co., Ltd., Jangsu Suzhou 215137, China)
The opening reinforcement design and calculation are very important links in the design of pressure vessels. Under the premise of ensuring the safety and practicability of pressure vessel, reasonable structure, convenient manufacture process and economical principle in the structure design should be considered in order to extend the service life, reduce the manufacturing cost and operation risks. In this paper, three common design methods of pressure vessel opening reinforcement were discussed and analyzed, how to select suitable opening reinforcement structure under different conditions was summarized. It's pointed out that scientific, economic and reasonable method should be used to design the opening reinforcement structure under the ensuring the quality of pressure vessel, use.
pressure vessel; opening reinforcement; reasonablestructure; convenient manufacture
2017-04-20
刘汉鹏(1983-),男,工程师,工学硕士,河南省新乡市人,2011年毕业于常州大学化工过程机械专业,从事低温压力容器研发工作。
TQ 015
A
1004-0935(2017)07-0703-04
猜你喜欢
减速顶与调速技术(2022年3期)2022-02-11 11:26:36
装备制造技术(2020年4期)2020-12-25 05:26:12
湖南大学学报·自然科学版(2019年3期)2019-05-29 11:18:54
制造技术与机床(2019年4期)2019-04-04 12:22:10
纤维复合材料(2018年4期)2018-04-28 08:45:34
广东技术师范大学学报(2016年5期)2016-08-22 09:07:26
石油化工建设(2016年4期)2016-02-27 15:03:16
焊接(2016年2期)2016-02-27 13:01:22
中国光学(2016年1期)2016-02-09 02:33:27
大型铸锻件(2015年1期)2016-01-12 06:33:06
