
固体冲压发动机喷管用C/C-SiC复合材料
2017-02-27 10:01王玲玲嵇阿琳高亚奇闫联生
航空材料学报 2017年1期
王玲玲, 嵇阿琳,2, 高亚奇,2, 崔 红,2, 闫联生,2, 庞 菲
(1.西安航天复合材料研究所, 西安 710025;2.高性能碳纤维制造及应用国家地方联合工程研究中心, 西安 710089)
固体冲压发动机喷管用C/C-SiC复合材料
王玲玲1, 嵇阿琳1,2, 高亚奇1,2, 崔 红1,2, 闫联生1,2, 庞 菲1
(1.西安航天复合材料研究所, 西安 710025;2.高性能碳纤维制造及应用国家地方联合工程研究中心, 西安 710089)
采用“化学气相渗透+先驱体浸渍裂解”(CVI+PIP)混合工艺制备固体冲压发动机用C/C-SiC复合材料喷管内层,综合考查复合材料的微观结构、弯曲性能和抗烧蚀性能以及固冲发动机C/C-SiC喷管内层水压和点火实验。结果表明:复合材料的弯曲强度达到197 MPa,且断裂破坏行为呈现典型的韧性模式;复合材料具有优异的抗氧化烧蚀性能,氧化烧蚀200 s后线烧蚀率仅为0.0063 mm·s-1;研制的C/C-SiC复合材料构件的水压爆破压强为6.5 MPa,表明构件具有良好的整体承载能力;C/C-SiC复合材料喷管内层高温综合性能通过了固体冲压发动机点火实验考核。
C/C-SiC复合材料;固体冲压发动机;喷管内层;抗烧蚀性能;试车
固体火箭冲压发动机具有体积小、重量轻、速度快、射程远和机动性好等特点,已成为满足飞航导弹高速、中高空(或超低空)、中远程作战要求的新一代动力装置。与固体火箭发动机相比,固体火箭冲压发动机由于利用空气中的氧气作氧化剂,大大提高了推进剂的能量,比冲为固体火箭发动机的2~4倍;在相同的体积和重量约束条件下,有利于提高导弹平均飞行速度、大幅度增大导弹射程,实现超视距作战[1-5];因此,受到世界各国的高度重视,美国、俄罗斯、英国、德国等军事技术强国都在积极研究将固体火箭冲压发动机应用于新一代中远距空空导弹[6-7]。
固体冲压发动机冲压喷管用C/C-SiC复合材料的突出特点是:(1)密度低,比强度和比模量高,发动机减重效果显著;(2)抗氧化烧蚀性能良好,可实现烧蚀/结构等多功能一体化;(3)抗气流冲刷能力强,可承受固冲发动机助推、续航冲压双工况燃气作用。(4)复合材料构件整体承压能力强,满足发动机高工作压强。因此,选C/C-SiC复合材料逐渐成为国内外固体冲压发动机冲压喷管内层的发展方向,可提高发动机的工作寿命,保证飞行器的长航程[8-15]。
本工作以三维针刺碳纤维预制体和“化学气相渗透法+先驱体浸渍裂解法(CVI+PIP)”混合工艺,并进行抗氧化涂层处理,制备出固体冲压发动机冲压喷管用C/C-SiC复合材料,研究材料的微观形貌、弯曲性能、抗烧蚀性能及构件的整体承压性能及高温综合性能。
1 实验部分
1.1 复合材料制备
采用T700-12K碳纤维单向布和网胎(纤维长度60~70 mm)制成针刺预制体,体积密度约为0.45 g/cm3,纤维体积分数约为30%。采用“CVI+PIP”的混合工艺进行基体复合致密化,CVI采用丙烯/N2气体体系,丙烯纯度≥95%,N2纯度≥99.99%。PIP工艺采用聚碳硅烷(PCS)为浸渍剂,PCS由国防科技大学新型陶瓷纤维及其复合材料国防科技重点实验室合成,陶瓷产率约为60%,加压浸渍-裂解,循环致密5周期至复合材料密度约为1.75 g/cm3。基体致密化完成后加工成所需形状和尺寸,并在复合材料表面进行CVD-SiC涂层处理,涂层以三氯甲基硅烷(CH3SiCl3,MTS)为原料,高纯H2为载气,高纯Ar气为稀释气体,纯度≥99.99%;沉积温度为1050 ℃,沉积时间为25 h,最终制备出冲压喷管用C/C-SiC复合材料,材料密度约为1.80 g/cm3,喷管内层的最大壁厚为6 mm,最小壁厚仅为4.5 mm。
1.2 性能表征
(1)采用排水法测量材料的密度;采用JSM-6460LV型扫描电子显微镜(SEM)观察复合材料表面及烧蚀表面的微观形貌,SYSTEM SIX能谱仪(EDS)分析材料烧蚀表面的元素组成。采用INSTRON4505型电子万能试验机,以3点弯曲法测定C/C-SiC材料的弯曲强度,试样尺寸55 mm×10 mm×4 mm,且每种材料性能测试均采用6个试样,加载速率0.5 mm/min。
(2)用氧-乙炔火焰烧蚀试样表面,考虑到C/C-SiC复合材料长时间抗氧化的使用环境,采用烧蚀条件:喷嘴直径为2 mm,氧乙炔枪口到试样表面中心距离为20 mm,烧蚀角度为90°。氧气流量与乙炔流量之比为2 ∶1,烧蚀时间为200 s,采用Marathon双色集成式红外测温仪测试烧蚀过程中产品表面温度,为1900~2100 ℃。烧蚀实验前后,分别用千分表(分辨率0.01 mm)和电子天平(分辨率0.1 mg)测试试样的烧蚀中心厚度与质量,线烧蚀率和质量烧蚀率按照以下两式计算:
R1=(l0-lt)/t
(1)
Rm=(m0-mt)/t
(2)
式中:R1和Rm分别为线烧蚀率和质量烧蚀率;l0和lt分别为烧蚀前后中心厚度;m0和mt分别是烧蚀前后试样质量;t为烧蚀时间。
(3)采用水压实验测试C/C-SiC喷管内层的整体承压性能,水压实验装配示意图如图1所示,从注水口进水,直到水压环爆破为止,测试爆破压强。
(4)采用固体冲压发动机点火试验考核了复合材料喷管内层的高温综合性能,平均压强0.4 MPa,实验时间为110 s。
2 结果与分析
2.1 C/C-SiC复合材料结构特征
图2和图3分别是涂履及涂前层后C/C-SiC复合材料表面结构的微观分析照片。
由图2可见,未涂履材料中可观察到大量碳纤维的存在,如“a”处所示。纤维/纤维、纤维束/纤维束之间均存在一定的孔隙。CVI-C基体沿着纤维周围生长,填充纤维之间的小孔隙,形成“包鞘”结构,如图2中“b”处所示。图2中块状或片状结构则为SiC基体,它较好的填充了纤维束之间的大孔隙,如图2中“c”处所示。涂层后复合材料最终表面形貌如图3所示,可见涂层致密、均匀,几乎看不到单个的SiC晶粒,而是大量呈球状的团聚颗粒,这是因为在相对低的沉积温度下,由于表面扩散的活化能很高,沉积过程中的SiC小液滴很难熔合到一起,粒子团聚体将维持球形形貌。整个面内团聚颗粒彼此连贯成面,表面相对平整。同时可看到涂层表面有微裂纹,且裂纹宽度较小。这是由于本工作工艺制备的C/C-SiC材料在100~1000 ℃的热膨胀系数为0.1×10-6~2.5×10-6K-1,而CVD工艺制备的SiC涂层的热膨胀系数为4.8×10-6K-1[16],从涂层的制备温度(1050 ℃)冷却时,热膨胀系数的差异引起的热应力使涂层内部不可避免地产生裂纹。这些微裂纹能充分缓和温度变化时涂层内部产生的热应力,但也能提供试车时氧气进入材料内部的通道。
2.2 C/C-SiC复合材料弯曲性能
图4是C/C-SiC复合材料弯曲载荷-位移曲线(应力-应变曲线),曲线分为线性和非线性两个阶段,其断裂表现出明显的韧性断裂模式,弯曲强度为197 MPa。在开始阶段,随着施加载荷的增加,位移线性增加;当施加载荷达到复合材料的断裂强度时,复合材料发生断裂,曲线进入非线性阶段,承载能力逐渐缓慢减小,同时载荷-位移曲线出现较明显的锯齿状。C/C-SiC复合材料弯曲破坏的断口形貌SEM分析也证实了这一点,如图5所示。在复合材料的断口有大量纤维拔出和脱粘,拨出纤维的长度差异很大,有些拔出纤维长达100 μm以上。这说明复合材料中纤维与基体之间形成较为理想的结合界面,且后续的浸渍裂解对纤维的损伤不大。对于C/SiC复合材料,基体SiC与碳纤维界面结合较强,受载力后基体与纤维一起断裂,纤维不易拔出,而在C/C-SiC复合材料中,界面(热解炭)可减弱陶瓷复台材料中纤维/基体界面结合强度,纤维周围包覆的是热解碳,继承了C/C复合材料中良好的基体与纤维的界面结合,有效传递载荷和缓解纤维和基体之间的应力集中,并利于纤维/基休脱粘、纤维拔出和移动,这些均需消耗能量,阻止材料发生脆性断裂,从而使复合材料呈现韧性模式。
2.3 C/C-SiC复合材料抗烧蚀性能
表1给出了C/C-SiC复合材料的烧蚀结果。可以看出,C/C-SiC复合材料在氧化环境中进行烧蚀,烧蚀时间为200 s,线烧蚀率和质量烧蚀率平均值分别为0.0063 mm·s-1和0.0019 g·s-1,表现出较好的抗氧化烧蚀性能,满足发动机使用要求。
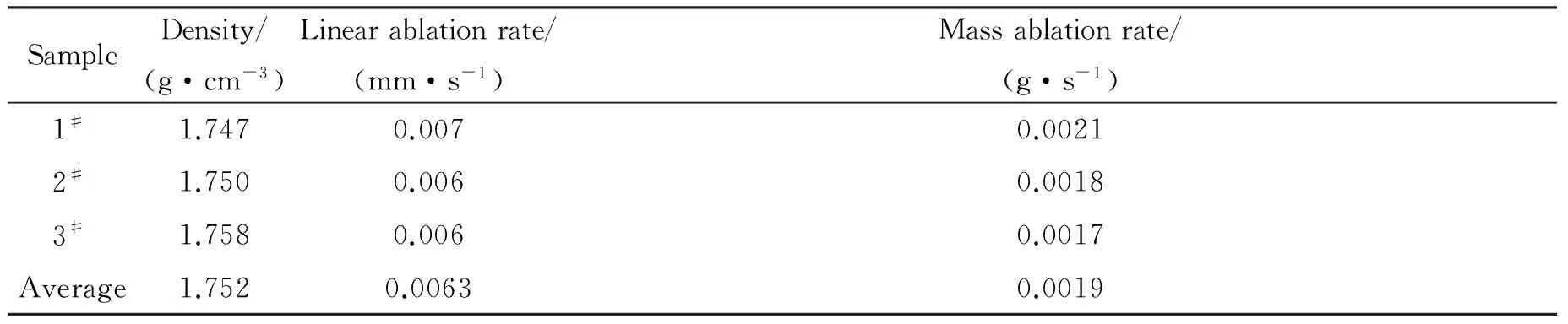
表1 C/C-SiC复合材料的烧蚀率
图6为C/C-SiC复合材料烧蚀后的表面扫描电镜照片。由图6(a)可见,烧蚀200 s后复合材料表面仍能观察到CVD-SiC涂层形貌,表明最终CVD-SiC涂层具有优异的抗氧化烧蚀性能。表面涂层烧蚀完的区域,下层材料将发生一定程度的烧蚀,但仍能观察到PIP-SiC基体、CVI-C基体及纤维的存在。部分SiC基体氧化成玻璃态的熔融体和SiO2球状颗粒,附着在材料的表面,如图6(b)所示。SiO2球状颗粒形成机理[17-18]为:在较高温度下,部分SiC基体氧化生成液态SiO2,由于液态SiO2与C纤维、C基体和SiC基体的润湿性较差,从而在烧蚀后试样的降温冷却过程中,在液态SiO2的表面张力和热应力的作用下收缩为球状颗粒。因此,C/C-SiC复合材料优异的抗氧化性能源于CVD-SiC抗氧化涂层和SiC基体与O2发生了氧化反应,一方面吸收了热量,另一方面其产物附着在材料表面,有效阻止了氧化气体扩散的通道,从而阻止了碳纤维和C基体进一步被氧化。
2.4 C/C-SiC复合材料构件的综合性能
将薄壁C/C-SiC冲压喷管内层进行水压爆破实验,实验加载压强到达6.5 MPa时筒身段爆破。构件水压爆破压强反映的是构件的整体承压能力,主要是构件环向抗拉强度,环向拉伸强度与水压爆破压强换算关系如下:
式中:P为水压爆破压强;r为复合材料半径;hm为复合材料构件的厚度;σ是构件的发挥强度。因此由该公式换算后构件发挥强度为136.5 MPa,表现了较好的环向抗拉强度。
研制的C/C-SiC复合材料喷管内层高温综合性能通过了固体冲压发动机点火实验,燃气温度在1700 ℃以上,燃气压强为0.4 MPa,实验时间为110 s。试车后喷管内层内型面结构完整,喉径线烧蚀率仅为0.003 mm/s。实验后喷管内层喉衬内表面微观形貌照片如图7所示。
如图7(a)所示,烧蚀表面可观察到大量的玻璃态物质,EDS分析如图8所示,其元素组成见表2。可以看出,玻璃态物资的主要成分为SiO2,这一层玻璃态SiO2附着在材料的表面愈合了孔隙和裂纹,形成了钝化隔离层,可阻止氧化气体向内扩散的通道,体现出C/C-SiC复合材料的优异的抗氧化性能;观察烧蚀表面裸露纤维,可见裸露纤维发生了氧化烧蚀,部分纤维变细且端部变尖。点火实验验证了C/C-SiC复合材料喷管内层在高温高压氧化性工作条件下有着优良的结构承载、抗气流冲刷和抗氧化烧蚀性能,显示出广阔的应用前景。

表2 玻璃态物质的元素成分
3 结 论
(1)采用“CVI+PIP”混合工艺,制备出固体冲压发动机喷管内层用C/C-SiC复合材料,复合材料弯曲性能优异,其载荷-位移曲线为典型的韧化复合材料曲线,其断裂表现出明显的韧性断裂模式,弯曲断口有大量的纤维和纤维束拔出。
(2)C/C-SiC复合材料抗氧化烧蚀性能优异,氧化烧蚀200 s后线烧蚀率仅为0.0063 mm·s-1,满足发动机使用要求。
(3)水压爆破实验表明C/C-SiC复合材料构件具有优异的整体承压能力;C/C-SiC复合材料喷管内层成功通过了固体冲压发动机点火实验考核,高温结构承载、抗气流冲刷和抗氧化烧蚀性能满足使用要求。
[1] 李岩芳, 陈林泉, 严利民, 等. 固体火箭冲压发动机补燃室绝热层烧蚀试验研究[J]. 固体火箭技术, 2003, 26(4): 68-74.
(LI Y F, CHEN L Q, YAN L M,etal. Erosion test of the insulation in the ramjet combustor of solid ducted rocket motors [J]. Journal of Solid Rocket Technology, 2003, 26(4): 68-74.)
[2] 曹军伟, 王虎干. 固体火箭冲压发动机在空空导弹上应用的优势[J]. 航空兵器, 2009(2): 47-49.
(CAO J W, WANG H G. Predominance of ducted solid rocket ramjet applied to airborne missile [J]. Aero Weaponry, 2009(2): 47-49.)
[3] 周建军. 固体火箭冲压发动机燃气流量调节技术与实验研究[J]. 弹箭与制导学报, 2005, 25(4): 558-560.
(ZHOU J J. Gas flow control technique of rocket ramjet [J]. Journal of Projectiles, Rockets, Missiles and Guidance, 2005, 25(4): 558-560.)
[4] 叶定友. 固体火箭冲压发动机的若干技术问题[J]. 固体火箭技术, 2007, 30(6): 470-473.
(YE D Y. Some technological problems of solid rocket ramjet [J]. Journal of Solid Rocket Technology, 2007, 30(6): 470-473.)
[5] 徐东来, 陈凤明, 蔡飞超, 等. 固体火箭冲压发动机设计技术问题分析[J]. 固体火箭技术, 2010, 33(2): 142-147.
(XU D L, CHEN F M, CAI F C,etal. Assessment of design techniques of ducted rockets [J]. Journal of Solid Rocket Technology, 2010, 33(2): 142-147.)
[6] 刘祥静, 何煦虹. 美国固体冲压发动机研发计划的进展[J]. 推进技术, 2010(3): 77-82.
(LIU X J, HE X H. The progress of the solid ramjet projects in the United States [J]. Journal of Propulsion Technology, 2010(3): 77-82.)
[7] 苏鑫鑫, 王永寿. 日本积极研制弹用固体冲压发动机[J]. 推进技术, 2010(3): 83-86.
(SU X X, WANG Y S. Japan activity developing missiles with solid ramjet [J]. Journal of Propulsion Technology, 2010(3): 83-86.)
[8] TRABANDT U, WULZ H G, SCHMID T. CMC for hot structures and control surfaces of future launchers [J]. Key Eng Mater , 1999, 164/165: 445-450.
[9] KAYA H. The application of ceramic-matrix composites to the automotive ceramic gas turbine [J]. Compos Sci & Tech, 1999, 59(3): 861-872.
[10] 闫联生, 李克智, 李贺军. C/SiC陶瓷复合材料推力室的制备与性能表征[J]. 固体火箭技术, 2008, 31(4): 393-396.
(YAN L S, LI K Z, LI H J. Preparation and property characterization of C/SiC composite thruster[J]. Journal of Solid Rocket Technology, 2008, 31(4): 393-396.
[11] KUMAR S, KUMAR A, SAMPATH K,etal. Fabrication and erosion studies of C/SiC composite jet vanes in solid rocket motor exhaust [J]. Journal of the European Ceramic Society, 2001, 31(13): 2425-2431.
[12] SCHMIDT S, BEYER S, KNABE H,etal. Advanced ceramic matrix composite materials for current and future propulsion technology applications [J]. Acta Astronautica, 2004, 55(3-9): 409-420.
[13] SWAMINATHAN B, PAINULY A, PRABHAKARAN P V,etal. Liquid polycarbosilane-derived C/C-SiC composites with improved mechanical strength for high temperature applications [J]. Ceramics International, 2015, 41(3): 3574-3577.
[14] 张玉娣, 周新贵, 张长瑞. Cf/SiC陶瓷基复合材料的发展与应用现状[J]. 材料工程, 2005(4): 60-63.
(ZHANG Y D, ZHOU X G , ZHANG C R. Development and application of Cf/SiC ceramic matrix composites [J]. Materials Engineering, 2005(4): 60-63.)
[15] 何柏林, 孙佳. 碳纤维增强碳化硅陶瓷基复合材料的研究进展及应用[J]. 硅酸盐通报, 2009, 28(6): 1197-1200.
(HE B L, SUN J. Progress and application of carbon fibers reinforced silicon carbide ceramic matrix composites [J]. Bulletin of the Chinese Ceramic Society, 2009, 28(6): 1197-1200.)
[16] 邓世钧. 高性能陶瓷涂层[M]. 北京: 化学工业出版社, 2003: 164- 172.
(DENG S J. High performance ceramic coatings[M]. Beijing: Chemical Industry Press, 2003: 164-172.
[17] 潘育松, 徐永东, 陈照峰, 等. 2D C/SiC复合材料烧蚀性能分析[J]. 兵器材料科学与工程, 2006, 29(1): 17-20.
(PAN Y S, XU Y D, CHEN Z F,etal. Ablation proper ties analysis of 2D C/SiC composites [J]. Ordance Material Science and Engineering, 2006, 29(1): 17-20.)
[18] 王玲玲, 嵇阿琳, 黄寒星, 等. 三维针刺C/C-SiC 复合材料的烧蚀性能[J]. 固体火箭技术, 2012, 35(4): 532-535.
(WANG L L, JI A L, HUANG H X,etal. Ablation properties of three dimensional needled C/C-SiC composites [J]. Journal of Solid Rocket Technology, 2012, 35(4): 532-535.)
(责任编辑:张 峥)
C/C-SiC Composites for Nozzle of Solid Propellant Ramjet
WANG Lingling1, JI Alin1,2, GAO Yaqi1,2, CUI Hong1,2, YAN Liansheng1,2, PANG Fei1
(1. Xi′an Aerospace Composites Research Institute, Xi′an 710025, China; 2. National and Local Union Engineering Research Center of High-performance Carbon Fiber Manufacture and Application, Xi′an 710089, China)
Carbon fiber reinforced carbon and silicon carbide matrix composites for nozzle inner of solid propellant ramjet were prepared by using the hybrid process of “chemical vapor infiltration + precursor impregnation pyrolysis (CVI + PIP)”. The microstructure, flexural and anti-ablation properties of the C/C-SiC composites and hydraulic test and rocket motor hot firing test for nozzle inner of solid propellant ramjet were comprehensively investigated. The results show that when the flexural strength of the composite reachs 197 MPa, the fracture damage behavior of the composites presents typical toughness mode.Also the composites has excellent anti-ablative property, i.e., linear ablation rate is only 0.0063 mm·s-1after 200 s ablation. The C/C-SiC component have excellent integral bearing performance with the hydraulic bursting pressure of 6.5 MPa, and the high temperature combination property of the C/C-SiC composite nozzle inner is verified through motor hot firing of solid propellant ramjet.
C/C-SiC composites; solid propellant ramjet; nozzle inner; anti-ablative performance; motor hot firing
2015-10-29;
2016-08-20
国防重大基础科研项目(c0320110006)
王玲玲(1985—),女, 硕士, 高级工程师, 从事碳纤维增强陶瓷基复合材料研究,(E-mail) 1985wllzpz@sina.com。
10.11868/j.issn.1005-5053.2015.000214
TB332
A
1005-5053(2017)01-0080-06
猜你喜欢
科技视界(2022年21期)2022-11-08
汽车实用技术(2022年11期)2022-06-20
机电信息(2022年9期)2022-05-07
表面技术(2022年1期)2022-02-12
纺织器材(2021年2期)2021-12-04
兵工学报(2019年4期)2019-05-08
学苑创造·B版(2019年2期)2019-02-19
北京航空航天大学学报(2017年2期)2017-11-24
课程教育研究(2017年28期)2017-08-29
山东工业技术(2016年15期)2016-12-01
