
涂层刀具高速车削高强度合金钢有限元仿真*
2017-02-15 10:27房友飞牛宗伟郑光明邵珠恒
组合机床与自动化加工技术 2017年1期
房友飞,牛宗伟,郑光明,邵珠恒
(山东理工大学 机械工程学院,山东 淄博 255049)
涂层刀具高速车削高强度合金钢有限元仿真*
房友飞,牛宗伟,郑光明,邵珠恒
(山东理工大学 机械工程学院,山东 淄博 255049)
针对高强度合金钢难加工的特点,选用不同涂层刀具进行了有限元分析,研究了刀具与工件的热—力性能匹配,并分析了切削参数对刀具应力和切削温度的影响。研究结果表明:在相同切削的条件下,应力最小的是TiC涂层刀具,其次是TiCN,Al2O3最大;切削温度最高的是Al2O3涂层刀具,TiCN次之,TiC最低。在刀具应力和切削温度的作用下,TiC涂层刀具后刀面易受到破坏,Al2O3涂层刀具刀尖易受到破坏,TiCN其前刀面易受到破坏,TiC涂层能够有效的降低刀具和加工表面温度,有利于提高刀具的耐用度。在不同的切削条件下,切削用量对TiCN和TiC涂层刀具的影响基本相同,Al2O3受影响较大。
涂层刀具;刀具应力;切削温度;性能匹配;切削参数
0 引言
300M超合金钢具有高强度、高硬度、高韧性、等特点,在航空、航天等领域得到广泛的应用[1],但切削过程中体现出的切削力大、切削温度高,刀具磨损严重等问题,使其成为了典型的难加工材料[2]。国内外学者选用硬质合金、陶瓷和CBN等刀具材料加工高强度钢做过基础性工作[3-5]。R.suresh等[6]采用多涂层刀具切削高强度钢,研究切削条件对刀具加工性能的影响。冯振兴等[7]研究了切削用量和刀具工作前角对切削力的影响。魏效玲等[8]运用仿真软件对刀具几何参数与切削力关系进行了研究。杜旭[9]研究了切削参数对切削力和切削热的影响。但上述研究并未涉及到高速切削过程中热力学变化过程,针对高速车削高强度钢刀具材料的性能匹配方面,有待进一步研究。
本文选用经济性能好的(TiC,TiCN,Al2O3)涂层硬质合金刀具,对300M钢进行高速车削仿真加工,基于切削过程受到切削区域不均匀热—力耦合强应力场的综合影响,研究刀具——工件的热力学性能匹配关系,并进行单因素仿真试验,研究不同切削速度、进给量和切削深度对涂层刀具的影响程度,揭示刀具、工件、切削系统的综合性能匹配关系。
1 有限元模型的建立与仿真
1.1 模型建立
本文选用的刀片材料为WC,分别选取TiC、TiCN、Al2O3涂层,同时,将刀具定义为带热传导刚体,初始温度为20℃。刀具角度(主偏角、副偏角、刃倾角)选取经验值( 45°、2°、-15°)。
工件材料为高强度合金钢,为了减少计算量,工件选取其外表面靠近刀具的一小部分作为研究对象。刀具和工件模型如图1所示。将工件定义为变形工件,在运动分析中使刀具同时作旋转和进给运动,而工件的内表面施加全约束,这样就完全模拟了车削的运动过程[10]。
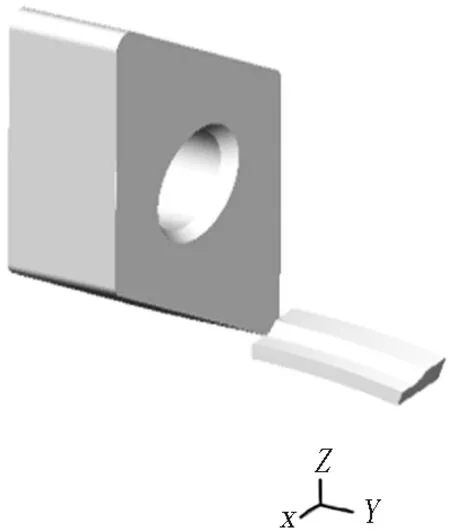
图1 刀具和工件的有限元模型
1.2 材料的力学本构关系
本文采用Johnson-Cook模型[11-12]:


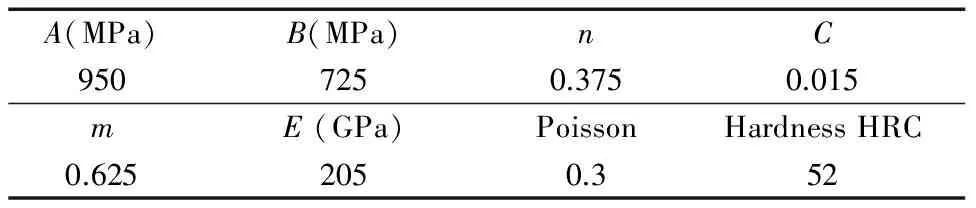
表1 AISI4340的Johnson-Cook参数
1.3 仿真参数设置
仿真初始切削参数设定为(v=200m/min,ap=0.5mm,f=0.3mm/r),摩擦因数设为0.6,散热系数为0.02N/(s·mm·℃),导热系数45W/(m·K)。给工件内表面施加全约束,刀具做进给运动,网格为四面体网格,采用网格尺寸控制法划分网格。单因素参数如表2所示。

表2 单因素实验参数设计
2 模拟结果及分析
2.1 刀具——工件切削应力的研究
从图2中可看出,Al2O3涂层刀具刃前区所受的应力最大,其次为TiCN涂层刀具,应力沿着刀尖向外逐渐递减;由于冲击变形作用使涂层内部压应力急剧增大,随着刀具继续切入工件,刀具应力逐渐稳定在某一范围。TiCN涂层刀具的应力波动较大,Al2O3涂层刀具应力波动最稳定,TiC涂层应力波动范围最小。表明高速车削高强度钢时TiCN涂层更易受到破坏。
(v=200m/min,ap=0.5mm,f=0.3mm/r,t=0.9ms)图2 涂层刀具切削高强度钢时的刀具应力
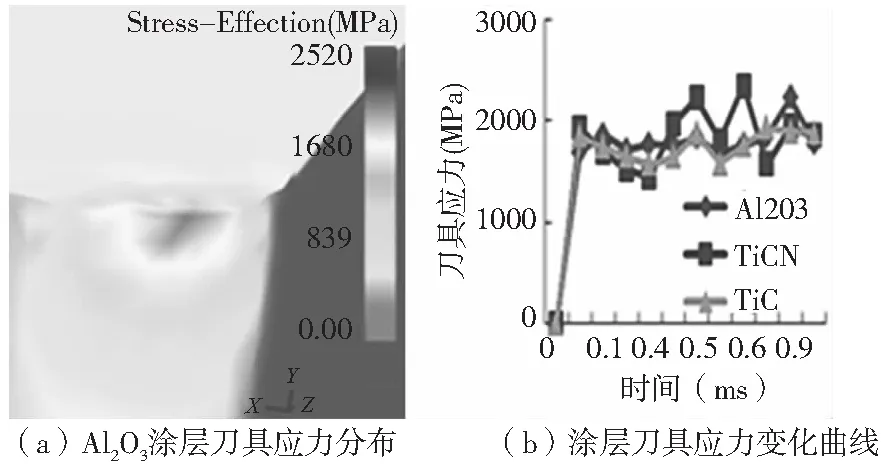
从图3中可看出,在刀工接触区,TiC涂层刀具切削时工件的应力梯度变化较小,Al2O3和TiCN涂层刀具切削时工件的应力梯度变化相当。工件所受拉应力最小的是Al2O3,其次是TiCN,TiC。压应力最大的是TiC,其次是TiCN,Al2O3。如果拉应力超过材料的强度极限,就会在应力区域内材料最弱的地方首先发生裂纹或者立即破损,工件所受应力反作用于涂层刀具上,由此可推测:TiC涂层刀具后刀面易受到破坏,Al2O3涂层刀具刀尖易受到破坏。TiCN应力变化不稳定与前刀面与切屑接触区复杂的应力变化相近,预测其前刀面易受到破坏。
(v=200m/min,ap=0.5mm,f=0.3mm/r,t=0.9ms)图3 涂层刀具切削高强度钢时的工件应力
2.2 刀具——工件切削温度的研究
从图4中可以看出,刀具温度迅速升高,Al2O3涂层刀具温度升高速率最快。前后刀面上的最高温度点出现在刀尖区域,Al2O3涂层温度最高, TiC和TiCN涂层刀具温度较低,由于温度低可以推测可能是摩擦热低,TiC和TiCN涂层降低了刀工接触的摩擦系数,能较好的降低刀具的温度。

(v=200m/min,ap=0.5mm,f=0.3mm/r,t=0.9ms)图4 涂层刀具切削高强度钢时的刀具温度
从图5中可以看出,刀具与工件接触区,TiC涂层刀具切削的工件温度较低,说明该涂层与工件的接触长度小,涂层起到热障作用,大部分热量随切屑带走。切削温度的最高值都是出现在工件切削层的第二变形区, 并且位于主切削刃附近,沿着第二变形区向外逐渐降低。温度最高的是Al2O3,TiCN次之,TiC最低。刀—削之间的相对滑动速度大,压力高,切屑和刀具之间摩擦挤压及塑性变形作用,使温度升高,而高的温度会直接导致刀具磨损的加速,刀具寿命的降低。第三变形区的切削热则主要是由于刀具后刀面和工件已加工表面之间的挤压和摩擦而形成的,已加工表面的温度最小的是TiC涂层,Al2O3,TiCN涂层温度相近,说明TiC涂层对已加工表面的影响较小。
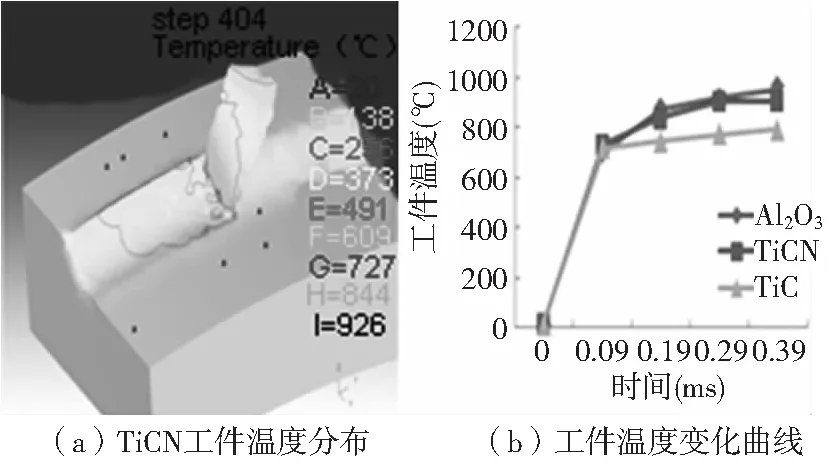
(v=200m/min,ap=0.5mm,f=0.3mm/r,t=0.9ms)图5 涂层刀具切削 300M钢时的工件温度
2.3 切削用量对不同涂层刀具切削温度的影响
从图6中可以看出,随着切削速度的增加,涂层刀具的切削温度也增加,Al2O3涂层刀具温度在高速下增长显著,TiCN和TiC涂层刀具温度增长趋势基本一致;进给量较小时,各涂层刀具温度上升,进给量增大一倍,TiCN和TiC涂层刀具切削温度降低了30%左右,Al2O3降低的幅度较大,增大进给量可以降低涂层刀具的温度。进给量增加,单位时间内的金属变形系数减小,刀具与切屑的摩擦热减少,会减少切削热。切削深度增加,各涂层的温度增长趋势基本保持稳定,所以高速车削300M钢,对涂层刀具切削温度影响程度是v>f>ap。

(f=0.3mm/r,ap=0.5mm,t=0.1ms) (a)切削速度对切削温度的影响

(v=200m/min,ap=0.3mm,t=0.4ms) (b)进给量对切削温度的影响

(v=200m/min,f=0.3mm/r,t=0.2ms)(c)切削深度对切削温度的影响图6 切削温度随切削用量的变化情况
2.4 切削用量对不同涂层刀具应力的影响
从图7中可以看出,当进给量较低时,进给量对刀具应力的影响较明显,但随着进给量的增加,各涂层刀具应力降低;切削速度对涂层刀具应力的影响最小,各涂层刀具在相同切削速度下所受应力基本保持一致;切削深度对涂层刀具应力的影响较大,随着切削深度的增加将出现大应力变形导致刀具损坏。为保证切削效率和刀具强度,在选择切削参数时,可以优先选取较高切削速度,其次考虑较大的进给量。
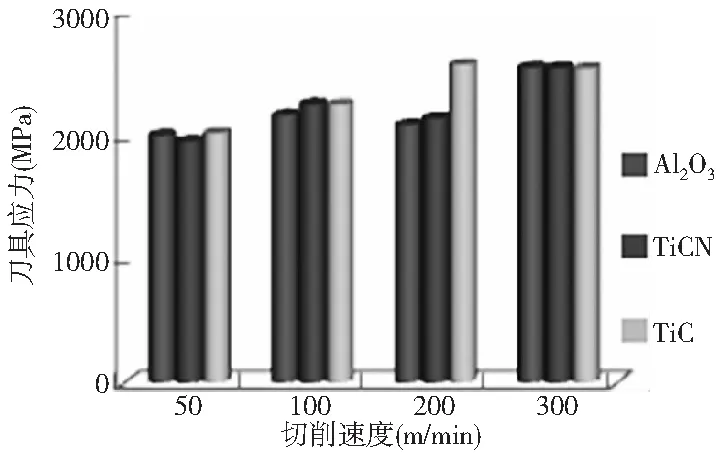
(f=0.3mm/r,ap=0.5mm,t=0.1ms)(a)刀具应力随切削深度变化
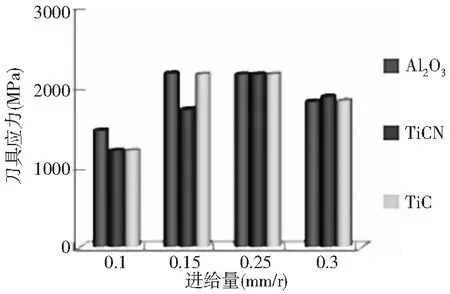
(v=200m/min,ap=0.3mm,t=0.4ms) (b)刀具应力随进给量变化
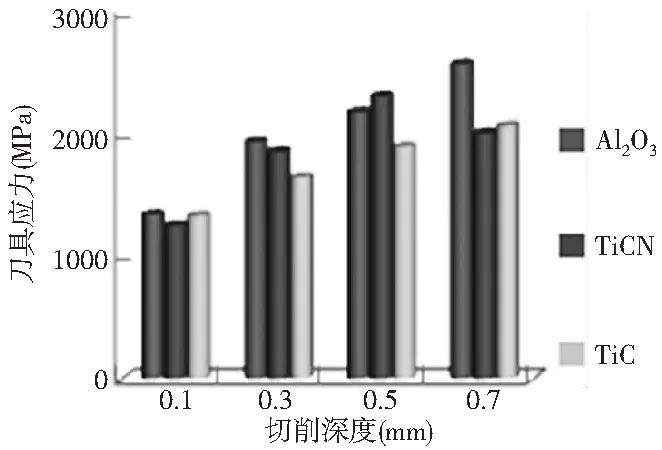
(v=200m/min,f=0.3mm/r,t=0.2ms)(c)刀具应力随切削深度变化图7 刀具应力随切削用量的变化情况
3 结束语
上述仿真实验针对高速车削高强度钢300M使用三种不同材料涂层的刀具,进行刀具和工件的力—热耦合性能匹配研究,并进一步研究了切削参数对切削过程中力—热的影响,得到如下结果:
(1)刀具的最大应力出现在前刀面主切削刃附近,同时在后刀面靠近主切削刃的地方出现了较大的等效应力,这与实际切削过程基本相似。通过分别研究刀具与工件的应力变化,可以预测,TiC涂层刀具后刀面易受到破坏,Al2O3涂层刀具刀尖易受到破坏,TiCN前刀面易受到破坏。
(2)刀具前刀面靠近切削刃的地方切削温度最高,因此刀具的这个部分最容易发生扩散磨损而形成月牙洼。通过研究刀具和工件表面在切削过程中的温度分布,可以预测,在刀具与切屑接触区,Al2O3涂层刀具最易形成月牙洼,TiCN涂层刀具能较好的降低刀具温度,TiC涂层刀具切削温度最低,但在刀刃和后刀面区域温度变化大易磨损。TiC涂层对已加工表面的影响最小。
(3)各涂层刀具温度受切削速度的影响大,Al2O3涂层刀具温度受影响较大,增大进给量可以降低涂层刀具的温度,切削深度对各涂层温度影响最小;各涂层刀具在相同切削速度下所受应力基本保持一致,较大的进给量可以降低刀具应力,切削深度对各涂层应力影响最大。
[1] 杨金发.航空难加工材料典型零件切削技术研究[J].金属加工,2011(17):6-8.
[2] 张慧萍,王崇勋,杜煦.飞机起落架用300M超高强钢发展及研究现状[J].哈尔滨理工大学学报,2011,16(6):73-76.
[3] 徐小磊.陶瓷刀具高速车削Inconel718表面粗糙度与刀具磨损研究[D].济南:山东大学,2012.
[4] Y Sahin.Comparison of tool life between ceramicand cubic boron nitride (CBN) cutting tools when machining hardenedsteels[J].Journal of Materials Processing Technology, 2009,209(7):3478-3489.
[5] 周波,侯力,唐锐.基于低温冷却技术的钛合金切削性能分析[J].组合机床与自动化加工技术,2015(7):11-14.
[6] R Suresh,S Basavarajappa,G L Samuel.Some studies on hard turning of AISI-4340 steel using multilayer coated carbide tool[J].Measurement,2012,45(7):1872-1884.
[7] 冯振兴.涂层硬质合金刀具切削铁基高温合金试验研究[D]. 大连:大连理工大学,2013.
[8] 魏效玲,王剑锋.基于DEFORM的刀具几何参数与切削力关系的研究[J].组合机床与自动化加工技术,2014(11):16-18.
[9] 杜旭.飞机起落架用超高强度钢切削性能及切削参数优化的研究[D]. 哈尔滨:哈尔滨理工大学,2013.
[10] 韦联,周利平.基于Deform 3D的金属车削过程仿真[J].工具技术,2010,44(8):29-33.
[11] 李建光,施琪.Johnson-Cook本构方程的参数标定[J].兰州理工大学学报,2012,38(2):164-167.
[12] 石旭.300M超高强钢高温本构模型的研究[D]. 哈尔滨:哈尔滨理工大学,2015.
[13] Reginaldo T Coelho, Eu-Gene Ng, M A Elbsetawi.Tool wear when turning hardened AISI 4340 with coated PCBN tools using finishing cutting conditions[J].International Journal ofMachine Tools and Manufacture,2007,47(2):263-272.
(编辑 李秀敏)
Finite Element Simulation of High Speed Turning of High Strength Alloy Steel by Coating Tools
FANG You-fei, NIU Zong-wei, ZHENG Guang-ming, SHAO Zhu-heng
(School of Mechanical Engineering,Shandong University of Technology, Zibo Shandong 255000, China)
In view of the characteristics of high strength alloy steel, the finite element analysis is carried out with different coating tools. The thermal and mechanical properties of the tool and the workpiece are analyzed. The influence of cutting parameters on the cutting parameters and cutting temperature is analyzed. The research results show that: in the same cutting conditions, the stress is the minimum of the TiC coating tool, followed by TiCN, Al2O3maximum; cutting temperature is the highest Al2O3coating tool, TiCN times, TiC minimum. In cutting force and cutting temperature of the role and TiC coating tool rake face is easy to be damaged, Al2O3coating cutting tool is easy to be damaged, TiCN the rake face is easy to be damaged, TiC coating can effectively reduce tool and machined surface temperature, is conducive to improve the cutting tool durability. Under different cutting conditions, the influence of cutting parameters on the TiCN and TiC coating tools is identical basically. Al2O3is affected by the larger.
coating tool; tool stress; cutting temperature; performance matching ; cutting parameters
1001-2265(2017)01-0012-04
10.13462/j.cnki.mmtamt.2017.01.004
2016-01-19;
2016-02-20
国家自然科学基金(51505264);山东省优秀中青年科学家科研奖励基金(BS2014ZZ005);山东省自然科学基金(2015ZRB01917)
房友飞(1988—),男,山东莱阳人,山东理工大学硕士研究生,研究方向为高速切削,(E-mail)fangyoufei88@126.com。
TH142; TG506
A
猜你喜欢
中国机械工程(2022年16期)2022-09-03
表面技术(2022年1期)2022-02-12
装备制造技术(2020年4期)2020-12-25
中外文摘(2019年19期)2019-11-12
科学与技术(2019年17期)2019-04-16
科技创新与应用(2018年20期)2018-07-28
伴侣(2017年6期)2017-06-07
数字技术与应用(2016年12期)2017-04-15
中国教育技术装备(2017年4期)2017-04-14
求知导刊(2016年1期)2016-02-18
