
微车后桥中段上下半体及背盖的冲压工艺分析
2017-03-16 15:50周登发
山东工业技术 2017年5期
周登发

摘 要:三段式冲压焊接整体桥壳与铸造整体式桥壳等相比,其优点有:制造工艺简单、材料利用率高、废品率低、质量小 (仅为铸造整体式桥壳的75%左右)、工作可靠、生产率较高和制造成本较低,同时具有足够的刚度与强度等等优势,本文主要分析微车后桥壳中段上下半体及背盖的冲压工艺分析。
关键词:微车后桥桥壳;制造工艺;冲压
DOI:10.16640/j.cnki.37-1222/t.2017.05.011
1 后桥壳工序介绍
后桥壳是汽车的重要零件之一,当在动载荷条件下时,要求桥壳在具有足够的强度和刚度,因为它起着支承汽车荷重的作用,同时它还是主减速器、差速器及驱动车轮传动装置的外壳。再同等条件下还应该力求减小桥壳的总体质量。另外桥壳还应具备结构简单,制造成本低,便于保证主减速器拆装、维修、保养、调整等等优点。
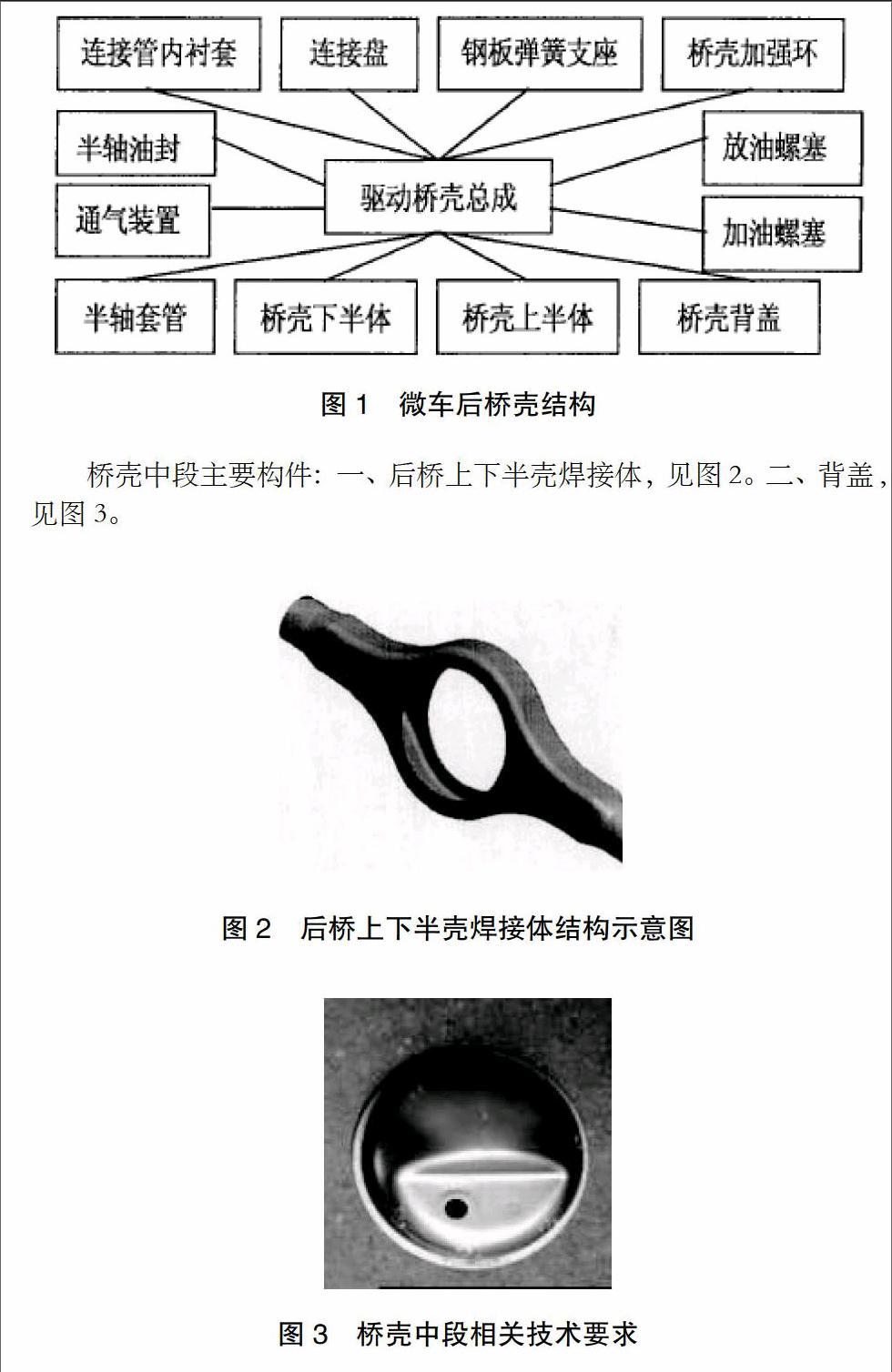
现今在微车行业中因三段式冲压焊接整体式桥壳制造工艺简单、制造成本低等优势,使其成为是后桥壳最普遍使用的结构形式,其结构组成如图1。
桥壳中段主要构件:一、后桥上下半壳焊接体,见图2。二、背盖,见图3。
2 后壳盖工艺技术分析
后桥上下壳体是一个外形非常复杂的零件,成型后不需要整形、切割就直接焊接上/下半壳体以目前的制造技术是不太可能实现的,生产中要得到合格的冲压壳体,一般要经过以下几道冲压工艺:一、落料;二、拉延成形;三、打平;四、切两端头;五、切两边;六、冲孔。
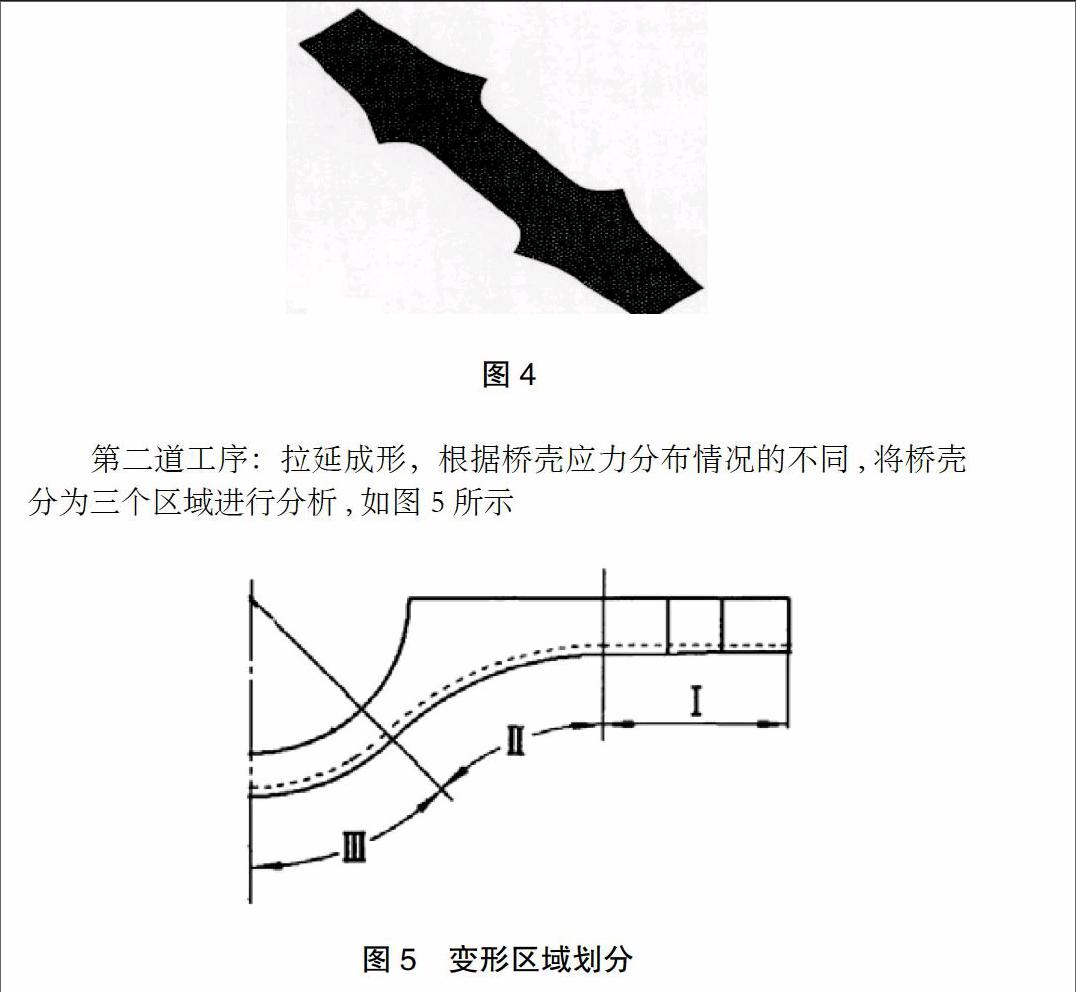
第一道工序:落料,经过实践,把其形状设计为带角带圆弧的可以避免拉延成形时纵向和横向严重起邹。见下图4。落料工序边角毛刺必须保持在图纸要求的公差范围内,否则对后面的工序会有不同程度的影响!
第二道工序:拉延成形,根据桥壳应力分布情况的不同,将桥壳分为三个区域进行分析,如图5所示
拉延成形工序是上凸模在冲压机滑块的作用下把落料件送入下凹模里的过程。在成形前用定位块完全限制好它的平面自由度,当冲压机滑块下行时,上凸模与落料件接触,并开始弯曲成形。随着冲压机滑块的进一步下行,上凸模压着落料件进入下凹模中,最后压紧成形。冲压机滑块上行后,成形后的零件由于钢材的回弹作用与退料块留在凹模中,最后推料块成形的零件顶出凹模,再由人工或机械手取出。
Ⅰ区域可以把它近似看成U形零件的弯曲,主变形是区圆角部分,受压应力是材料的内层,受拉应力是材料外层。
Ⅱ区域在零件成形的过程中材料厚度有变小的趋势。零件底面部分因为受到较大压应力作用,所以在零件成形的过程易于产生失稳而出现凹陷变形。
Ⅲ区域圆角部分应力、应变与弯曲相似,侧壁在径向受拉应力的同时,周向受到压应力的作用,因此侧壁材料厚度有增大的趋势,在成形过程中零件容易产生起皱现象。
在生产过程中模具的凸凹模间隙值的大小对弯曲件质量有直接影响。间隙过大,则回弹也大,零件的尺寸和形状不易保证;间隙过小,会使零件边部壁厚减薄,降低模具寿命,且弯曲力大,必须选择合理的凸凹模间隙,间隙小一些,起皱区域小,桥壳的质量和后续加工性能得到保证而随着间隙值的减小,工艺力却大幅增加,对成行设备和模具提出了更高的要求,需要更高吨位的设备和更高质量的模具。在实际应用中应该综合考虑设备条件,包括成形设备和后续切割焊接设备条件,以及对桥壳零件的精度、质量等的要求确定合理的凸凹模间隙值。
在这道工序中必须保证整个零件最高高度值与把零件平铺在水平面上的平面度符合图纸要求。
综上所述,拉延成形工序注意事项是预防侧面起皱,零件表面发生拉伤等。同时,如图6所示开口处的尺寸必修保持在一定的尺寸范围,才能保证下一道工序打平时得到开口处的尺寸在合格范围,面1,2,3,4的平面度也要保持在一定的尺寸范围,以保证后面切边工序时有足够的边料。同时,成形阶段零件表面不允许有拉伤,否则也会影响后面的工序!
第三道工序,打平,首先,该工序常出现的问题是定位不稳,打平出来的各个零件误差大,这样就会引起切两端和切两边时主要尺寸无法保证。在打平过程中一旦调好模具就得把定位点焊死;其次,因为该零件的表面是过度面,很难保证打平模上下模能很好地接触,常出现有些点打不着的现象,该现象也只能靠现场人工修复,同时加强整个模具纵横向的定位;再次,如果拉延成形时壳体开口尺寸太大,在打平过程中因为材料的回弹性,也无法把零件打平到合格的尺寸!
第四道工序,切两端头,第一、该工序必须保证刃口锋利,切后的零件不能有毛刺,否则会严重影响到下到工序的,如果上模的型腔不合格在切两端时零件的开口尺寸会变大,这时得对型腔进行人工修复!第二、零件的定位必须保证零件对称切两端头,一般调好定位后就点焊死!
第五道工序,切两边,这道工序常引起的问题是切两边后,上下壳体合并时左右互相错开、上下面互相错开达不到图纸要求,左右错开一般是由模具的左右定位引起的,一般需要调好定位后点焊死,上下错一般是由切边时模具间隙难于保证或者刃口不锋利引起切边时把壳体的开口尺寸拉大,这样我们只能加大模具的修复工作!另外为了保证切边时零件尺寸的稳定性,还得增加一个气夹定位装置来实现零件的稳定性。
第六道工序,冲孔,该工序容易在冲孔的过程让零件的开口尺寸增大,引起该问题的主要原因是零件与下模的接触不稳定造成的,出现该问题时需要我们及时修复下模,保证零件的定位接触良好。
后盖冲压主要工艺如下:一、落料;二、拉延成形;三、打平;四、切边冲孔;五、手工去毛刺。后盖冲压工艺常出现的问题如下:
(1)后盖选用的材料是为一定厚度的的钢材,刚开始落料为正方形状,经过批量生产我们发现该零件在拉延成形中会出现撕裂现象,图7所示。
經过现场工艺技术分析:发现该零件在拉延成形过程中侧壁变薄不一致,特别是成形四个角对应的壁厚出现严重拉延变薄现象。经过不断的现场实践及分析,我们发现当把落料改为圆形即落料为圆板材料时发现后盖拉延成形的壁厚得到大大的改善,因此我们决定采用落料为圆板料来拉延成形,此后的批量生产再也没有出现过后盖侧壁被拉裂的现象过。
(2)后盖打平位置如图8所示,该地方的平边度要求比较高,一般不能大于0.05mm,在切边冲孔工序时,废料切断刃口要保持锋利并及时清除废料,否则在该工序会引起零件报废,冲出的孔大小要在图纸要求的公差范围内,并且毛刺要小,否则就得调整修复凹凸模。
参考文献:
[1]于斌.冲压焊接式驱动桥壳成形过程数值仿真研究[D].山东:山东大学硕士学位论文,2007.
[2]刘为.汽车后驱动桥壳有限元分析[D].合肥:合肥工业大学硕士学位论文,2012.
[3]徐迎强.汽车桥壳机械式整体成形关键技术研究[D].合肥:合肥工业大学硕士学位论文,2012.
[4]郝克巧.微车后桥壳设计加工中的相关技术研究[D].南京:南京理工大学硕士学位论文,2010.
[5]崔晓鹏,刘海峰,金玉刚.中重型商用汽车桥壳发展现状及趋势.长春:长春工业大学材料科学与工程学院[D].一汽铸造有限公司技术中心[R].2008.
猜你喜欢
机电信息(2022年9期)2022-05-07
中小企业管理与科技·上旬刊(2017年1期)2017-01-06
科技创新与应用(2016年34期)2016-12-23
中国市场(2016年41期)2016-11-28
现代兵器(2016年10期)2016-10-26
湖南大学学报·自然科学版(2015年8期)2015-09-06
中国科技纵横(2015年4期)2015-04-14
计算机辅助工程(2014年5期)2014-10-30
