制丝在线加工工艺批次间差异性评价
2017-02-18 03:48郭春生叶亚军赵赛月
农产品加工 2017年1期
李 山,郭春生,叶亚军,郭 磊,陈 晨,田 数,赵赛月
(1.甘肃烟草工业有限责任公司,甘肃兰州 730050;2.内蒙古昆明卷烟有限责任公司,内蒙古呼和浩特 010020)
制丝在线加工工艺批次间差异性评价
李 山1,郭春生2,叶亚军2,郭 磊1,陈 晨2,田 数2,赵赛月2
(1.甘肃烟草工业有限责任公司,甘肃兰州 730050;2.内蒙古昆明卷烟有限责任公司,内蒙古呼和浩特 010020)
为了评价制丝批次加工工艺稳定性,对制丝在线加工25项关键工艺指标参数进行分析,采用主成分分析和聚类分析相结合的方法,对相同牌号不同批次烟丝在线加工的工艺指标进行主成分分析。结果表明,提取了8个主成分,各个主成分的方差贡献率分别为25.03%,12.64%,10.45%,9.95%,7.71%,6.12%,5.43%,5.19%,累积贡献率达82.49%;利用聚类分析评价方法甄别出了不稳定的批次,17号,18号和19号3个批次的烟丝与其他16个批次的差异性较大;确定了能够对制丝在线加工工艺稳定性进行有效综合评价的方法,为保证卷烟产品的稳定性提供理论支撑。
主成分分析;聚类分析;稳定性
在卷烟生产工艺过程中,制丝工艺的工序最多、流程最长,加工方法较为繁杂,工艺要求也较高。随着烟草行业竞争日益剧烈,如何立足市场、提高产品品质是每个烟草企业的重要任务。衡量卷烟产品品质的好坏主要在于工艺技术水平的高低,2003版《卷烟工艺规范》对过程控制进行了明确规定,强调工艺控制应由结果控制向过程控制转变,实现品质的一致性和稳定性,达到品质与指标的高度统一。制丝工艺作为卷烟原料的加工处理工序,直接影响卷烟产品品质的稳定性,因此控制好制丝加工过程、确保工艺加工精度,是保证卷烟产品稳定性的重要因素之一[1-2]。
目前,卷烟企业多采用批次加工的方式进行生产,然而由于加工设备水平和加工过程工艺条件的差异,会导致相同牌号批次间产品品质的波动。为保证给消费者提供稳定一致的卷烟产品,就要求保障加工过程工艺参数与指标的稳定性,在这种形势下,对各卷烟厂品质一致性、稳定性过程加工技术提出了较高要求[3-4]。近年来,随着卷烟工业自动化、信息化及智能化水平的提高,企业过程控制和品质检验等生产过程中产生的品质数据越来越丰富,为加工过程品质指标的稳定性控制提供了大量基础性数据,然而有关影响批次间产品稳定性的研究较少。目前,国内卷烟企业有关加工工艺对产品品质的分析有一定研究。例如,叶春文等人[5]就烘丝工艺参数对卷烟感官品质的影响进行了研究,结果表明,较高的滚筒转速、热风温度、排潮风门开度有利于卷烟香气的透发和提高,但不利于烟气特性和口感特性的改善,较低或较高的排潮风门开度都不利于卷烟香气特性的改善。胡建军等人通过正交试验较为系统地研究了工艺参数与烘后烟丝品质的关系,结果表明蒸汽压力对烘后烟丝的香气、谐调、杂气和余味以及感官品质总分有重要影响。试验采用主成分分析和聚类分析相结合的方法,对同一品牌不同批次卷烟工艺参数和工艺指标进行分析,确定能够评价加工稳定性有效综合评价的方法。旨在为提高企业过程品质稳定性控制水平,为卷烟加工企业提高在线均质化更上水平提供理论依据和技术支撑。
1 材料与方法
1.1 材料和仪器
19个批次三类某牌号叶组配方烟叶,A卷烟厂提供;TM710型水分仪、MM710型在线水分仪,美国NDC红外技术公司产品;MX2型RAYTEX红外测温仪,美国RAYTEX公司产品;制丝车间8 000 kg/h制丝线生产线设备、WQ3315型滚筒式叶片回潮机、WQ3317Y406型滚筒式叶片回潮机、SH626Y379型薄板烘丝机、WQ714型隧道式叶丝回潮机、SJ235BNM型加香机,昆明船舶设备集团有限公司产品。
1.2 统计方法
首先对同一牌号19个不同批次在线加工工艺指标参数原始数据进行标准化处理,消除指标数量级差别对综合评价带来的不良影响,然后利用SPSS 17.0数据处理系统进行主成分分析,以各样本的主成分综合得分为聚类依据进行系统聚类分析。其中,主成分综合得分为各提取主成分得分与该主成分贡献率的乘积之和。
2 结果与讨论
2.1 批次间加工在线工艺的主成分分析
对19个批次的在线加工工艺指标参数用SPSS 17.0软件进行主成分分析,首先进行Bartlett球形度检验,KMO的检验值为0.533,KMO值>0.5且p<0.01,因此可以对原始数据进行因子分析。
批次参数KMO和Bartlett的检验结果见表1。

表1 批次参数KMO和Bartlett的检验结果
对19个批次的在线加工工艺指标参数用SPSS 17.0软件进行主成分分析。
主成分的特征值与方差贡献见表2,主成分变量负荷矩阵见表3,批次间加工在线工艺主成分得分见图1。
根据特征值大于1的原则提取了8个主成分,由表2可知,其特征值分别为5.007,3.159,2.605,2.488,1.926,1.530,1.298,方差贡献率分别为25.03%, 12.64%,10.45%,9.95%,7.71%,6.12%,5.43%,5.19%,累积贡献率达82.49%。因此,前8个主成分已基本描述了各变量的基本信息。

表2 主成分的特征值与方差贡献

图1 批次间加工在线工艺主成分得分
由图1主成分的载荷图可以分析出各特征变量的重要性和相关性,重要性由载荷的大小来表征,位于原点的载荷表示不重要的特征;相关性由载荷向量间夹角的大小来表征,夹角越小相关性越高,不相关的特征相互正交。由图1可知,第1,2,3主成分中各项指标的载荷向量均不位于原点,说明这些因素对批次稳定性都有一定影响。由表3可知,第1主成分主要由薄板烘丝机滚筒温度、HT入口水分指标来表征,第2主成分主要由加料机出口水分指标来表征,第3主成分主要由松散润叶出口温度指标来表征,第4主成分主要由回潮加料出口温度指标来表征,第5主成分主要由回潮加料排潮风门开度指标来表征,第6主成分主要由加料机加料精度指标来表征,第7主成分主要由回潮加料出口水分指标来表征,第8主成分主要由加料机热风温度指标来表征。
设提取的因子1~8的得分分别为F1,F2,F3,F4,
F5,F6,F7,F8。
主成分得分=Σ主成分得分系数×相对应的标准化变量.
根据表3计算可得因子得分数学模型如下:
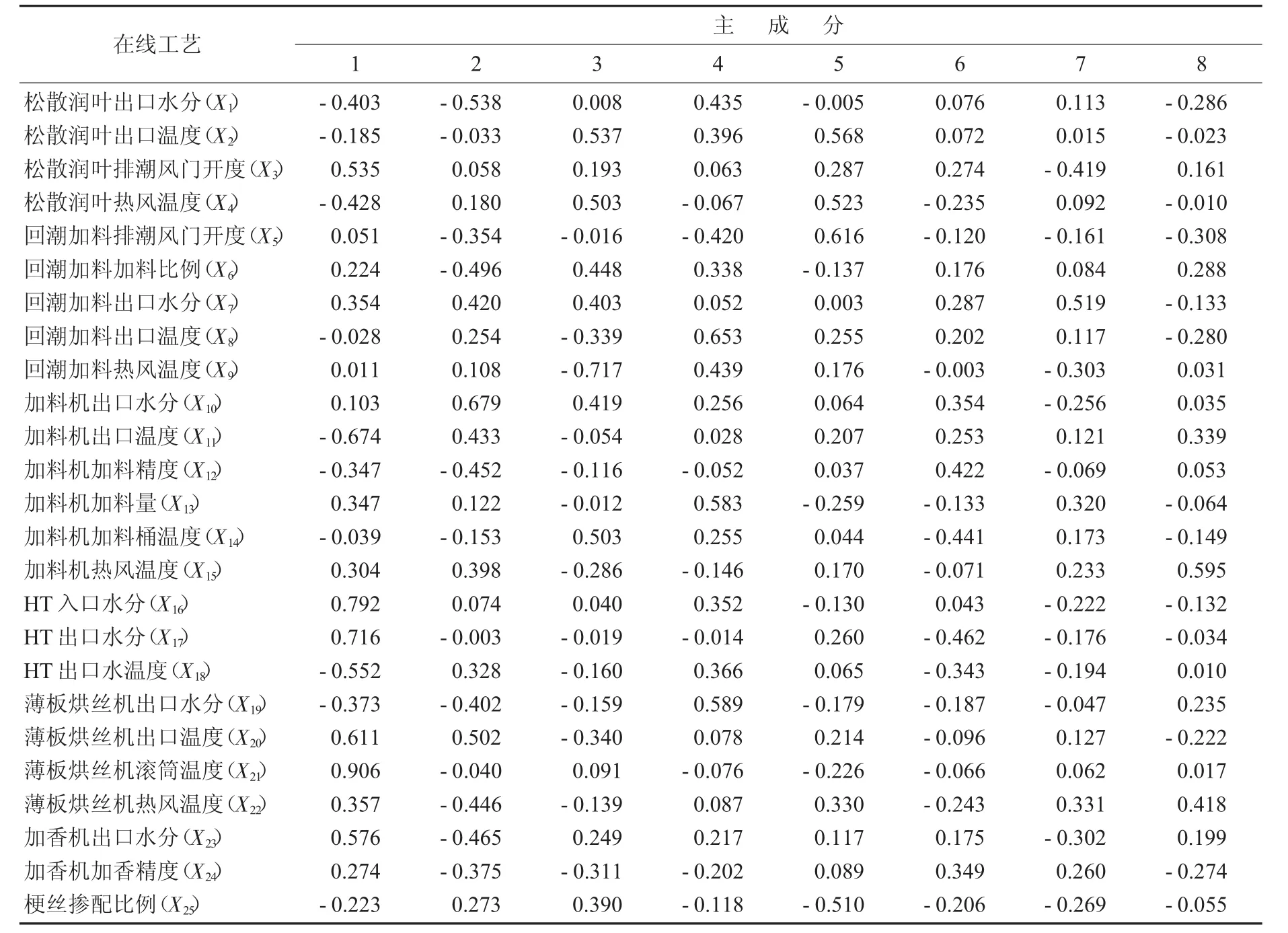
表3 主成分变量负荷矩阵
F1=-0.403X1-0.185X2+0.535X3-0.428X4+0.051X2+
0.224 X6+0.354X7-0.028X8+0.011X9+0.103X10-
0.674 X11-0.347X12+0.347X13-0.039X14+0.304X15+
0.792 X16+0.716X17-0.552X18-0.373X19+0.611X20+
0.906 X21+0.357X22+0.576X23+0.274X24-0.223X25;
F2=-0.538X1-0.033X2+0.058X3+0.180X4-0.354X5-
0.496 X6+0.420X7+0.254X8+0.108X9+0.679X10+
0.433 X11-0.452X12+0.122X13-0.153X14+0.398X15+
0.074 X16-0.003X17+0.328X18-0.402X19+0.502X20-
0.040 X21-0.446X22-0.465X23-0.375X24+0.273X25;
F3=0.008X1+0.537X2+0.193X3+0.503X4-0.016X5+
0.448 X6+0.403X7-0.339X8-0.717X9+0.419X10-
0.054 X11-0.116X12-0.012X13+0.503X14-0.286X15+
0.040 X16-0.019X17-0.160X18-0.159X19-0.340X20+
0.091 X21-0.139X22+0.249X23-0.311X24+0.390X25;
F4=0.435X1+0.396X2+0.063X3-0.067X4-0.420X5+
0.338 X6+0.052X7+0.653X8+0.439X9+0.256X10+
0.028 X11-0.052X12+0.583X13+0.255X14-0.146X15+
0.352 X16-0.014X17+0.366X18+0.589X19+0.078X20-
0.076 X21+0.087X22+0.217X23-0.202X24-0.118X25;
F5=-0.005X1+0.568X2+0.287X3+0.523X4+0.616X5-
0.137 X6+0.003X7+0.255X8+0.176X9+0.064X10+
0.207 X11+0.037X12-0.259X13+0.044X14+0.170X15-0.130X16+0.260X17+0.065X18-0.179X19+0.214X20-0.226X21+0.330X22+0.117X23+0.089X24-0.510X25;
F6=0.076X1+0.072X2+0.274X3-0.235X4-0.120X5+
0.176 X6+0.287X7+0.202X8-0.003X9+0.354X10+ 0.253X11+0.422X12-0.133X13-0.441X14-0.071X15+ 0.043X16-0.462X17-0.343X18-0.187X19-0.096X20-0.066X21-0.243X22+0.175X23+0.349X24-0.206X25;
F7=0.113X1+0.015X2-0.419X3+0.092X4-0.161X5+
0.084 X6+0.519X7+0.117X8-0.303X9-0.256X10+ 0.121X11-0.069X12+0.320X13+0.339X14+0.233X15-0.222X16-0.176X17-0.194X18-0.047X19+0.127X20+ 0.062X21+0.331X22-0.302X23+0.260X24-0.269X25;
F8=-0.286X1-0.023X2+0.161X3-0.010X4-0.308X5+
0.288 X6-0.133X7-0.280X8+0.031X9+0.774X10+ 0.339X11+0.053X12-0.064X13-0.149X14+0.595X15-0.132X16-0.034X17+0.010X18+0.235X19-0.222X20+ 0.017X21+0.418X22+0.199X23-0.274X24-0.055X25.
综合F1,F2,F3,F4,F5,F6,F7,F88个主成分,可定义批次工艺加工参数综合得分指数为:
F=0.25F1+0.13F2+0.10F3+0.10F4+0.08F5+0.06F6+
0.05 F7+0.05F8.
应用主成分分析方法计算出了前2个主成分得分,以及在线批次间加工工艺指数的得分。
主成分得分及综合得分见表4。
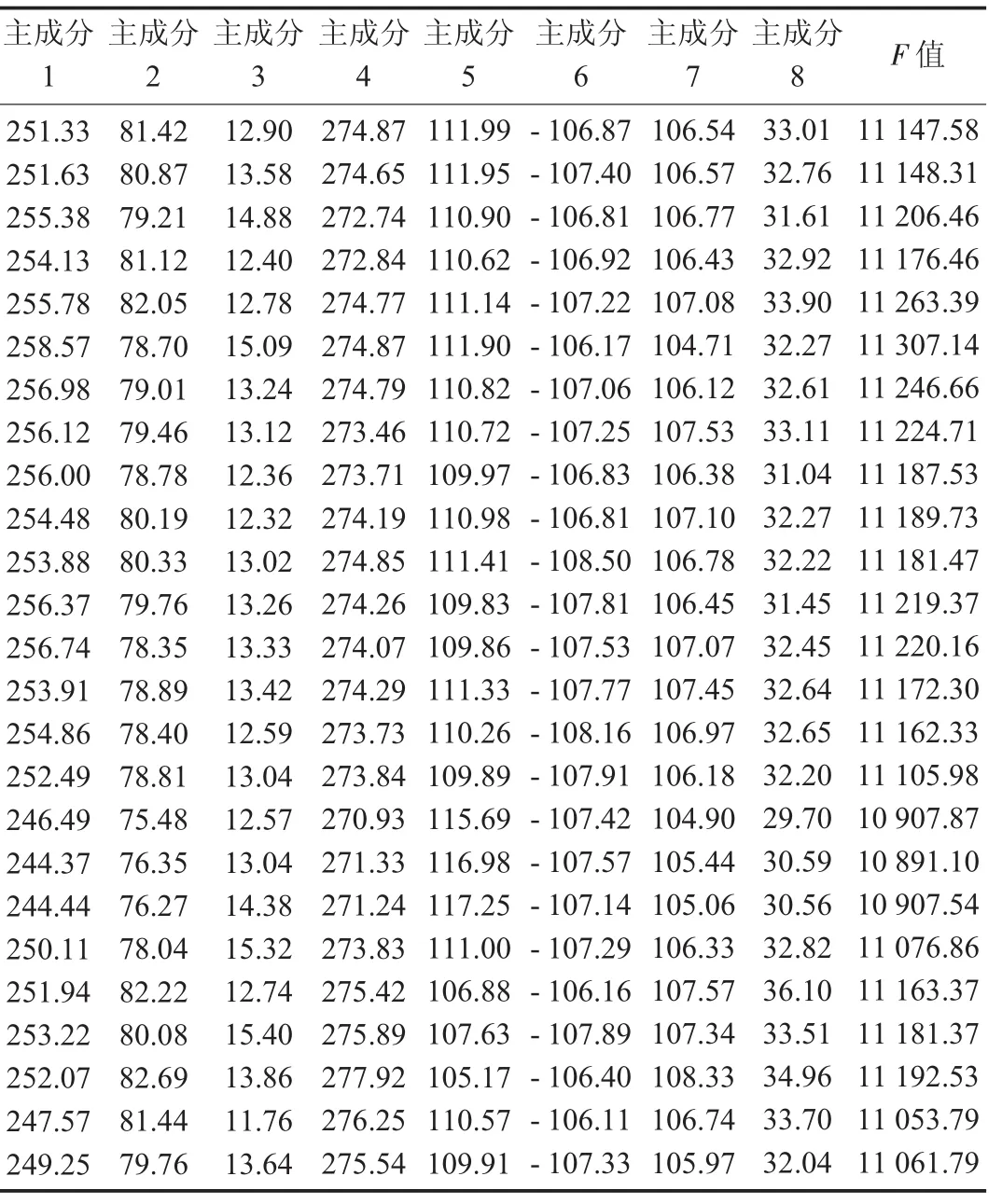
表4 主成分得分及综合得分
2.2 批次间加工在线工艺的聚类分析
对在线批次间加工工艺指数的主成分综合得分经中心法处理后,以欧氏距离衡量各样本间品质差异的大小,采用重心法对综合得分进行系统聚类分析。
各批次主成分综合得分聚类分析结果见图2。
由聚类结果可知,17号、18号和19号3个批次的烟丝与其他16个批次的差异性较大。

图2 各批次主成分综合得分聚类分析结果
3 结论
(1)主成分分析结果表明,各个主成分的方差贡献率分别为25.03%,12.64%,10.45%,9.95%,7.71%,6.12%,5.43%,5.19%,累积贡献率达82.49%。第1主成分主要由薄板烘丝机滚筒温度、HT入口水分指标来表征,第2主成分主要由加料机出口水分指标来表征,第3主成分主要由松散润叶出口温度指标来表征,第4主成分主要由回潮加料出口温度指标来表征,第5主成分主要由回潮加料排潮风门开度指标来表征,第6主成分主要由加料机加料精度指标来表征,第7主成分主要由回潮加料出口水分指标来表征,第8主成分主要由加料机热风温度指标来表征。
(2)利用聚类分析评价方法甄别出了不稳定的批次,17号,18号和19号3个批次的烟丝与其他16个批次的差异性较大。确定能够对制丝在线加工工艺稳定性进行有效综合评价的方法,为保证卷烟产品的稳定性提供理论支撑。
[1]宫长荣,于建军.烟草原料初加工 [M].北京:中国轻工业出版社,1993:78-103.
[2]黄嘉扔.卷烟工艺 [M].第2版.北京:北京出版社,2000:53-67.
[3]王兵,杨达辉,林平,等.新的卷烟生产工序品质评价方法的建立 [J].烟草科技,2002(11):16-17.
[4]梁桐.卷烟均质化加工技术研究 [J].黑龙江科技信息,2008(35):56-57.
[5]叶春文,杨明权,王兵,等.烘丝工艺参数对卷烟感官质量的影响 [J].烟草科技,2005(11):7-9.◇
The Difference Between the Preparation of Tobacco Online Processing Technic
LI Shan1,GUO Chunsheng2,YE Yajun2,GUO Lei1,CHEN Chen2,TIAN Shu2,ZHAO Saiyue2
(1.The Tobacco Industry Co.,Ltd.,Lanzhou,Gansu 730050,China;2.Kunming Cigarette Co.,Ltd.,Hohhot,Inner Mongolia 010020,China)
In order to evaluate the online processing technic stability,this paper analyzes the online processing technic 25 key process parameters,using the method of principal component analysis and cluster analysis,the process of the same brands of different batches of tobacco processing by principal component analysis.The results show that the extraction of 8 the principal components,each principal component variance contribution rates are 25.03%,12.64%,10.45%,9.95%,7.71%,6.12%,5.43%,5.19%,the cumulative contribution rate of 82.49%.Analysis and evaluation method for screening out unstable batches using clustering,No.17,No.18 and No.19 of three batches of tobacco and other 16 batches of differences. Acomprehensive evaluation method for the stability of the wire line processing technology is determined,which can provide theoretical support for the stability of cigarette products.
principal component analysis;cluster analysis;stability
TS143
A
10.16693/j.cnki.1671-9646(X).2017.01.014
1671-9646(2017)01a-0051-04
2016-11-02
李 山(1987— ),男,硕士,助理工程师,研究方向为卷烟工艺、卷烟配方。
猜你喜欢
现代制造技术与装备(2022年6期)2022-12-18
数学物理学报(2021年5期)2021-11-19
石油沥青(2021年4期)2021-10-14
科技信息·学术版(2021年35期)2021-01-03
中国科技纵横(2017年4期)2017-05-16
现代防御技术(2016年1期)2016-06-01
科技与创新(2015年1期)2015-02-04
中国烟草学报(2012年4期)2012-04-09
中国烟草学报(2012年4期)2012-04-09
中国烟草学报(2012年4期)2012-04-09