
热处理方式对G17CrMoV5-10材料铸件熔敷金属硬度及组织的影响
2017-02-05 08:59刘显有肖章玉马正强
大型铸锻件 2017年1期
刘显有 肖章玉 李 川 马正强
(二重集团(德阳)重型装备股份有限公司,四川618013)
热处理方式对G17CrMoV5-10材料铸件熔敷金属硬度及组织的影响
刘显有 肖章玉 李 川 马正强
(二重集团(德阳)重型装备股份有限公司,四川618013)
采用低碳低合金成分的FOX DCMV焊条对G17CrMoV5-10材料进行堆焊后,选择不同的焊后热处理方式,分析和讨论母材与熔敷金属的硬度、组织变化及对比。结果表明,焊后进行690℃消应后,母材及熔敷金属硬度满足标准要求,熔敷金属区硬度略低于母材;焊后经过950℃油淬+700℃重新调质热处理,母材硬度满足标准要求,而熔敷金属硬度则低于标准要求。
G17CrMoV5-10;铸件;焊后消应;焊后调质
G17CrMoV5-10材料在535~570℃高温和90个大气压下具有良好的热强性,是制造大容量汽轮机高压部分铸件的主要钢种,目前广泛应用于工业汽轮机高负载的铸钢零部件,如进汽侧缸体、阀室、阀体、阀盖等。
对于铸件产品缺陷的修复,某公司采用“等强匹配”原则选择了FOX DCMV牌号熔敷金属进行焊接修复,然而,由于焊后热处理方式选择的不当,造成了缺陷修复区域熔敷金属硬度不满足标准要求的质量事故。
针对G17CrMoV5-10材料铸件缺陷采用FOX DCMV牌号熔敷金属进行焊接修复后,研究不同热处理状态下熔敷金属区域母材硬度及组织变化。
1 试验材料及方法
1.1 材料焊接
1.1.1 焊前准备
选用材料为G17CrMoV5-10试块(210 mm×110 mm×80 mm)作为堆焊的基体材料,基体成分见表1。焊接前将其表面打磨,清除表面的油污及铁锈,并将其预热到250℃,焊条电弧焊采用牌号为FOX DCMV的∅5.0 mm焊条,焊条成分见表1,焊条经350℃烘干,保温2 h,使用过程放置焊条保温筒内。
1.1.2 焊接工艺
采用焊条电弧焊方法,在基体上堆焊厚度为30 mm,堆焊工艺参数按照表2要求,层间温度控制在≤350℃。
1.2 材料热处理

表1 本体及熔敷金属主要化学成分对比(质量分数,%)Table 1 Comparison of main chemical compositions of base metal and deposited metal (mass fraction, %)

表2 堆焊工艺参数Table 2 Parameters of build-up welding process
将堆焊好的试块切分为2块,分别标记为试块1与试块2。
1.2.1 焊后消应
将试块1进炉进行焊后消应热处理,消应温度比材料的回火温度低10℃以上,热处理工艺参数见表3。
1.2.2 焊后调质处理

表3 热处理工艺参数Table 3 Parameters of heat treatment process
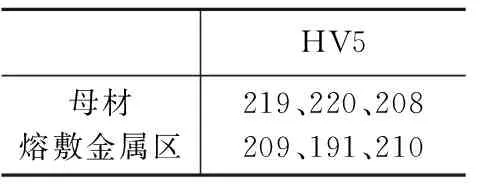
表4 焊后690℃消应后母材及熔敷金属硬度Table 4 The hardness of base metal and deposited metal after post weld stress relief at 690℃
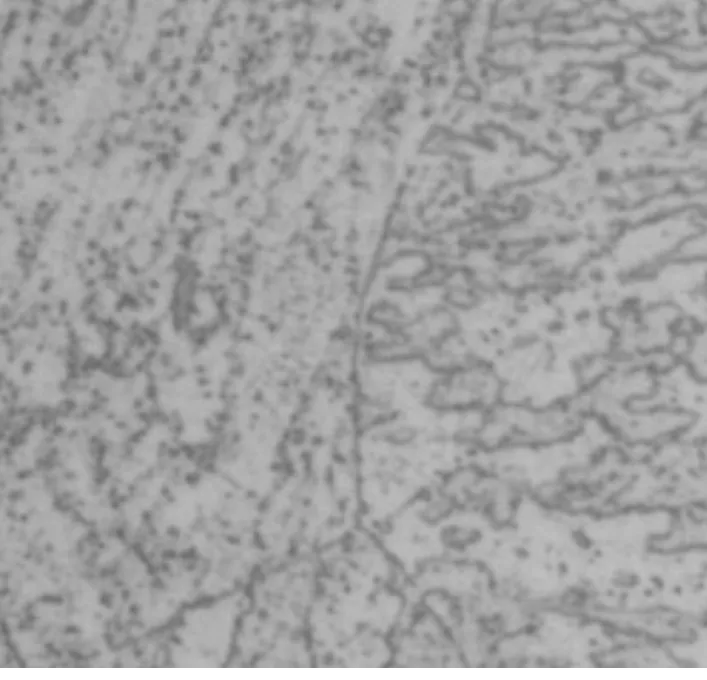
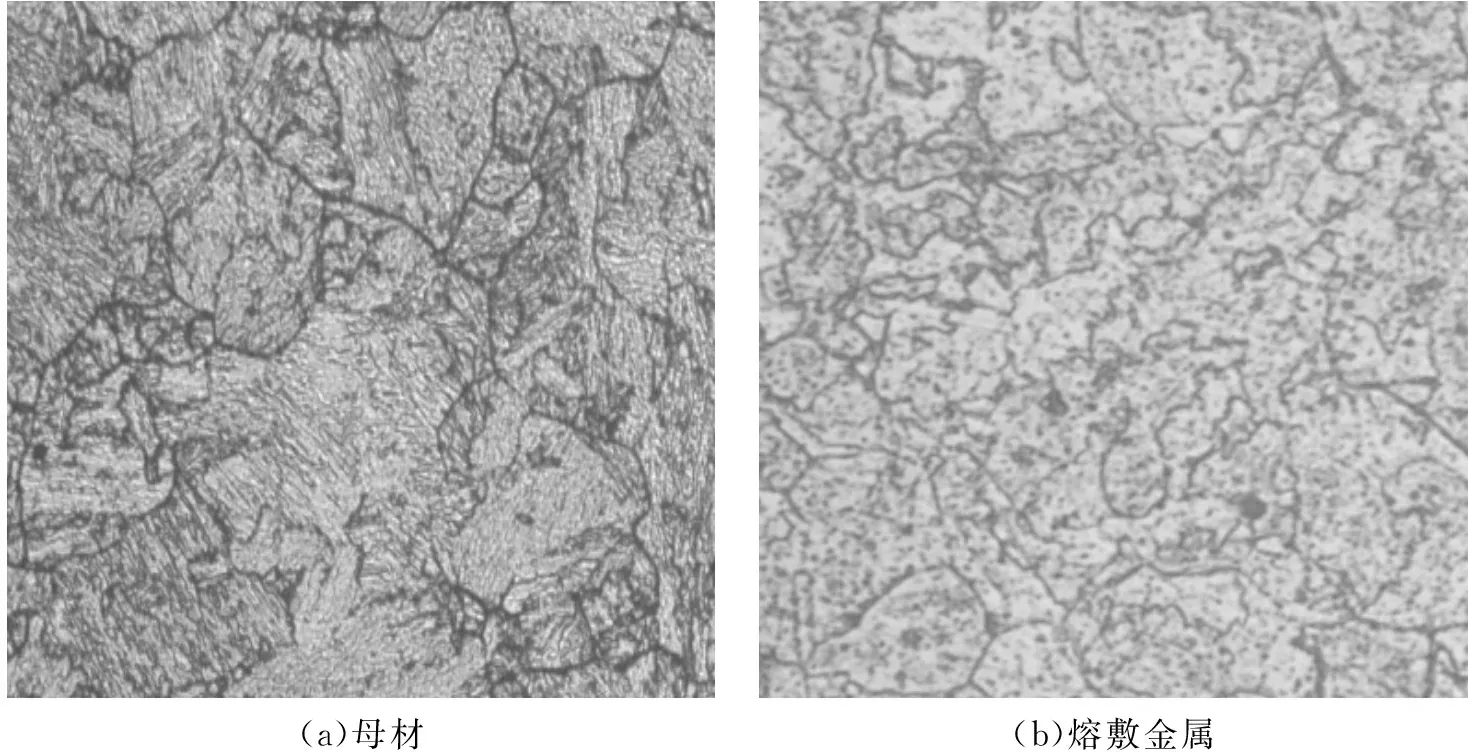
(a)母材
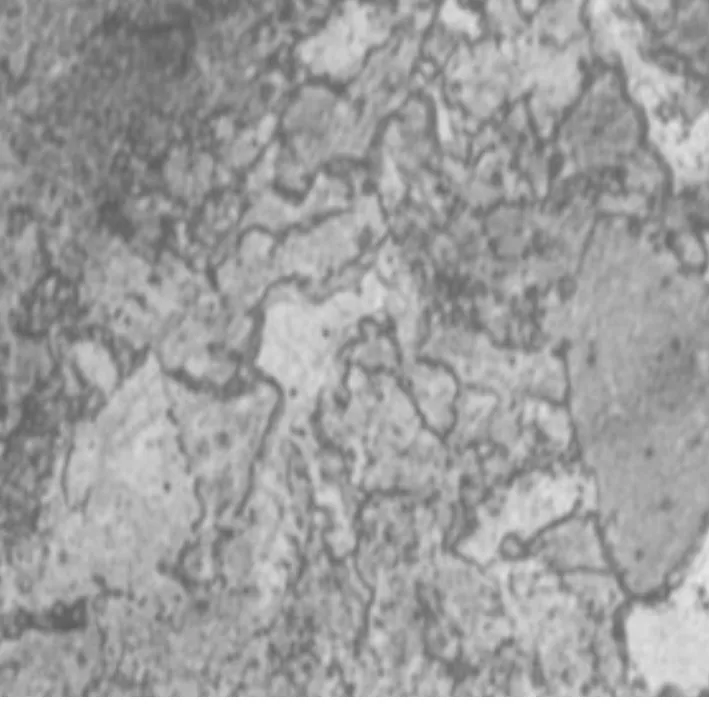
(b)熔敷金属图1 焊后690℃消应后母材及熔敷金属显微组织(500×)Figure 1 Microstructures of base metal and deposited metal after post weld stress relief at 690℃(500×)
将试块2进行焊后重新调质热处理,热处理工艺参数见表3。
1.3 实验取样
将两种热处理状态下的试块,分别取样检测基体及熔敷金属的硬度及进行金相分析。金相检验采用DM15000M型设备,硬度检测采用HVS-5型设备。
2 实验结果分析
2.1 焊后690℃消应硬度及组织检测分析
表4与图1为试块1在执行690℃、保温12 h消应热处理后的母材与熔敷金属的维氏硬度及金相检测结果。母材消应后组织为回火贝氏体组织,熔敷金属为回火贝氏体及少量铁素体组织。熔敷金属区的硬度略低于母材硬度,但均能满足用户标准要求,其主要原因是堆焊焊接时,焊接熔池金属冷却较快,且其消应(回火)温度低于母材的回火温度,导致两者的组织及晶粒度差别不大。铁素体产生原因与微区焊接熔池金属冷却不均匀及焊接时循环高温热输入有关。
2.2 焊后调质硬度及组织检测分析
表5与图2为试块2在执行焊后调质热处理后的母材与熔敷金属的维氏硬度及金相检测结果。从表5可以看出,母材硬度能满足用户标准要求,而熔敷金属硬度低于标准要求。其主要原因为熔敷金属区成分与母材成分相比C含量较低(见表1),虽然两者调质后的组织均为贝氏体组织,但由于C含量的差别,在贝氏体转变的孕育期内和转变过程中,C含量越少,从奥氏体中析出碳化物就越少,其碳化物弥散强化作用越弱,进而导致材料的强度越低。另外也存在因随着C含量的减少,使其贝氏体转变温度升高,而随着贝氏体转变温度升高,铁素体中碳的过饱和程度及位错密度越小,从而导致其强度、硬度降低。
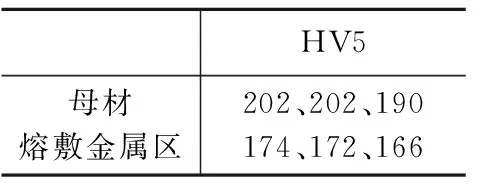
表5 焊后调质后母材及焊区硬度Table 5 The hardness of base metal and welding zone after post weld quenching and tempering heat treatment
3 结论
(1)G17CrMoV5-10材料产品采用FOX DCMV-G焊条进行堆焊(焊补)后执行690℃消应热处理,其熔敷金属硬度略低于本体硬度,焊区及本体硬度均能满足用户标准要求。
(a)母材(b)熔敷金属
图2 焊后调质后母材及熔敷金属显微组织(500×)
Figure 2 Microstructures of base metal and deposited metal after post weld quenching and tempering heat treatment(500×)
(2)G17CrMoV5-10材料产品采用FOX DCMV-G焊条进行堆焊(焊补)后执行调质(950℃油淬+700℃回火)热处理后,其母材平均值硬度达到198~202HV,满足用户标准要求。焊区熔敷金属硬度平均值为169~170HV,低于标准要求的本体硬度下限,不合格。
(3)G17CrMoV5-10材料铸件缺陷如果采用C含量较低的FOX DCMV-G焊条进行焊补修复,为确保焊区熔敷金属的性能,产品只可进行焊后消应热处理,不能进行调质热处理。
编辑 杜青泉
Effect of Heat Treatment on Hardness and Microstructure of the Deposited Metal of the Casting with G17CrMoV5-10 Material
Liu Xianyou, Xiao Zhangyu, Li Chuan, Ma Zhengqiang
After DCMV FOX welding rod with low carbon and low alloy composition was used for build-up welding of G17CrMoV5-10 material, different post weld heat treatment processes have been adopted, and the hardness and microstructure of the base metal and deposited metal have been analyzed and compared. The results show that after post weld stress relief at 690℃, the hardness of the base metal and deposited metal meet the standard requirement, and after post weld oil quenching at 950℃ and renewed quenching and tempering heat treatment at 700℃, the hardness of base metal meet the standard requirement, and the hardness of deposited metal is lower than the standard requirement.
G17CrMoV5-10; casting; post weld stress relief; post weld quenching and tempering
2016—08—01
TG156
B
猜你喜欢
环境工程技术学报(2022年3期)2022-06-05
金属加工(热加工)(2020年12期)2020-02-06
山东冶金(2019年3期)2019-07-10
山东冶金(2019年3期)2019-07-10
新世纪水泥导报(2016年1期)2016-07-01
饲料工业(2016年1期)2016-03-22
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27
油气田环境保护(2015年4期)2015-12-28
焊接(2015年11期)2015-07-18
