
大豆蛋白和鱼肉复合挤压工艺参数的优化
2017-02-10 01:58:49赵贵兴毕伟伟杨春华孙冰玉刘琳琳石彦国范洪臣刘丽君刘昊飞李进荣赵春杰
粮食与饲料工业 2017年1期
赵贵兴,张 光,毕伟伟,王 净,杨春华,孙冰玉,刘琳琳,石彦国,范洪臣,陈 霞,刘丽君,刘昊飞,李进荣,赵春杰
(1.哈尔滨商业大学食品工程学院,黑龙江 哈尔滨 150076; 2.黑龙江省农业科学院大豆研究所,黑龙江 哈尔滨 150086; 3.长春大成集团,吉林 长春 130062)
大豆蛋白和鱼肉复合挤压工艺参数的优化
赵贵兴1,2,张 光1,毕伟伟2,王 净1,杨春华1,孙冰玉1,刘琳琳1,石彦国1,范洪臣1,陈 霞2,刘丽君2,刘昊飞2,李进荣2,赵春杰3
(1.哈尔滨商业大学食品工程学院,黑龙江 哈尔滨 150076; 2.黑龙江省农业科学院大豆研究所,黑龙江 哈尔滨 150086; 3.长春大成集团,吉林 长春 130062)
以新鲜淡水鱼鱼糜为原料,与大豆蛋白(大豆分离蛋白、大豆凝胶蛋白、低变性豆粕粉)混合进行复合挤压,利用双螺杆挤压机生产鱼肉与大豆蛋白复合食品,该方法能极好的利用淡水鱼资源与大豆蛋白资源,降低鱼肉食品的生产成本,增加食品营养,拓展了鱼糜食品的加工途径。选取物料含水率、原料配比、挤压温度、螺杆转速、喂料速度等进行综合评价测定,得出挤压产品的最佳工艺条件。研究表明,复合鱼肉蛋白食品挤压工艺的最佳条件为:物料含水率30%~40%,四区温度125~135℃,喂料速度35~40 r/min,螺杆转速165~170 r/min。
鱼肉;大豆蛋白;复合食品;挤压成形;工艺条件
我国已成为世界第一渔业大国,水产品产量占世界总产量的三分之一。农业部渔业局市场处官员说,中国水产品的产量和渔业总产值分别以每年8.7%和10.4%的速度递增,成为农业中发展最快、效益最好的一个产业。世界各国淡水渔业发展迅猛,至今已经占到渔业总产量的40%,而生产成本低廉、高产的低值淡水鱼的比例一般也在淡水鱼生产总量的50%以上。如我国的鲢、鳙等低值淡水鱼占了淡水鱼生产总量的60%以上,因此,低值淡水鱼加工利用的原料是巨大而丰富的。
目前,世界各国鱼糜制品的原材料主要是海水鱼类,但由于海洋捕捞强度过大,从而导致了优质海水鱼的数量下降。世界淡水鱼产量却与此相反,它在持续增加,例如我国大宗淡水鱼如草鱼、鲢鱼从2011年的产量4 400 000 t、2 718 200 t开始都是一直呈现上升趋势,到2015年已经分别达到5 376 803 t、3 172 433 t。因此,为了满足市场需求来大力开发淡水鱼鱼糜制品成为鱼糜加工业的重要课题之一。目前,对我国产量较大且价格低廉的鲤鱼鱼糜加工特性的研究很少,而在鲢鱼鱼糜的加工特性上已有一些报道[1-9]。
大豆在我国资源十分丰富,并且我国对组织化大豆蛋白的研究已有一定的工业基础。近些年来,大豆蛋白制品的开发受到国内外广大关注,采用大豆蛋白制造“仿生肉”是现阶段研究的重点。本研究利用上述两种优势资源,通过螺杆挤压技术,生产组织化复合蛋白。将大豆蛋白及鱼肉的内部结构重新组合,得到一种方便、即食及营养的食品[10-12],即宠物食品和鱼豆腐食品。
1 材料与仪器
1.1 试验材料
新鲜鲤鱼(三道鳞),低变性豆粕粉,大豆分离蛋白(分散型),大豆分离蛋白(凝胶型),骨头汤(自制),蒸鱼豆豉,米醋,陈醋,酱油,茶叶,花椒、八角、葱、姜、蒜,料酒。
1.2 试验仪器
双螺杆挤压机DSE-25型,组织捣碎机JJ-2型,中草药粉碎机FW177,电子分析天平BS2243,核磁仪NM120,电镜仪QUANTA200,多功能电磁炉C20-SH2050,物性分析仪TA-XT2i。
2 试验设计及指标测定
2.1 单因素试验的设计
2.1.1 四区温度的优化与确定
双螺杆挤压机内部机筒分为五个区域,第一区域为加料段、第二区域为加热段、第三区域为挤压段、第四区域为返料段、第五区域为出料段。根据控制变量原则,由于螺杆全程匀速转动,单独控制第一区域或第二区域温度对挤压产品组织化程度的影响甚微;由于整体挤压过程中第三区域对物料进行两次挤压,单独控制此区域温度对挤压产品组织化程度的影响过大,挤压产品会产生焦糊状现象;单独控制第五区域温度只能改变挤压产品的膨化度;单独控制第四区域温度会对挤压产品组织化程度有较大影响并容易控制。故只对第四区域进行控制变量法试验。为了研究第四区温度对挤压成品组织化程度的影响,采用控制变量法,对四区温度进行研究,操作参数如下:
不变量:含水率30%;喂料速度35 r/min;螺杆转速170 r/min;复合蛋白混合比例:鱼肉蛋白∶大豆蛋白=1∶2;大豆蛋白的组成:低温豆粕粉∶分离蛋白(凝胶型)∶分离蛋白(分散型)=1∶1∶1。变量:五区温度中的第四区温度分别为:125、135、145、155、165℃。在上述条件下进行双螺杆挤压,测定挤压成品的相关指标。
2.1.2 喂料速度的优化与确定
为了研究喂料速度对挤压成品组织化程度的影响,采用控制变量法,对喂料速度进行研究,操作参数如下:
不变量:五区温度:90℃→100℃→110℃→135℃→110℃;螺杆转速:170 r/min;物料含水率30%;复合蛋白混合比例:鱼肉蛋白∶大豆蛋白=1∶2;低温豆粕粉∶分离蛋白(凝胶型)∶分离蛋白(分散型)=1∶1∶1。变量:喂料速度分别为30、35、40、45、50 r/min。在上述条件下进行双螺杆挤压,测定挤压成品的相关指标。
2.1.3 螺杆转速的优化与确定
为了研究螺杆转速对挤压成品组织化程度的影响,采用控制变量法,对螺杆转速进行研究,操作参数如下:
不变量:五区温度:90℃→100℃→110℃→135℃→110℃;喂料速度40 r/min;物料含水率30%;复合蛋白混合比例:鱼肉蛋白∶大豆蛋白=1∶2;低温豆粕粉∶分离蛋白(凝胶型)∶分离蛋白(分散型)=1∶1∶1。变量: 螺杆转度分别为165、170、175、180、185 r/min。在上述条件下进行双螺杆挤压,测定挤压成品的相关指标。
2.1.4 物料含水率的优化与确定
为了研究物料含水率对挤压成品组织化程度的影响,采用控制变量法,对物料含水率进行研究,操作参数如下:
不变量:五区温度:90℃→100℃→110℃→135℃→110℃;喂料速度40 r/min;螺杆转速170 r/min;复合蛋白混合比例:鱼肉蛋白∶大豆蛋白=1∶2;低温豆粕粉∶分离蛋白(凝胶型)∶分离蛋白(分散型)=1∶1∶1。变量: 物料含水率分别为30%、35%、40%、45%、50%。
在上述条件下进行双螺杆挤压,测定挤压成品的相关指标。
2.2 产品的各种指标测定
2.2.1 产品质构特性的测定
组织化程度:采用质构仪测定。以挤压成品的宽度为边长,切成边长相同的正方形,每个样品重复测量5~10次。
2.2.2 产品组织化程度的测定
[13],将挤压产品切割,依次测出横向和纵向(模头挤出方向)剪切力的大小。用横向与纵向剪切力的比值来表示挤压产品组织化程度的大小,每组样品重复测量3次,取其平均值。
2.2.3 产品电镜特性的检测
采用电镜仪(美国FEI QUANTA 200)测定。将挤压好的成品切成1 cm左右的剖面正方形,经喷金处理后置于电镜仪中观察,检测。
3 结果与分析
3.1 单因素试验结果与分析
3.1.1 物料含水率对挤压产品组织化程度的影响
不同物料含水率的挤压成品组织化程度的测定结果见图1。由图1可见,含水率对挤压产品的组织化程度有显著的影响。随着物料含水率的增加,挤压产品的组织化程度有所降低,物料含水率30%时,挤压产品的组织化程度最高,当物料含水率从35%增加到40%时,挤压产品的组织化程度有所增加,但物料含水率超过40%时,挤压产品的组织化程度下降明显。而在30%~40%时,组织化程度忽高忽低,是由于原料调节含水率时混合不均造成的。因此,试验设计中物料含水率应选择30%~40%。

图1 不同物料含水率下挤压产品的组织化程度
3.1.2 四区温度对挤压成品组织化程度的影响
不同四区温度挤压成品组织化程度的测定结果见图2。由图2可见,双螺杆挤压机机箱内的第四区温度对挤压产品的组织化程度影响较显著。但随着温度的增加,挤压产品的组织化程度在逐渐降低。考虑实际情况,当温度达到155℃时,挤压产品已经开始糊化,产生苦味,对食品口味不好。综合考虑,在后面的试验设计中四区温度应选择125~135℃。
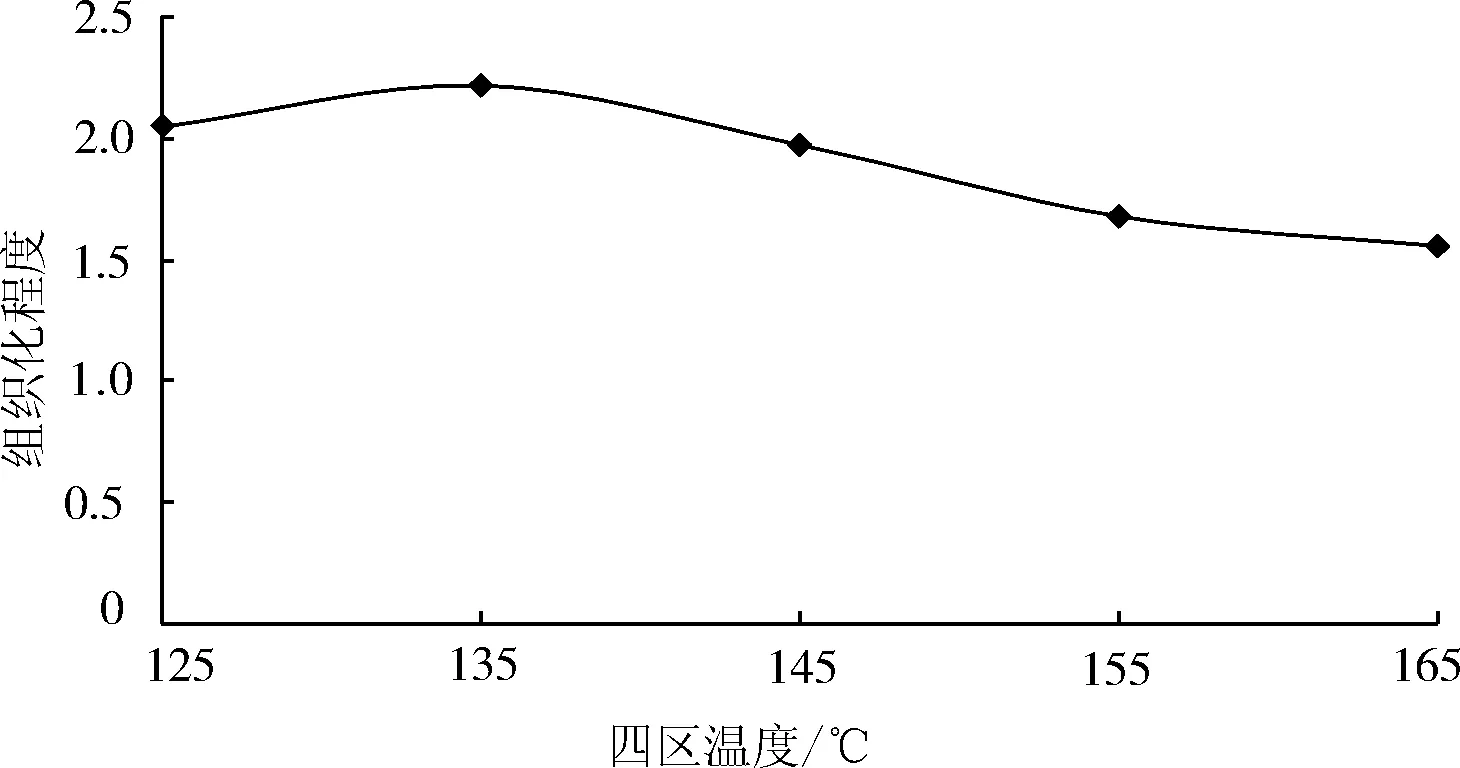
图2 不同四区温度下挤压产品的组织化程度
3.1.3 喂料速度对挤压成品组织化程度的影响
不同喂料速度下的挤压成品组织化程度的测定结果见图3。由图3可见,双螺杆挤压机的操作参数中喂料速度对挤压产品的组织化程度影响不是很明显。喂料速度增加,挤压产品的组织化程度也随之增加,但喂料速度从30 r/min增加到40 r/min时,挤压产品的组织化程度的变化很缓慢;喂料速度超过40 r/min后,导致挤压成品的组织化程度降低。因此,喂料速度既不是越低越好,也不是越高越好,它的显著区域范围是35~40 r/min。
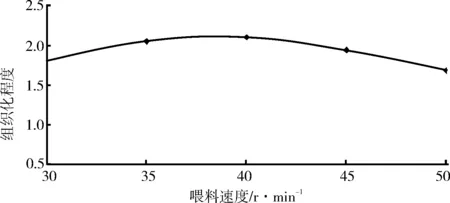
图3 不同喂料速度下挤压产品的组织化程度
3.1.4 螺杆转速对挤压成品组织化程度的影响
不同螺杆转速下的挤压成品组织化程度的测定结果见图4。

图4 不同螺杆转速下挤压成品的组织化程度
从图4可以看出,螺杆转速对挤压产品的组织化程度有着显著的影响。当螺杆转速从165 r/min 增加到175 r/min时,挤压产品的组织化程度呈增加趋势;螺杆转速超过175 r/min,直至185 r/min时,挤压产品的组织程度呈下降趋势。可见,螺杆转速大小需要谨慎控制与调配,试验设计中螺杆转速的试验范围应选择在165~170 r/min。
3.2 产品各种指标测定结果与分析
3.2.1 产品电镜特性的检测结果
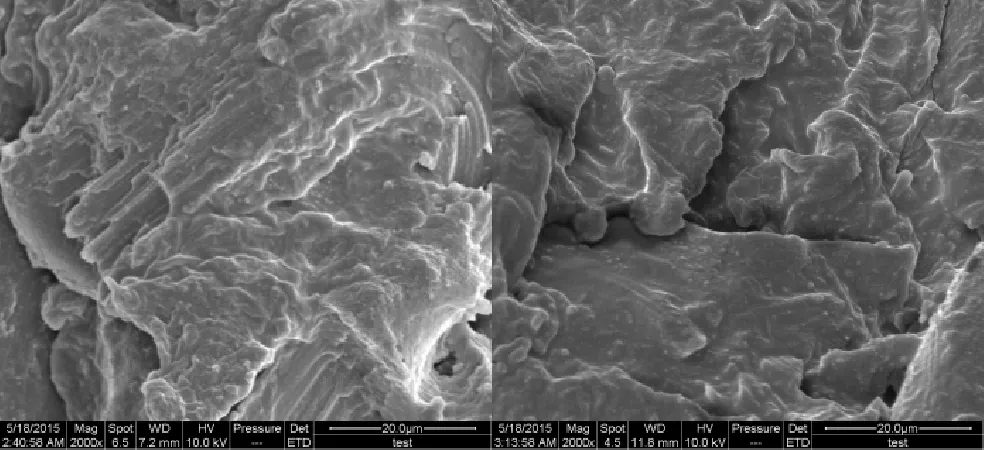
由图5可知,不同含水率的物料在挤压过程中面团熔融的形态变化和最终产品的结构特性截然不同。单因素试验下,物料含水率在30%时组织化程度相对更好。当含水率较低时,挤压过程中不容易发生熔融,面团的微观结构更大程度上受挤压机各区段温度的影响,当物料通过机头端模孔时,气化膨胀作用较小,使得最终挤出产品的结构比较致密;随着物料含水率增加,物料与水在机筒内发生水合作用的程度增大,在挤压温度较低时就能够发生熔融,面团的微观结构受挤压机各区段温度的影响相对较小,当湿化熔融的物料通过机头端模孔时,尽管受到长模头的冷却作用,但是由于熔融体自身含有大量高温水蒸气,由模头流出时仍会发生气化膨胀,使得最终挤出产品中呈现轻微的膨松多孔状结构。
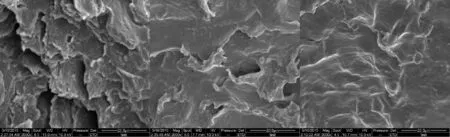
(a)含水率30% (b)含水率35% (c)含水率40%
(d)含水率45% (e)含水率50%图5 不同物料含水率的产品在电镜2 000倍下的结构
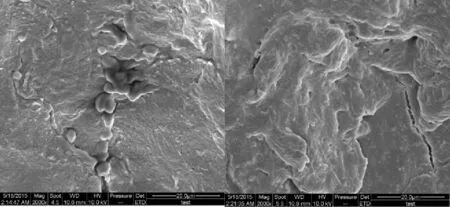
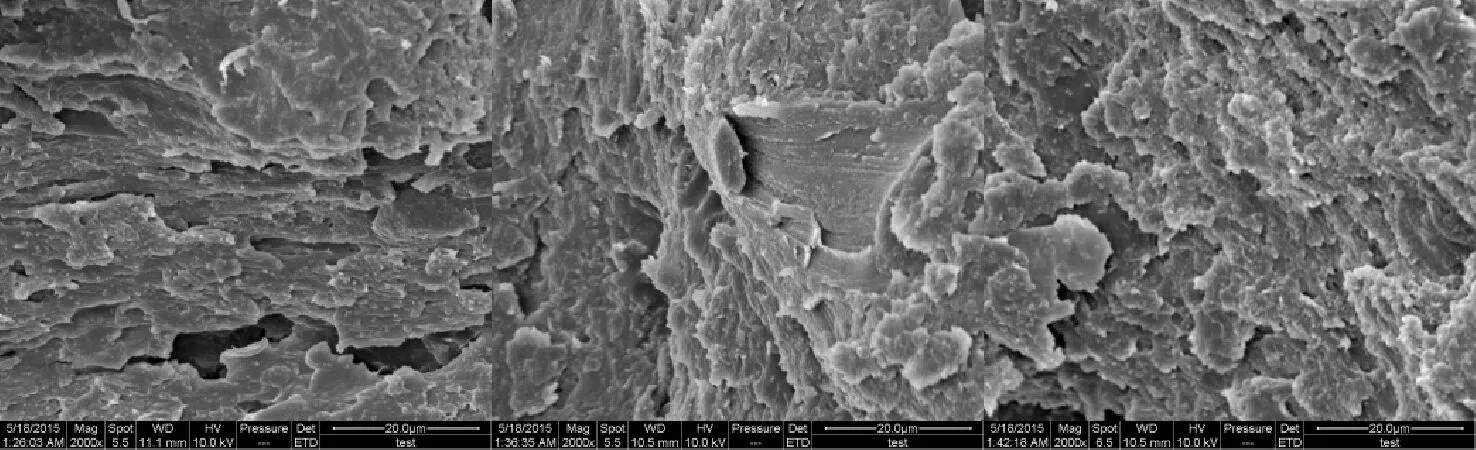
由图6可知,不同四区温度下的产品在挤压过程中面团熔融的形态变化和最终产品的结构特性也截然不同。单因素试验下135℃时组织化程度更好。

(a)温度125℃ (b)温度135℃ (c)温度145℃
(d)温度155℃ (e)温度165℃图6 不同四区温度的产品在电镜2 000倍下的结构
由图7可知,不同喂料速度下的产品在挤压过程中面团熔融的形态变化和最终产品的结构特性同样截然不同。单因素试验下喂料速度35~40 r/min时组织化程度更好。
(a)喂料速度30 r/min (b)喂料速度35 r/min (c)喂料速度40 r/min
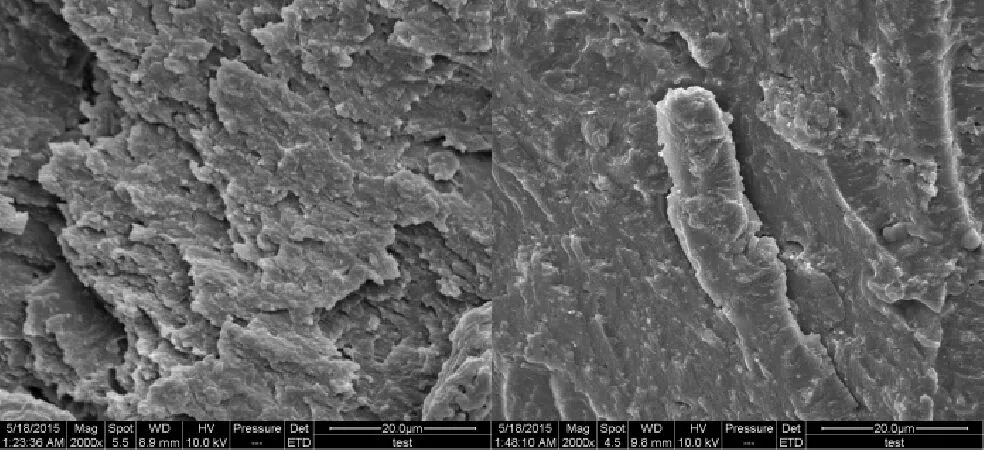
(d)喂料速度45 r/min (e)喂料速度50 r/min图7 不同喂料速度的产品在电镜2 000倍下的结构
由图8可知,不同螺杆转速下的产品在挤压过程中面团熔融的形态变化和最终产品的结构特性同样截然不同。单因素试验下螺杆转速在165~175 r/min时组织化程度更好。

(a)螺杆转速165 r/min (b)螺杆转速170 r/min (c)螺杆转速175 r/min
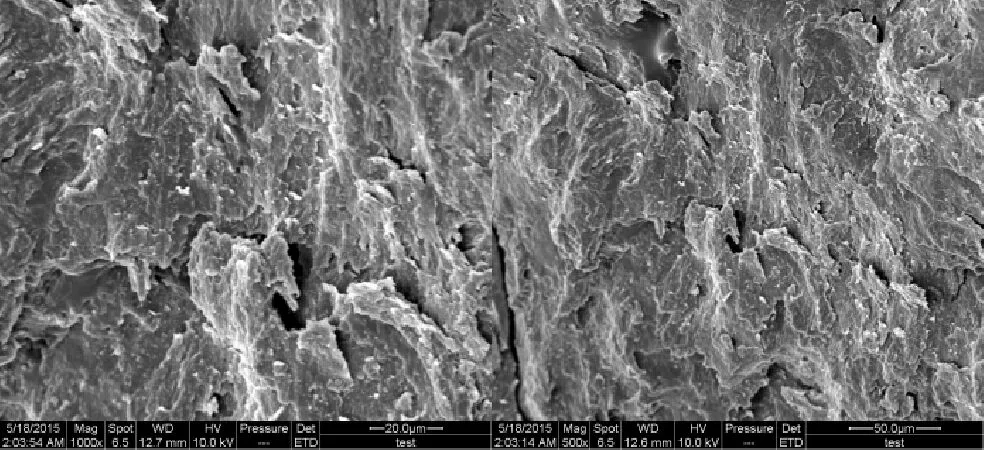
(d)螺杆转速180 r/min (e)螺杆转速185 r/min图8 不同螺杆转速的产品在电镜2 000倍下的结构
总之,充分组织化的大豆蛋白和鱼肉蛋白与未有效组织化的大豆蛋白和鱼肉蛋白相比,无论是从宏观状态还是微观结构上都有很大差异。观察内部有大量的颗粒存在,说明此条件下,物料在机筒内未达到充分熔融状态;挤出物表现出连续的黏弹体形态,没有不熔的蛋白颗粒存在,说明物料在机筒内已充分熔融,充分组织化。组织化程度越高的产品越好。结合上述图片,经观察分析得到:单因素试验下,物料含水率在30%、四区温度135℃、喂料速度为35~40 r/min、螺杆转速在165~175 r/min时,组织化程度更好。
3.2.2 质构特性对产品的影响
样品TPA测定5~10次后的平均值如表1~表4所示。TPA主要是通过质构仪探头模拟人口腔的咀嚼运动,对样品进行两次压缩,通过软件分析出测试曲线,得出以下质构特性参数:硬度、黏着性、弹性、黏聚性、胶着性、咀嚼性、回复性。该测定对综合评价食品的质地特性非常有价值,可以在某些程度上减少感官评价中主观因素带来的误差,是测定食品质构特性的通用测试方法。
硬度为压缩样品时用力的大小,是衡量样品质地软硬程度的指标。硬度值越小,表示口感越好。咀嚼度表示将固体样品咀嚼成吞咽稳定状态时所需的能量。咀嚼度值越小,表示口感越好,随物料含水率的变化,挤压组织化产品的咀嚼度与硬度有着类似的变化趋势。
组织化度表示挤出产品沿着挤出方向纤维化形成程度,组织化度越大,挤压产品中纤维化的形成程度越大。本试验主要通过单因素试验对产品的硬度和咀嚼度进行分析研究。
通过比较分析,结合表1~表4可以得出,在不同的四区温度下,产品硬度和咀嚼度在125℃和135℃下相对较好;在不同的物料含水率下,产品的硬度和咀嚼度在30%和35%更好;在不同的喂料速度下,产品在条件为35 r/min和40 r/min下更好;在不同的螺杆转速下,产品在条件为170 r/min和175 r/min下更好。

表1 不同四区温度下产品的TPA值

表2 不同物料含水率下产品的TPA值

表3 不同喂料速度下产品的TPA值

表4 不同螺杆转速下产品的TPA值
4 结论
物料的含水率对挤压产品的组织化程度有显著的影响。双螺杆挤压机机箱内的第四区温度对挤压产品的组织化程度影响较显著。喂料速度对挤压产品的组织化程度影响不是很明显。螺杆转速对挤压产品的组织化程度有着显著的影响。
挤压生产的最佳工艺条件为:物料含水率30%,四区温度选择135℃,喂料速度40 r/min,螺杆转速170 r/min。
[参考文献]
[1] TOLSTOGUZOV V. Some thermodynamic considerations in food formulation[J].Food Hydrocolloids,2003,17(1):1-23.
[2] 张 慜,张 骏.国内外低值淡水鱼加工与下脚料利用的研究进展[J].食品与生物技术学报,2006,25(5):115-120.
[3] 周爱梅,曾庆孝,刘 欣,等.两种蛋白类添加剂对鳙鱼鱼糜凝胶特性的改良[J].华南理工大学学报(自然科学版),2005,33(4):87-91.
[4] 孙照勇,陈锋亮,张 波,等.植物蛋白高含水率挤压组织化技术研究进展[J].农业工程学报,2009,25(3):308-312.
[5] 刘 永,周家华,曾 颢,等.大豆蛋白的挤压组织化及其应用[J].食品科技,2002(10):13-15.
[6] 杨晓玲,邓 力,董 楠,等.重组牛肉干双螺杆挤压工艺研究[J].食品与机械,2013,29(4):107-111.
[7] 王 毳,刘俊荣,刘 臣,等.低值鱼蛋白组织化模拟食品的研究[J].水产科学,2008,27(1):17-19.
[8] MELVIN G D,KLOSER R,HONKALEHTO T.The adaptation of acoustic data from commercial fishing vessels in resource assessment and ecosystem monitoring[J].Fisheries Research,2016, 178(4):13-25.
[9] ZHAO Y,SONG B,YAN Z, et al.Microstructure and mechanical properties of extrusion welds in continuous extrusion of AA6063 aluminium alloy with double billets [J].Journal of Materials Processing Technology, 2016, 235(9):149-157.
[10] WOLZ M,KASTENHUBER S,KULOZIK U.High moisture extrusion for microparticulation of whey proteins-Influence of process parameters[J].Journal of Food Engineering, 2016, 185(9):56-61.
[11] BARONSKY-PROBST J,MOLTGEN C V,KESSLER W, et al.Process design and control of a twin screw hot melt extrusion for continuous pharmaceutical temper-resistant tablet production[J].European Journal of Pharmaceutical Sciences, 2016,87(5):14-21.
[12] GHUMMAN A,KAUR A,SINGH N, et al.Effect of feed moisture and extrusion temperature on protein digestibility and extrusion behaviour of lentil and horsegram[J].LWT-Food Science and Technology, 2016, 70(7):349-357.
[13] 李里特.食品物性学[M].北京:中国农业出版社,2001
(责任编辑:赵琳琳)
Optimization of extrusion process parameters of soybean protein and fish
ZHAO Gui-xing1,2,ZHANG Guang1,BI Wei-wei2,WANG Jing1,YANG Chun-hua1,SUN Bing-yu1,LIU Lin-lin1,SHI Yan-guo1,FAN Hong-chen1,CHEN Xia2,LIU Li-jun2, LIU Hao-fei2,LI Jin-rong2,ZHAO Chun-jie3
(1. College of Food Science and Engineering, Harbin University of Commerce, Harbin 150076,China;2.Soybean Research Institute, Heilongjiang Academy of Agricultural Sciences, Harbin 150086,China; 3.Changchun Dacheng Group,Changchun 130062,China)
Using fresh water fish surimi as raw material,mixed with soybean protein(soy protein isolate, soy protein gel and low denatured soybean meal),we producted compound food of fish and soybean protein by double screw extruder.The use of freshwater fish and soybean protein resources, could reduce the cost of fish food, increase food nutrition, and expand the processing of surimi food. Selecting the material moisture,raw material ratio, extrusion temperature, screw speed, and feed speed for evaluation, we determined the optimum process conditions of extrusion products.The method can be an excellent use resources of freshwater fish and soy protein, reduce the production cost of fish, and increase food nutrition.The optimum conditions of extrusion process parameters of soybean protein and fish were as: material moisture content between 30%-40%,four zone temperature between 125-135℃,feeding speed between 35-40 r/min,and screw speed between 165-170 r/min.
fish;soy protein;compound food;extrusion forming;technological conditions
2016-08-01;
2016-12-24
赵贵兴(1978-),男,副研究员,博士,研究方向为大豆精深加工及品质分析。
10.7633/j.issn.1003-6202.2017.01.005
TS251.6+5;TS201.1
A
1003-6202(2017)01-0019-06
猜你喜欢
河南工业大学学报(自然科学版)(2021年3期)2021-07-13 06:32:40
房地产导刊(2020年10期)2020-11-16 01:09:40
房地产导刊(2020年6期)2020-07-25 01:31:18
老区建设(2019年9期)2019-06-27 19:15:18
橡塑技术与装备(2018年20期)2018-10-20 02:29:20
橡塑技术与装备(2018年10期)2018-05-18 18:16:44
中国粮油学报(2018年1期)2018-03-10 03:20:40
天津科技大学学报(2016年1期)2016-02-28 16:59:42
机电信息(2014年29期)2014-02-27 15:54:16
机电信息(2014年26期)2014-02-27 15:53:38
