
轴瓦密封垫生产工艺的完善
2017-03-08 01:05江畹兰编译
世界橡胶工业 2017年12期
江畹兰 编译
(华南理工大学材料学院, 广东 广州 510641)
为了提高农用机械及筑路装备用密封垫的可靠性及使用寿命,需要不断地完善密封件的结构设计及其生产工艺。由于这些装备的工作部件是直接接触土壤的,而转轴用的典型增强皮碗已不足以保护整地用农用机械的轴承。
整地用农用机械的内腔必须密封,以防止在较高压力下,尘土、脏物、水分及植物废渣从外部渗入。此外,还必须防止油类从轴承缝隙处洩漏出来。圆型转盘及其他类似装置常被用于整地、清除杂草、修整闲置地块等作业。虽然它们每年仅使用2~3周时间,但却被要求在多年内要处于能正常工作的状态,而不需要专门的维修服务。
就整体而言,研发经久耐用的农机用密封垫是一项复杂的技术攻关任务。
为了生产图1所示的轴瓦密封垫,文中提出了图2所示的生产工艺规程并加以实施。文中介绍了轴瓦密封垫的金属骨架制造,其中包括套圈、套垫及套筒的生产加工。它们是在冷冲压机KД-2128上,用08KП钢材经二次冲压而成;第一次为冲压成型,第二次则是校准。
将冲切成的金属骨架置于切割机上,按其高度进行切割。
随后,对金属骨架进行磷化处理,并且用以3-氨基丙基三乙羟基硅烷为基础的酒精液粘合剂Br-53,在转鼓及控制热空气传递的机械上涂布。为了降低轴瓦密封垫工作边缘的磨损,对套筒内表面进行再抛光。

图1 圆盘机БДМ60×85×15的轴瓦密封垫的结构
缠绕弹簧乃自动化作业。将直径0.18~0.70 mm的钢丝冷缠绕成弹簧。通过供料辊及两个支撑销钉进行缠绕(冷缠绕)。在停止供料时,用内外两把刀,将弹簧环型部分切割成所需长度。在缠绕弹簧时需使其保持额定径向力特性。随后,弹簧还要经过热处理。对于在大气环境或腐蚀性液体中工作的弹簧,要采用不锈钢丝制备,在生产图1所示的带锥形钳口的密封垫时,可免除弹簧的过程。
橡胶部件的硫化在硫化机BП-150上完成。硫化温度170~180 ℃,硫化时间5~6 min。硫化前,在硫化平板上先放置金属骨架及橡胶坯件。当选用氟橡胶СК Ф-264B/5、Viton B651C时,橡胶制品还需在恒温箱中,于温度200 ℃下二次硫化24 h。
轴瓦密封垫在专用的装置上进行手工装配。装配时,操作工人须按密封垫基本次序安装。首先,往配件上放置套圈,然后在配件轴上套上套垫4,再压上套筒2。依靠气筒的压力(2kg·M)把套筒挤到套圈中的支撑点上。
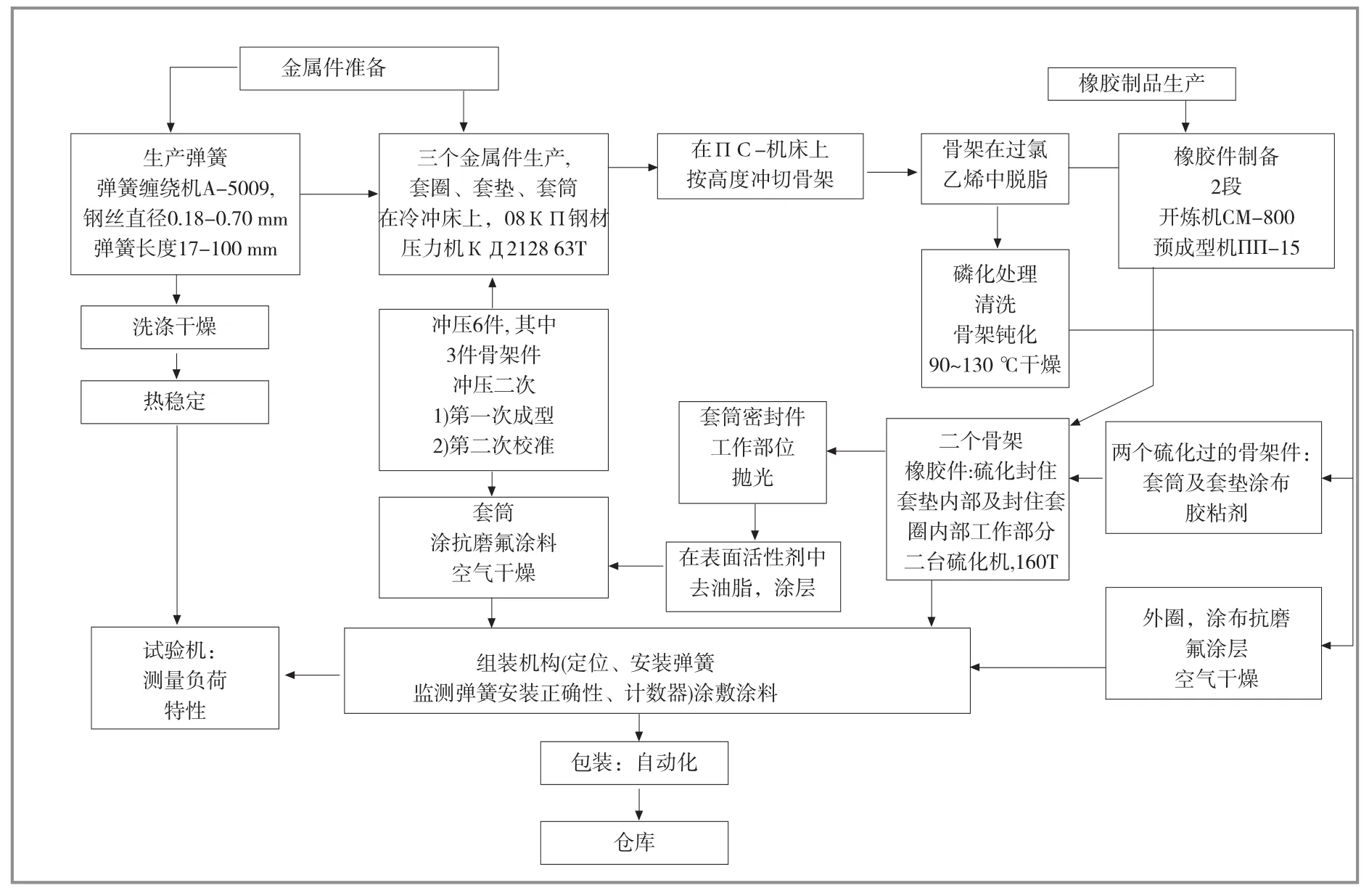
图2 带传统“钳口”的轴瓦密封垫生产工艺流程图
尽管安装手续繁杂,但轴瓦密封垫的生产却是十分经济的。按文中提供的工艺所生产的轴瓦密封垫,其价格较之Freudenberg公司生产的同类产品要低得多。
综上所述,以上介绍了农用机械轴承部件的有效密封装置——轴瓦密封垫的结构,并且既拟定了其即安全可靠,又经济实惠的制造工艺过程。
[1]Копылыцов В В等.Совершенствование технологии изготовления кассетных еальников[J]. каучук и резина,2015(02):18-19.
猜你喜欢
新作文·小学低年级版(2022年6期)2022-08-30
数学小灵通(1-2年级)(2022年6期)2022-06-17
上海大中型电机(2021年1期)2021-06-09
应用能源技术(2020年11期)2021-01-26
船舶与海洋工程(2020年4期)2020-09-12
隧道建设(中英文)(2019年12期)2020-01-01
创新作文(小学版)(2018年31期)2018-05-16
橡胶工业(2015年9期)2015-08-29
橡胶工业(2015年10期)2015-08-01
实用中西医结合临床(2015年7期)2015-02-28
