“双高”原料气耐硫变换工艺及QDB催化剂在4 000 kt/a煤制油项目中的应用
2017-03-09 00:49:31李天波
肥料与健康 2017年6期
李天波
(神华宁夏煤业集团有限责任公司 宁夏银川 751400)
神华宁夏煤业集团有限责任公司(以下简称神华宁煤公司)4 000 kt/a煤炭间接液化示范项目于2016年12月21日打通全工艺流程并产出合格产品。该项目的煤气化装置采用24台西门子GSP炉和4台神宁炉,净化工艺采用鲁奇低温甲醇洗技术,费托合成及产品加工采用中科合成油浆态床F- T合成技术、加氢精制及裂化技术,变换装置采用青岛联信催化材料有限公司“双高”(高水气比、高CO含量)原料气耐硫变换工艺技术。
4 000 kt/a煤炭间接液化示范项目变换工艺技术和变换催化剂均由青岛联信催化材料有限公司提供。变换系统共分为6个系列(1#~6#),每个系列分为变换装置和未变换装置,变换装置设置2台串联的变换炉,未变换装置设置2台有机硫水解槽,单系列变换装置处理气量以有效气(CO+H2)计为529 868.5 m3/h(标态)。变换系统于2016年10月27日一次投运成功并实现了首次低负荷正常开工,截止至2017年5月,共有3个系列变换装置投入正常运行。以1#变换装置为例,“双高”原料气耐硫变换工艺及QDB系列催化剂在神华宁煤公司煤制油项目中的应用情况介绍如下。
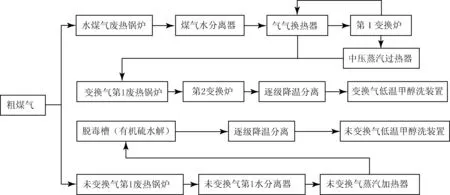
图1 变换装置工艺流程
1 工艺流程
神华宁煤公司变换装置工艺流程如图1所示。来自气化装置的粗煤气进入变换装置(单系列)后分为2股,其中一股粗煤气(约占总体积的44%)称为未变换气,首先进入未变换气第1废热锅炉,然后进入未变换气第1水分离器分离冷凝液,再进入未变换气蒸汽加热器,利用系统输出的350 ℃过热蒸汽提温至215~220 ℃进入脱毒槽(内装有机硫水解催化剂),在脱除粗煤气中杂质的同时,将粗煤气中的COS等有机硫转化成便于后工段脱除的H2S;出脱毒槽的未变换气通过回收热量逐级降温分离冷凝液后送下游未变换气低温甲醇洗装置。另一股粗煤气(约占总体积的56%)进入变换装置水煤气废热锅炉,将粗煤气的水气比调整至0.70~0.90以后进入煤气水分离器;出煤气水分离器的粗煤气进入气气换热器与出第1变换炉的变换气进行换热,温度上升至230~260 ℃进入第1变换炉进行变换反应;出第1变换炉的变换气进入2台并联的换热器(一台为气气换热器,用于加热进入第1变换炉的粗煤气;另一台为中压蒸汽过热器,用于将界区外以及系统自产的绝压2.7 MPa、温度228 ℃的中压饱和蒸汽过热至350 ℃左右);出2台换热器的变换气混合后(温度约300 ℃)进入变换气第1废热锅炉,变换气温度降至210~240 ℃后进入第2变换炉继续进行变换反应;出第2变换炉的变换气含CO体积分数约为7.3%(干基),通过回收热量逐级降温分离冷凝液后送下游变换气低温甲醇洗装置。
2 QDB催化剂的工业应用
2.1 催化剂的装填
为了保证催化剂装填均匀,采用分层装填,即每装填约1 m床层高度平整1次,催化剂全部装填完成后必须平整均匀。QDB系列催化剂具有较高的强度,因此装填前未对催化剂进行过筛处理。单系列变换催化剂装填情况见表1。
表1 单系列变换催化剂装填情况
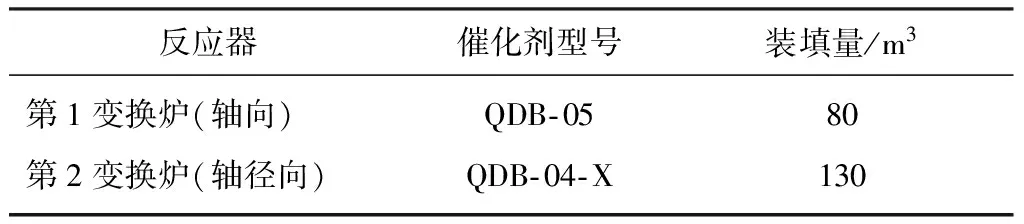
反应器催化剂型号装填量/m3第1变换炉(轴向)QDB⁃0580第2变换炉(轴径向)QDB⁃04⁃X130
2.2 催化剂的升温硫化
采用N2加H2配CS2的方式进行循环硫化,由蒸汽加热器和电加热器串联提供升温所需的热量。2016年9月开始对1#变换装置升温,升温耗时约3 d。升温结束以后进行配氢加硫,总硫化耗时约4 d,整个硫化过程比较顺利。催化剂硫化时坚持提硫不提温、提温不提硫的原则,从而避免出现催化剂床层温度暴涨的现象,保证了催化剂床层平稳升温。2016年10月4日,1#变换装置2台变换炉的催化剂完成升温硫化,共计消耗CS2约16.5 t。
2.3 系统接气与正常运行
GSP炉和神宁炉制得的原料气中CO含量较高,初期CO体积分数在60%左右,正常运行时高达70%左右。2016年10月底气化炉运行趋于正常,1#变换装置具备导气条件,第1变换炉催化剂床层温度为203~237 ℃,第1次导气在1台气化炉75%低负荷下进行(变换单系列对应4台气化炉),粗煤气湿气量为300 000~390 000 m3/h(标态)。10月27日17:29变换装置开始进行暖管,19:00暖管完毕开始导气,导气压力控制在1.5 MPa左右。整个导气过程比较平稳,催化剂床层温度最高至489 ℃。从暖管至导气温度平稳共耗时110 min,实现了低负荷工况下的成功导气。19:39由于触发E04锅炉液位低低联锁,变换装置跳车。10月28日1#变换装置第2次进行导气,催化剂床层温度最高至494 ℃,整个导气过程仍比较顺利平稳。
目前,神华宁煤公司煤制油项目的1#~3#变换装置已经实现稳定运行,油品A线于2016年12月21日打通全流程并产出合格产品。4#和6#变换装置已完成催化剂的升温硫化工作,5#变换装置完成催化剂的装填,油品B线也在加快进度打通工艺流程。
3 运行结果与讨论
神华宁煤公司GSP炉和神宁炉制得的粗煤气主要干基组成为:φ(CO)68.72%,φ(CO2)6.13%,φ(H2)24.06%;粗煤气温度207 ℃,压力4.09 MPa(绝压)。变换系统总设计处理气量以有效气(CO+H2)计为3 179 211 m3/h(标态),每个系列设置2台串联的变换炉,单系列变换装置处理气量以有效气(CO+H2)计为529 868.5 m3/h(标态),变换气组成需满足费托合成装置对H2/CO=1.53~1.60(或甲醇合成装置H2/CO=2.20~2.30)的要求。QDB系列催化剂在煤制油项目变换系统中的运行数据如表2所示。
表2 QDB系列催化剂在煤制油项目变换系统中的运行数据
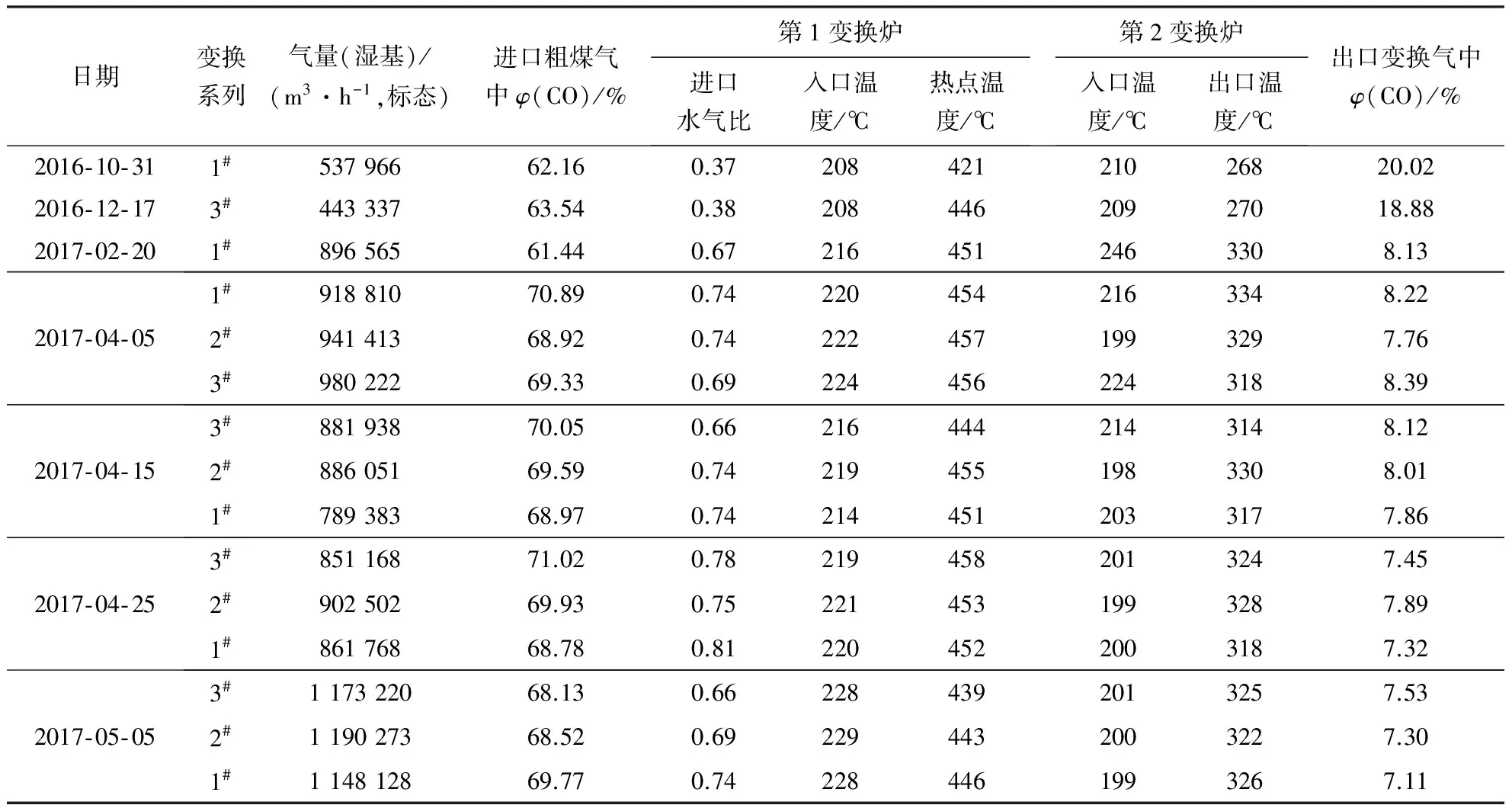
日期变换系列气量(湿基)/(m3·h-1,标态)进口粗煤气中φ(CO)/%第1变换炉进口水气比入口温度/℃热点温度/℃第2变换炉入口温度/℃出口温度/℃出口变换气中φ(CO)/%2016⁃10⁃311#53796662.160.3720842121026820.022016⁃12⁃173#44333763.540.3820844620927018.882017⁃02⁃201#89656561.440.672164512463308.132017⁃04⁃051#91881070.890.742204542163348.222#94141368.920.742224571993297.763#98022269.330.692244562243188.392017⁃04⁃153#88193870.050.662164442143148.122#88605169.590.742194551983308.011#78938368.970.742144512033177.862017⁃04⁃253#85116871.020.782194582013247.452#90250269.930.752214531993287.891#86176868.780.812204522003187.322017⁃05⁃053#117322068.130.662284392013257.532#119027368.520.692294432003227.301#114812869.770.742284461993267.11
由表2可以发现:①初期变换装置在40%左右的低负荷下运行,将第1变换炉入口温度降至208 ℃左右、水气比降至0.37左右时,第1变换炉的催化剂床层热点温度可以控制在450 ℃以下,且出口变换气中CO含量完全可以满足生产甲醇的要求;②变换装置在70%~100%负荷下运行时,通过调整第1变换炉入口温度、废热锅炉调控水气比,完全不需要添加蒸汽,第1变换炉的催化剂床层热点温度可以控制在460 ℃以下,出口变换气中CO含量完全能够满足制取合成油的要求。
4 经济效益分析
神华宁煤公司煤制油项目变换系统工业运行结果表明,采用“双高”原料气耐硫变换工艺及QDB系列催化剂,可利用原料气原有的水气比进行变换反应,完全不需要添加蒸汽。按高水气比、56%配气工艺流程、原料气干气量3 426 676 m3/h(标态)、第1变换炉的水气比为1.7、原料气带入的水气比约为1.0、年生产时间8 000 h、吨蒸汽费用120元计,年节省蒸汽量为3 426 676×0.56×(1.7-1.0)×18×8 000/(22.4×1 000)≈8 635 200(t),年产生的经济效益可以达到10.362亿元。
当前变换系统选择的工艺及催化剂,导气过程不超过1 h,向界区外送合格工艺气不超过2 h,开工时间短,避免了大量原料气的放空。
猜你喜欢
化工管理(2022年13期)2022-12-02 09:19:58
光明中医(2021年18期)2021-11-30 23:37:43
军民两用技术与产品(2021年2期)2021-04-13 02:07:08
——对华宁陶艺术语言的审美解读与内涵分析
丝路艺术(2018年3期)2018-09-10 00:42:24
轻兵器(2018年7期)2018-07-07 05:24:56
东北林业大学学报(2017年6期)2017-06-28 15:00:51
小学生作文辅导(2017年23期)2017-02-16 15:05:17
云南画报(2016年9期)2016-11-16 07:54:08
石油化工建设(2016年6期)2016-02-27 15:03:26
中国洗涤用品工业(2015年11期)2015-02-28 19:03:10