发动机排气系统金属波纹管构造及加工工艺自动化改进
2017-03-08 05:02李蜀予张清林黄建文李发红
现代经济信息 2016年30期
李蜀予 张清林+黄建文 李发红
摘要:随着汽车产业的不断发展,金属波纹管的需求量越来越大,传统加工制造工艺已开始制约波纹挠性节的生产效率。本文从实际应用考虑,改进了金属波纹管传统加工制造工艺,节省了人力,提高了金属波纹管的生产效率与产品质量。
关键词:发动机;排气系统;波纹管;加工工艺
中图分类号:U464.134.4 文献识别码:A 文章编号:1001-828X(2016)030-000-02
汽车是现代生活不可或缺的交通工具,随着人们生活质量的逐步提高,对汽车产品舒适度的要求也日渐提升。汽车NVH(噪声、振动与声振粗糙度)是衡量汽车舒适度的一个重要指标,因此汽车发动机排气消声器的设计和研发受到汽车行业的广泛重视。如何优化汽车消声器的设计对于降低汽车噪声具有重要的现实意义和应用价值,因此降低排气的振动和再生辐射噪声已逐渐引起了人们的重视[1]。但是在汽车中,尤其是发动机后置的汽车排气系统中,由于排气管短、系统刚性大、来自发动机和车架两种不同步的振动会使排气管承受较大的交变应力,导致汽车排气管经常出现早期断裂。因此,可以在排气系统中加装一个柔性装置——挠性节,用来解决以上问题 [2-3]。本文研究的目的是通过进行发动机排气系统挠性节的加工制造工艺改进,提高挠性节的生产效率和产品质量,最终制造出生产效率高、使用寿命长的波纹管,同时提高波纹管的装配精度和可靠性能。
一、金属波纹管的结构及其在排气系统中的作用
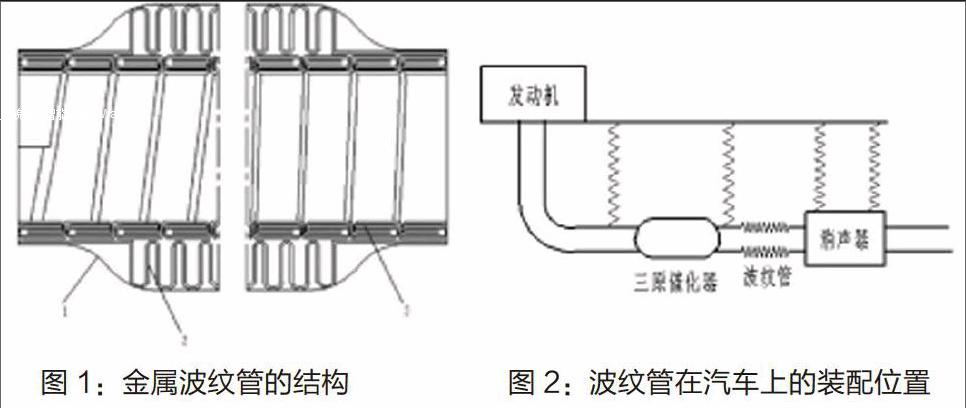
汽车排气系统金属波纹挠性节也称为金属波纹管,是汽车排气系统重要的连接组件,安装于发动机排气歧管与三元催化器之间[4],可以吸收多方面的震动、降低噪音、补偿安装偏与热胀冷缩、方便安装和延长排气消声系统寿命的作用。波纹管结构尺寸如图1所示,其中1是网套,2是波纹管,3是缠绕管。波纹管在汽车排气系统中安装部位如图2所示。
金属波纹挠性节的结构是由双层波纹管外覆一层钢丝网套,两端口再外套卡环构成的,管体呈波纹状,两端管径与发动机配用的排气管相等,并分别与排气管前、中段焊接相连,其特征是管体为三层状结构,内层、中层是两层重叠的用不锈钢薄板制成的波数为7~19的波纹管体,通过找相位使内外两层的焊缝错位180°左右,外层是不锈钢编织的丝网外罩,用卡环与管体两端固定使其紧贴波纹管体。为使消声效果更佳,波纹管内部可配伸缩节或网套,增加缠绕管和网套减小了波纹管轴径向的最大位移,可以提高波纹管和汽车排气系统在恶劣路况下的使用寿命[5]。波纹管主要材质采用不锈钢SUS 201、304、321、409L等,卡套和接管材质可选用镀铝钢。波纹管主要用于微型车、小轿车和大客车发动机的排气系统中。
金属波纹管将车架与发动机产生的不同频率的振动呈挠性联接在一起,提高排气系统的耐久力及改善了汽车的NVH,吸收发动机震动产生的能量,降低发动机的噪音,提高了乘车的舒适度。同时完全切断废气的泄漏,最小化环境污染,可以吸收由于废气的排气系统热造成的管路膨胀,可以较大程度降低排气系统各零件在制造过程产生的误差,保障了排气歧管的寿命。金属波纹管在汽车行驶中急出发、急停止指令后或者在险峻的道路条件下,起到缓冲作用,能够防止构成排气系统的各种配件及焊接部位等的破损。
二、金属波纹管传统加工制造工艺及特点
金属波纹管的生产工艺其实比较简单,生产效率也不是很低,但随着汽车产业的不断发展,金属波纹管的需求量越来越大,传统加工制造工艺已开始制约波纹管的生产效率。传统工艺所用的原材料不锈钢的性能影响到金属波纹管的使用寿命,要改进金属波纹管的加工工艺,对原材料进行严格的处理是关键。
第一步先进行不锈钢的热处理,波纹管热处理的目的是在波纹管制造工艺过程中,改变金属的组织结构,消除加工硬化,同时强化材料,降低硬度和强度,获得塑性与弹性。波纹管热处理内在质量要求是热处理后获得一定的组织状态、晶粒度和力学性能。第二步是表面处理,除油、疏松动氧化皮和酸洗等工艺降低热处理后的表面氧化程度。第三步是整形工艺,波纹管在制作过程中,由于弹性回缩使波纹管的波距、波形与设计要求存在差异,需要进行整形。主要的方法是将波纹管装入时效夹具中进行时效,稳定波纹管的波形,达到整形效果。第四步是稳定处理工艺,波纹管在加工过程中,组织内会产生相应的内应力,弹性和几何尺寸变得不稳定。在使用过程中动载荷的作用对波纹管的影响也是很大的,因此还要避免实际使用过程中因为外部的激振力频率与波纹管的固有频率一致而产生的共振,从而导致波纹管损坏 [6]。波纹管的稳定处理目的就在于消除内应力,稳定几何尺寸与结构,从根本上消除发动机和车架产生的频率与波纹管的固有频率发生共振现象。
波纹管原材料经过热处理、表面处理、整形工艺、稳定处理工艺后,再经过卷管→焊管→截断→倒角→找相位→套管→成型(波纹成型机)→去水(烘干机)→波距调整→滚切余量→套网套→套圈→剪断网套→检测(拉应力、压应力、尺寸)→包装一系列制造工艺,就完成了金属波纹管整个加工过程。
以江苏某金属波纹管生产厂家为例,波纹管的加工制造是通过机器制作原材料,人工进行组装来完成的。单条生产线具体人员配备如下:上料1人、外管扩口1人、套管1人、成型机上料人员1人、烘干1人、双断单1人、切两端余料1人、套网断网2人、网圈定位1人、连网滚切余料1人、压网1人、装配缠绕管1人、扣压1人、检测1人,共需15人。以8小时工作制来算,生产效率為800~850件/天,换算成单人生产效率就是53.3~56.7件/天/人,单个波纹管生产需要时间为33.9~36秒。
三、金属波纹管加工制造工艺的改进方案
为了提高生产效率,节省人力,在原有工艺线上增加自动化机械设备,包括扩口套管专机、套网断网专机、检测专机、波纹成型机械手、滚切余料机械手、网圈定位机械手、长度调整机械手等设备。工艺步骤为:内管焊管→断料→外管焊管→断料→扩口、相位、套管、扩口(新加设备)→成型机(自动上下料机械手→烘干(留扩展接口)→滚切两端余料→调整波距→套网断网上圈→网圈定位→连网滚切余料→压网→缠绕管装配定位→扣压(内涨外扣)→切割缠绕管余料→双头回胀→检测→包装。
与传统波纹管的工艺线相比,改进方案最主要是采用自动连线技术:第一部分是套管专机套管扩口。扩口完成后由皮带输送机送到成型机料仓,成型机料仓满后,放入周转料仓,周转箱满后推到成型机上料位置,由机械手从料仓抓料送入成型机成型,成型后再由机器人将成型好的工件拿下放入料仓,机器人由两个手爪,分别抓成型前和成型后的工件。第二部分是人工从料仓中取料,放入自动线料仓,料仓容量50个,料仓工件释放装置将工件依次放入输送带,再由机械手将工件从输送带取下依次放入各设备,完成后再取回输送带送入下一个工位,每台设备各配备一个机械手,最后经过检测后放入下料箱,不合格工件分别放入廢料仓。现在单条生产线人员配置:上下料2人、烘干1人、生产线维护人员2人,共需5人。还以8小时工作制来算,生产效率为960~1000件/天,换算成单人生产效率就是192~200件/天/人,单个波纹管生产需要时间为28.8~30秒。
四、结论
1.金属波纹管位于发动机排气歧管与三元催化器之间,主要作用是吸收发动机与车架产生的震动、降低发动机的噪音、补偿排气管安装的偏差与热胀冷缩、达到安装方便和延长发动机排气系统寿命的作用。可以说金属波纹管是发动机排气系统中最理想的柔性补偿零件。
2.波纹管成型技术采用液压成型,很大程度提高了挠度,气密性好,主要原材料为不锈钢201、304、321、409L等,增强了耐高温和耐腐蚀的能力,最大程度保证排气系统整体寿命设计需求。
3.经过自动化改造后的波纹管生产线,单件的生产时间可以缩短3.9~7.2秒,单条生产线生产效率可以提高17.6%左右。从经济效益来计算,单条生产线每班人力可以节省10人,如果按照三班计算可以节省30人,按照每人每年八万的工资福利来算,每年可以节约240 万元的人工成本。
参考文献:
[1]贺强,黄家城,李文勇.汽车排气系统波纹管性能试验分析与改进设计[J].装备制造技术,2015(14):13-15.
[2]郑郧,宁健.汽车排气系统用金属波纹管的开发[J].噪声与振动控制,1995(02):35-36.
[3]陆宏伟,季振林,孟瑞雪.柴油机排气系统振动特性数值仿真与分析[J].噪声与振动控制,2012(C3):41-44.
[4]董善燕,王家华.随排放升级排气系统的材料发展趋势[J].汽车实用技术,2013(11):79-82.
[5]马晗森.汽车排气系统波纹管刚度和阻尼的测量分析[J].汽车实用技术,2013(12):20-25.
[6]熊永华,杜发荣,钟玉平.金属波纹管的动态特性分析与振动试验研究[J].中国机械工程,2008(10):104-107.
猜你喜欢
氮肥与合成气(2021年12期)2021-12-04
民用飞机设计与研究(2019年2期)2019-08-05
橡塑技术与装备(2018年14期)2018-07-20
科教导刊(2016年28期)2016-12-12
科学与财富(2016年28期)2016-10-14
中国房地产业(2016年2期)2016-03-01
焊接(2015年3期)2015-07-18
汽车与新动力(2015年1期)2015-02-27
汽车与新动力(2013年5期)2013-03-11
燃气涡轮试验与研究(2010年4期)2010-04-16