
阳极氧化后铝合金工件表面暗线及亮线的成因及对策
2017-03-06 13:14:56丁小理高森田
铝加工 2017年1期
丁小理,高森田
(广东和胜工业铝材股份有限公司,中山 528400)
阳极氧化后铝合金工件表面暗线及亮线的成因及对策
丁小理,高森田
(广东和胜工业铝材股份有限公司,中山 528400)
探讨了阳极工件表面暗线及亮线的产生原因,并提出解决方法。重新氧化返工结果显示,大部分产品表面缺陷现象无法去除。若重新热处理及阳极表面处理,氧化表面暗或亮线条缺陷可消除,缺陷区域硬度亦可恢复并与其它区域相同。
阳极氧化;表面暗线;亮线; 氧化线条;硬度;电导率
0 前言
铝合金的阳极氧化处理可以把原材表面轻微的碰刮伤以及细微模线消除,起到化妆美化作用。但部分原材看不到或隐藏的不易检查发现的缺陷如焊合线条、暗亮线纹、粗大晶粒、黑斑、暗线、亮线及白线等等问题在阳极氧化后的工件明显显露[1、2]。这些缺陷可能属铸锭材料、挤压、模具或冶金问题等等,需要实务经验及分析探讨方可根本解决[3]。
铝及铝合金的阳极氧化处理,一般工序为前处理、阳极氧化、染色、封孔等。其中前处理一般包括除油、碱蚀、中和、水洗等子工序,主要目的是去除原材自然氧化膜,并把铝材表面非铝的物质去除,露出铝基体,以便后续的氧化工序可顺利形成连续的氧化膜,提高材料的耐磨性、耐蚀性,并改善产品的美观。铝合金产品的晶界及化合物颗粒在阳极前处理的制程中较容易腐蚀,故前处理腐蚀后的坑洞或晶界不同,可能会引起视觉感观差异,形成客户不能接受的缺陷[3]。阳极的表面问题除受前处理条件影响外,也可能是挤锭、挤压设备工装、工艺、模具等原因,这些问题需要正确的分析才能找到问题原因及对策。
大部分的挤压工厂会使用石墨板或石墨块,挤压型材或圆管时在模具出口及淬火冷却区之间用石墨材料调整或控制挤压型材的水位及滑出,但型材在高温状态与不稳定石墨材料的摩擦区域可能产生材料的冶金变化,这种变化会使摩擦位置与其它位置的冶金性能不同,造成本篇探讨的阳极工件表面暗线及亮线问题。下面就此问题进行了深入探讨和分析。
1 试验方法
6061热顶铸造铸棒经均质处理后进行批量生产,生产外径30mm厚度1.5mm铝管,挤压时型材工件出口下垫有石墨板,圆管型材出口温度约530℃,离开石墨板后用雾冷装置进行淬火冷却,拉直后铝管进行时效处理(170℃×8h),随后锯切抛光,进行阳极本色氧化处理。氧化后部分产品有暗线及亮线缺陷。针对异常缺陷工件进行硬度、导电度、金相分析及返工处理。维式硬度(HV)测量表面亮线及其周围区域硬度,试样取横切面近表面位置的正常区域、亮线区及正常位置等区域每隔100μm位置测量一点,总计20点,测量条件为负荷10g,时间10s,微硬度钻子呈现完全菱形形状。
将有氧化缺陷的产品退膜、打磨、重喷砂,以不同阳极生产线及前处理工艺再进行阳极氧化处理分析。
将有氧化缺陷的产品退氧化膜,并把黑斑区域重新打磨,再次进行固溶(540℃×1h)及淬火处理,淬火后进行时效处理(170℃×8h)。热处理完的工件再进行阳极氧化处理及检测。
2 试验结果及讨论
2.1 目视检查
6061铝管经阳极本色氧化处理,氧化后有部分产品有暗线及亮线缺陷,分别见图1(a)及图1(b)所示。把有氧化缺陷的产品退膜、打磨、重喷砂,以相同阳极生产线及前处理工艺进行阳极氧化处理,重新氧化后暗线或亮线大部分仍然存在。
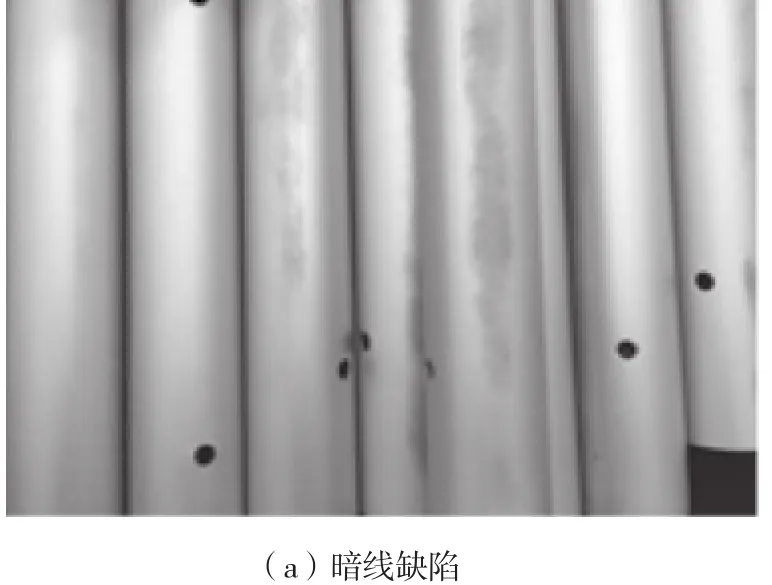
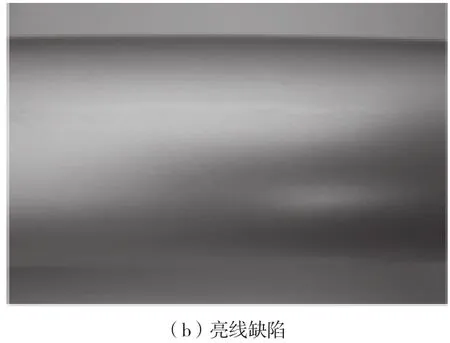
图1 铝管经阳极本色氧化处理后的表面缺陷
2.2 硬度检查
使用巴氏硬度计测量表面暗线斑及其周围区域硬度,表面暗线斑区域硬度多在HBa72~74间,而色泽正常区域硬度多在HBa82~84间。数据显示表面暗线区域硬度偏低。
使用维式硬度(HV)测量表面亮线及其周围区域硬度,每隔100μm位置测量一点,结果如表1所示。表1显示亮线区(9~12) 位置微硬度约HV128及正常位置(1~8亮线,13~20亮线)正常区域微硬度约HV115,表面亮线区域硬度较周围正常区域略高。
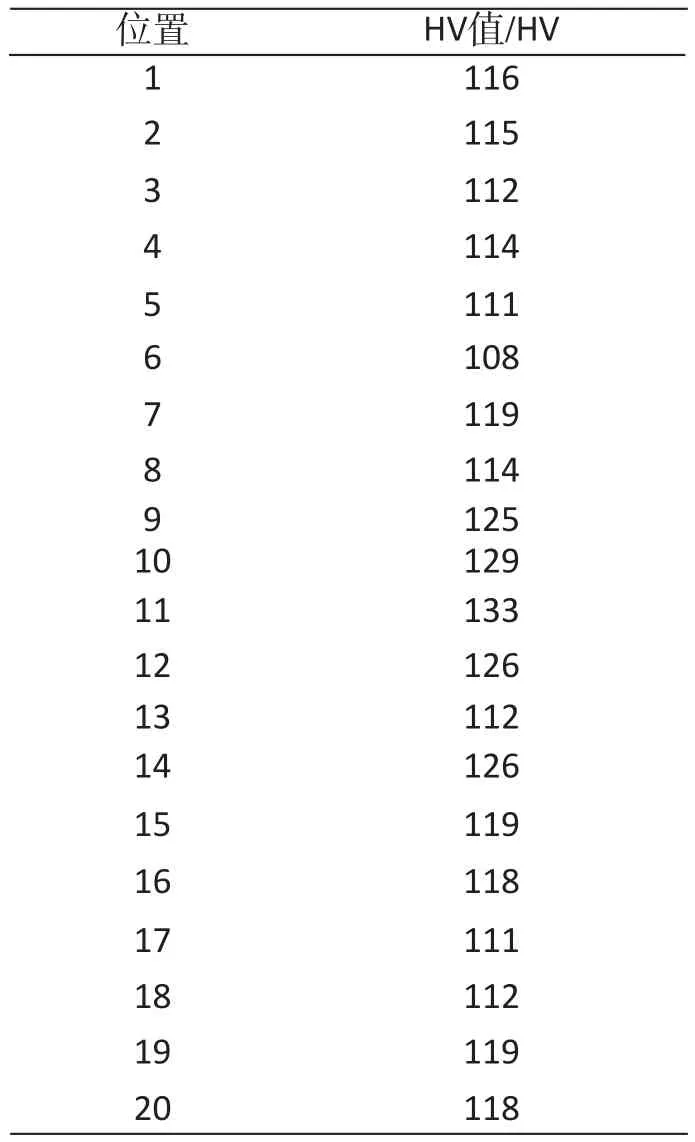
表1 表面亮线及其周围区域微硬度测量值
2.3 电导率检查
使用涡流导电仪测量导电率,阳极表面暗线斑区域导电率多在47~48 IACS%,而色泽正常区域导电率多在45~46 IACS%。相同6061同批材料的导电率与热处理状态有一定的关联,一般而言,淬火态的固熔程度愈低电导率愈高,固熔程度低则存在更多粗大Mg2Si强化相颗粒[3、4]。析出状态下,析出颗粒越大,电导率越高及硬度愈低。由于属同一铸次6061的同一支长度370mm铝管,排除化学成分差异,推测表面黑线斑区域和色泽正常区域的固熔程度不同,黑线斑区域粗大Mg2Si颗粒多,导电率较高,硬度较低。暗线斑区域固熔程度较低。反之,亮线区域可能是固熔程度较其它区域高而产生的阳极表面线条缺陷。暗线区域及亮线区域两者都是型材与石墨摩擦的位置,在淬火时效处理后与其它区域产生不同的性质并因而产生阳极线条缺陷。
2.4 金相分析
使用光学显微镜分别进行阳极表面黑线斑区域和色泽正常区域的检查,结果见图2。图2(a)的金相显示表面色泽正常区域的晶粒晶界清晰,似乎显示粗大颗粒较少。图2(b)黑线斑区域的金相显示晶界不明显,似乎也说明粗大颗粒物较多,但两区域的晶粒大小似乎无差异。
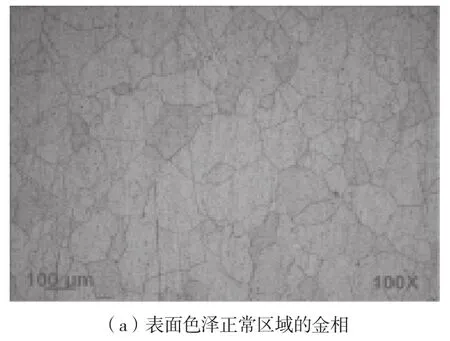
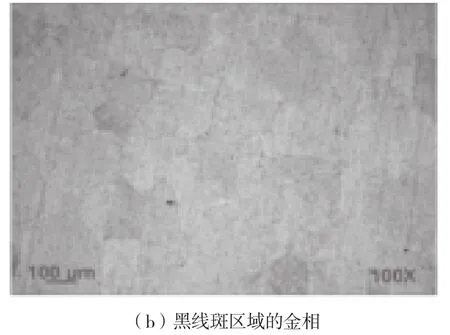
图2 表面黑线斑区域和色泽正常区域显微组织
阳极表面亮线区域和色泽正常区域的光学显微镜观察如图3所示,金相也显示阳极表面亮线斑区域及色泽正常区域的晶粒型态及大小无差异。

图3 阳极表面亮线斑区域及色泽正常区域的金相
2.5 重新阳极氧化
将有氧化黑暗线缺陷的产品退膜、打磨、重喷砂,以不同阳极生产线及前处理工艺进行阳极氧化处理,结果如表2所示。通过问题品不同产线不同前处理工艺,重新返工结果显示,黑斑现象经重新打磨、重新喷砂氧化处理后仍有80%左右产品表面黑斑现象无法去除。前处理条件不同,结果相差不多,进一步验证非阳极氧化处理工序工艺不当引起,而是线条区域是石墨板摩擦造成淬火固溶程度不同的冶金变化。此一异常区域有深度上的差异造成阳极返工后小部分工件可消除表面线条缺陷。
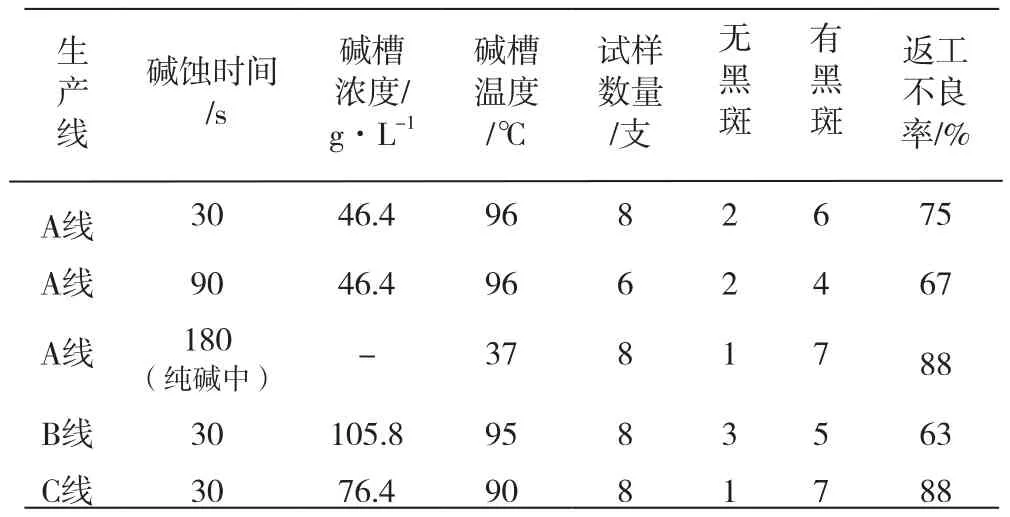
表2 重新阳极氧化处理的返工不良率
2.6 重新固溶时效处理
取不良品退氧化膜并打磨,再次进行540℃×1h固溶热处理及水淬,时效处理170℃×8h。重新按原阳极表面处理流程,氧化线条缺陷全部消除,如图4所示。使用韦伯氏硬度检测,重新热处理前暗线区域硬度为HW11,而正常区域硬度为HW16。将产品退膜,重新固溶(540℃×1h)及时效处理(170℃×8h)后,原黑线斑区域硬度亦可提升至HW16,与其它区域相同。
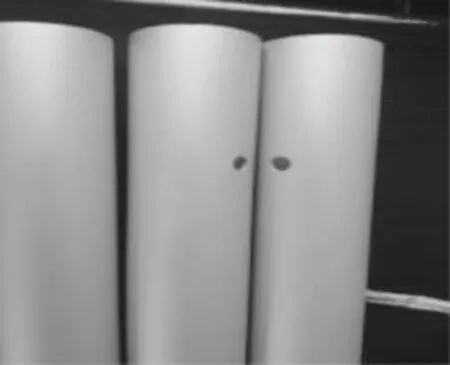
图4 重新固溶淬火时效的氧化铝管
通过硬度、导电率、金相检查分析及重新固熔淬火及时效等试验,可说明阳极氧化后表面黑线及亮线应由挤压在线固溶淬火差异引起。挤压过程中型材与石墨板接触摩擦,若该区域散热快,在进入强淬火区前型材温度已降至析出区温度以下,则造成淬火固溶程度不同,析出较多的粗大Mg2Si颗粒,导致硬度较低电导率较高,阳极处理后表面较其他区域暗淡。反之,型材与石墨板接触摩擦,若该区域散热慢,保温性能良好,则该部分淬火固溶程度较高,人工时效后硬度较高电导率较低,阳极表面较其它区亮。两者都可通过重新热处理解决。
3 结论
挤压工件进入强淬火前的石墨板可能造成高温工件与石墨摩擦而导致淬火后固溶程度的差异,导致工件不同区域的冶金特性产生变化,这种变化造成阳极氧化品的表面线条缺陷(暗线斑及亮线)。挤压生产过程中,尤其是采用水雾冷淬火冷却的产品生产时,应排除工件与出料口石墨支撑块的接触以避免这些缺陷的产生。本文结论如下∶
(1)阳极表面暗线斑区域硬度较正常区域硬度低。阳极表面亮线区域硬度较周围正常区域略高。
(2)阳极表面暗线斑区域电导率高于色泽正常区域电导率。
(3)光学显微镜分析黑线斑区域显示其晶粒晶界不明显,色泽正常区域的金相显示晶界清晰,但两区域的晶粒型态及大小无差异。光学金相也显示阳极表面亮线斑区域及色泽正常区域的晶粒无差异。
(4)氧化重新返工结果显示,仍有80%左右产品表面缺陷现象无法去除。型材出口与石墨板摩擦造成淬火固溶程度不同的问题是产品横向深度的差异。
(5)重新热处理及阳极表面处理,氧化表面暗或亮线条缺陷可消除,缺陷区域硬度亦可恢复并与其它区域相同。
参考文献
[1] 朱传芳.铝合金阳极氧化的常见缺陷[J].轻合金加工技术,1998
[2] 张鸿云.铝合金建筑型材常见表面缺陷分析[J].表面处理,2001
[3] 高森田.铝合金技术[M].2014
[4] 王祝堂, 田荣璋.铝合金及其加工手册[M].2005
Cause and Countermeasures for Dark Line and Bright Line on Aluminum Alloy Workpiece Surface
DING Xiao-li, GAO Sen-tian
(Guangdong Hesheng Industry Aluminum Material Co., Ltd.,Zhongshan 528400,China)
Cause of dark line and bright line on anodized workpiece surface is discussed and solution is put forward. Re-anodized results show that most product surface defect can not be removed. If re-heat treatment and anodizing treatment, dark line and bright line of oxidized surface can be removed, hardness of defect district can recover to be same as other district.
anodizing; surface dark line; bright line; hardness; conductivity
TG379
B
1005-4898(2017)01-0048-05
10.3969/j.issn.1005-4898.2017.01.10
丁小理(1987-),女,广西桂林人,工程师。
2016-05-12
猜你喜欢
少年博览·小学高年级(2023年3期)2023-05-30 10:48:04
辽宁教育(2022年19期)2022-11-18 07:20:18
上海建材(2021年5期)2021-02-12 03:19:12
中国建筑金属结构(2019年4期)2019-05-15 06:19:02
制造技术与机床(2017年3期)2017-06-23 08:11:52
制造技术与机床(2017年3期)2017-06-23 08:11:50
文学教育(2017年1期)2017-02-10 23:00:23
山东工业技术(2016年15期)2016-12-01 05:31:44
化学教与学(2016年10期)2016-11-16 13:03:30
焊接(2016年9期)2016-02-27 13:05:21
