
C/PTFE和PbO2电极同时作用氧化降解甲基橙废水实验研究
2017-03-15 02:27罗胜铁全俊爱
绿色科技 2017年24期
罗胜铁,全俊爱,沈 丽
(1.唐山学院 环境与化学工程系,河北 唐山 063000;2.对外经济贸易大学 公共管理学院,北京 100029)
1 引言
染料废水主要来源于染料及染料中间体生产加工以及织物染色、印花、整理等工序,具有COD高,可生化性差;色度高,成分复杂等特点。其中偶氮染料是使用最多的一类,占有机染料产品总量的半数以上,绝大多数偶氮染料由于含有复杂的芳香基团而难以被生物降解脱色,一直是印染废水的处理难点之一。目前,染料废水的处理技术有物化法、絮凝法、化学氧化法、生化法、光催化氧化法、电化学法等[1]。
电催化氧化法是通过电催化过程中产生氧化性极强的 OH 羟基自由基与有机物之间发生反应,破坏其分子结构,达到去除有机物的目的,具有易建立密闭循环和无二次污染等优点[2-4]。近年来,电催化氧化技术作为发展较快的新方法,在染料废水处理领域成为研究热点。
本实验通过合理的电催化反应器设计,采用电催化氧化方法,以PbO2阳极、炭/聚四氟乙烯(C/PTFE)氧还原阴极,在涤纶隔膜电解槽中,利用阳极氧化和阴极还原产物的氧化同时作用处理甲基橙废水并考察相应的处理效果。
2 电极材料与实验方法
2.1 电极的选择和制备方法
电极的电催化特性是电催化技术的核心内容,可通过变换电极基体材料和用有电催化性能的涂层对电极表面进行修饰改性而实现。
本实验选用PbO2电极为阳极,自制C/PTFE氧还原电极为阴极,研究其对甲基橙模拟废水的处理效果[5~7]。
C/PTFE氧还原阴极的制备方法如下:将一定质量的石墨粉和聚四氟乙烯乳液(PTFE)用无水乙醇混合,超声搅拌20 min,使石墨和PTFE分散均匀,在恒温水浴(60~80℃)中不断搅拌,直至混合成凝聚膏体,将凝膏体辊压制成厚约0.2 mm的碳膜,将压好的两片碳膜附着在不锈钢网上,用液压机将碳膜和不锈钢网复合好,将复合好的电极用蒸馏水煮沸0.5 h,然后在90 ℃干燥2 h备用。
2.2 电解体系隔膜的选择
为避免两极产物的混合,防止在电极表面或溶液中发生副反应和次级反应,从而影响产物纯度、收率和电流效率,甚至发生危及安全的事故,综合考虑采用涤纶隔膜来分隔阳极和阴极区[8~10]。
2.3 实验装置
实验装置见图1所示。自制有机玻璃电解槽(60 mm×45 mm×80 mm),有效容积为130 mL,阴阳极室体积比为1∶1。采用PbO2电极为阳极,自制的C/PTFE气体扩散电极为阴极,极间距为0.5 cm,阳极和阴极的有效面积均为34 cm2,在电解槽内放置涤纶滤膜。压缩空气通过槽体底部的多孔板向反应器内曝气[5]。

图1 电解实验装置示意
2.4 实验方法
采用阴、阳极同时作用处理浓度100 mg/L的甲基橙模拟废水。电解质Na2SO4浓度为0.02 mol/L,用0.5 mol/L的H2SO4和NaOH调节溶液pH值,在一定的条件下进行降解实验。采用重铬酸钾法测定COD计算去除率,采用分光光度法在470 nm测定甲基橙模拟废水的吸光度并计算其脱色率,试验中采用PHS-3C测定仪测定溶液pH值。
3 实验结果与讨论
3.1 阴阳极同时作用氧化降解甲基橙影响因素的研究
3.1.1 曝气量对甲基橙脱色效果的影响
在电流密度30 mA/cm2,阴、阳极室内甲基橙脱色率随曝气量的变化情况见图2、图3。

图2 曝气量对阴极室甲基橙脱色的影响

图3 曝气量对阳极室甲基橙脱色的影响
从实验结果来看,较高的曝气量和较低的曝气量对废水脱色的效果均不是太好,说明曝气时对电极表面的供氧量直接影响了阴极室内氧化剂的生成和对废水的氧化作用。
对于阳极室内甲基橙脱色率受曝气量影响明显小于阴极室,依据脱色效果,结合上述对阴、阳极室脱色率的分析,选用曝气量为1.2 L/min。
在此条件下,阳极室、阴极室甲基橙模拟废水在电解80 min时脱色率均可达到90%以上。
3.1.2 电流密度对废水脱色效果的影响
选用曝气量为1.2 L/min,考察不同电流密度对废水处理效果的影响,结果见图4、图5。
阴极室内脱色效率基本与电流密度呈现正相关,即随着电流密度增加,脱色率效果越好。
阳极室内废水脱色效率与电流密度的关系较阴极室为缓和,脱色率的变化比较平缓。实验结果显示,在相同时间内,电流密度增加,提高了电极反应速率,废水脱色效果越好,且废水脱色率随着时间延长而逐渐提高,同时由于水里有机物浓度的下降使脱色率趋向稳定。但电流密度过大将降低电流效率,综合考虑,实验中选取电流密度30 mA/cm2。
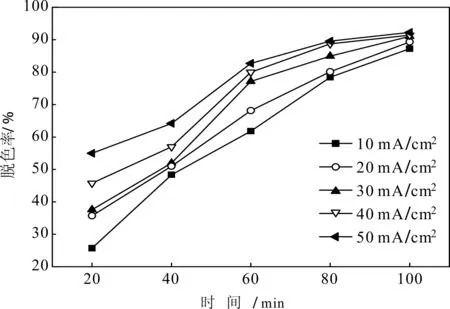
图4 电流密度对阴极室甲基橙脱色的影响
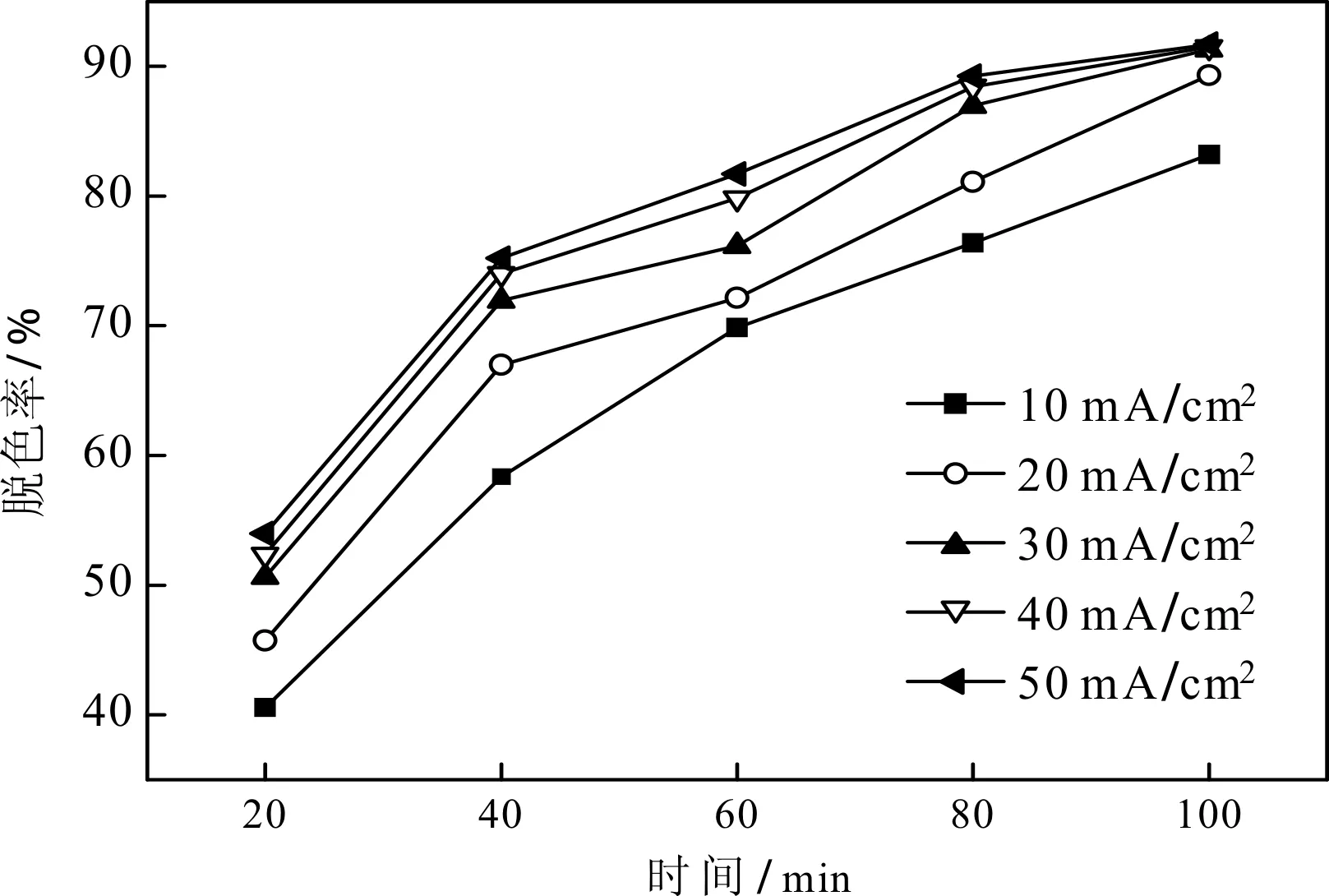
图5 电流密度对阳极室甲基橙脱色的影响
3.1.3 初始pH值对废水脱色效果的影响
调节甲基橙模拟废水的初始pH值,研究初始pH值对甲基橙脱色效果的影响,结果见图6、图7。

图6 初始pH值对阴极室甲基橙脱色的影响
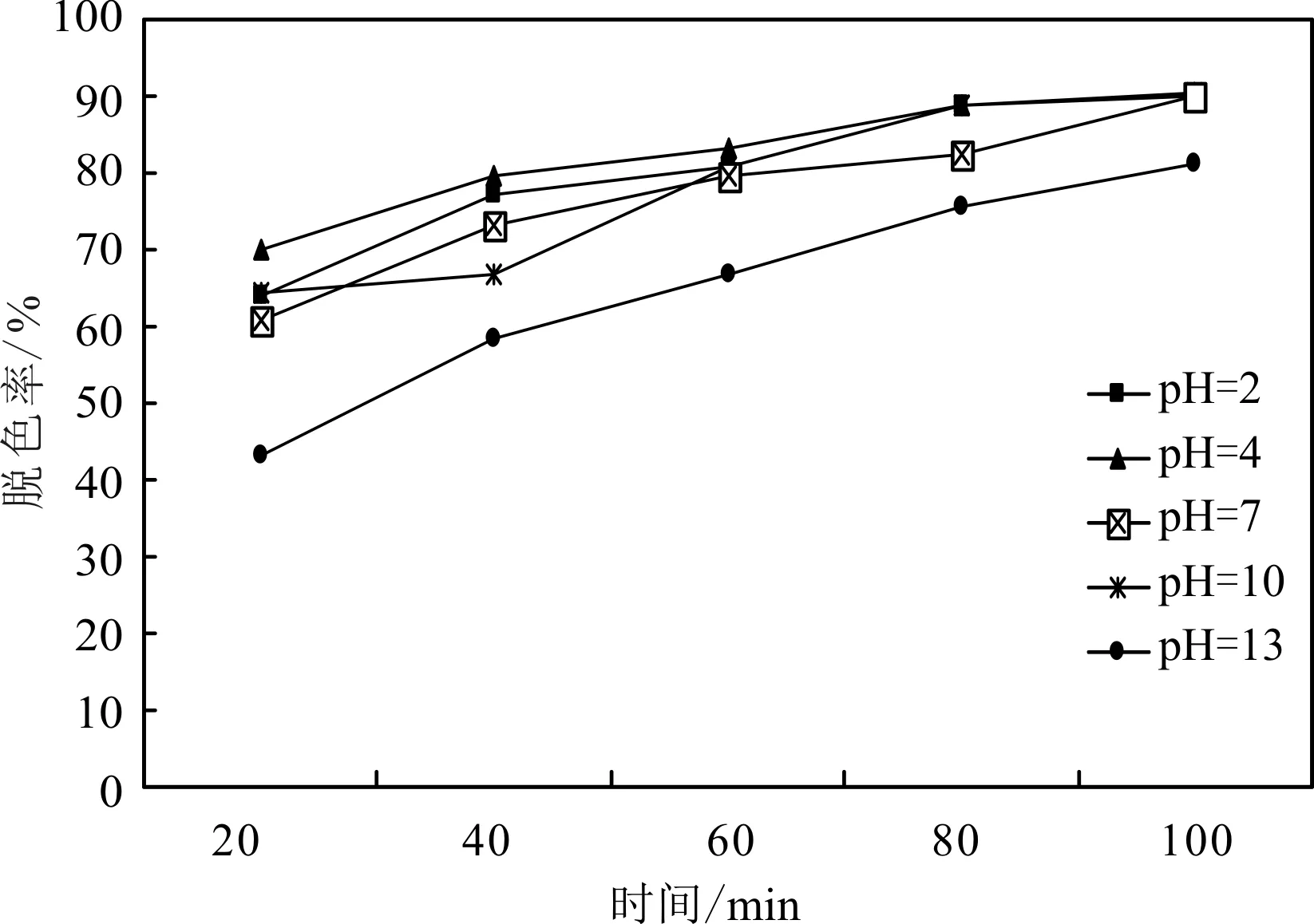
图7 初始pH对阳极室甲基橙脱色的影响
由图6、图7可以看出,pH对阴极室电化学氧化甲基橙的脱色效果有一定的影响且影响程度大于阳极室,但pH值在2~10之间区别不太明显,对甲基橙脱色效果差异不大。脱色率在80 min后趋于稳定。其中,pH值为13时的碱性条件下,由于电催化产生的H2O2容易分解从而导致了脱色效果较差。
3.2 甲基橙废水COD去除率随时间的变化
在曝气量为1.2L/min,电流密度30 mA/cm2,pH值为7的条件下,考察甲基橙模拟废水COD去除率随时间的变化,结果见图8。

图8 甲基橙模拟废水COD去除率随时间的变化
由图8可知,甲基橙废水经阴、阳极电催化氧化作用降解程度较大,COD去除率随电解时间的延长逐渐升高,相同时间,电流密度越高,脱色效果越好。

4 结论
(1)在涤纶隔膜电解体系中,阴、阳极室同时作用催化氧化降解甲基橙模拟废水取得了较好的效果。实验结果表明,适当的曝气量有利于甲基橙的降解;甲基橙的脱色率和COD去除率随电流密度增加而升高,初始pH在2~10之间范围内对甲基橙的脱色效果影响不明显。
在pH值为7,曝气量1.2 L/min,电流密度30 mA/cm2的条件下,反应时间80 min,甲基橙废水脱色率可达到90%以上,且脱色效果阳极室好于阴极室,COD去除率可达到85%以上,COD去除效果阴极室好于阳极室。
(2)通过电催化反应器设计、阴极材料的研制与优选,可实现利用电催化活性的PbO2阳极的氧化作用和C/PTFE氧阴极还原产生的强氧化剂H2O2共同降解水中的有机污染物,提高了降解有机污染物的电流效率、降低能耗。无需另外加入其他氧化剂,不会产生二次污染。
[1]仁南琪,周显娇,郭婉茜,等. 染料废水处理技术研究进展[J]. 化工学报, 2013,64(1):84~94.
[2]孙亚军.电催化氧化处理染料废水的研究现状与展望[J]. 环境保护与循环经济, 2014,34(12):53~56.
[3]刘丽丽,温 青,矫彩山,等.电催化氧化处理难降解有机废水的研究进展[J].化学工程师, 2005,120 (9):33~34.
[4]胡大波,杜 聪,邱 玉.电催化氧化技术深度处理染料废水研究[J]. 中国资源综合利用, 2016,34(7):34~36.
[5]罗胜铁,沈 丽. 电催化氧化降解含酚工业废水的实验研究[J]. 唐山学院学报, 2014,27(3):70~72.
[6]杨雅雯,康爱彬,余伟发,等. 钛基氧化物涂层电极在污水处理方面的实验研究[J]. 环境工程学报, 2009,3(3):470~474.
[7]温 青,张宝宏,殷金铃,等. 掺杂PbO2/Ti电极的制备及电催化性能分析[J]. 大庆石油学院学报, 2006,30(3):69~71.
[8]于秀娟,王 辉,乌 兰,等. 隔膜电解体系内苯酚降解效果的研究[J]. 材料科学与工艺, 2004,12(3):303~306.
[9]Brillas E, Sauleda R, Casado J. Use of an acidic Fe/O2 cell for wastewater treatment:degradation of aniline[J].Journal of Electrochemical Society, 1999,146(12):4539~4543.
[10]孙晓君,冯玉杰,蔡伟民, 等. 废水中难降解有机物的高级氧化技术[J]. 化工环保, 2001,21(5):264~269.
猜你喜欢
再生资源与循环经济(2022年9期)2022-11-20
农产品加工(2022年9期)2022-06-17
机电信息(2022年9期)2022-05-07
食品工业(2022年3期)2022-03-25
军民两用技术与产品(2021年10期)2021-03-16
安徽农学通报(2018年2期)2018-06-21
有色金属材料与工程(2017年4期)2017-09-18
科技创新与应用(2017年11期)2017-04-27
江苏农业科学(2015年9期)2015-10-20
