
丙烯腈生产中吸收塔尾气焚烧炉烟气余热的回收利用
2017-01-20 06:42刘进阳刘纪云
石油化工 2016年8期
刘进阳,卢 苇,刘纪云,徐 昆,陈 汉,许 浩
(广西大学 化学化工学院,广西 南宁 530004)
丙烯腈生产中吸收塔尾气焚烧炉烟气余热的回收利用
刘进阳,卢 苇,刘纪云,徐 昆,陈 汉,许 浩
(广西大学 化学化工学院,广西 南宁 530004)
结合某200 kt丙烯腈生产项目设计氨水吸收式梯级制冷系统,用以回收丙烯腈项目排出的吸收塔尾气焚烧炉(AOGI)烟气余热。通过该系统既可制取-10 ℃的盐水,替代此项目原有螺杆乙二醇制冷机达到丙烯腈单元的生产要求;又可制取-5℃的冰,可以应用于餐饮行业保存食物等。应用MATLAB软件对设计系统进行仿真,并采用夹点技术进行分析计算。实验结果表明,系统共回收AOGI烟气量1.67×105Nm3/h,可制取621 kW的冷量,共节约电量187.11 kW,一年可节省人民币约95万元。
丙烯腈;吸收塔尾气焚烧炉;烟气;余热;氨水吸收制冷系统;夹点技术
丙烯腈作为重要的化工原料[1],应用前景广阔,市场需求量逐年增加。合成纤维、橡胶和树脂等均需用到丙烯腈[2-4]。我国丙烯腈的生产起步于1968年[5],生产量和需求量一直在增加,截至目前全国丙烯腈的生产能力已超百万吨,需求量已达千万吨[3]。
随着节能意识的增强,已有众多学者对节能环保的丙烯腈生产项目进行了研究,例如:催化剂对丙烯腈生产的影响[6]、吸收塔和回收塔对丙烯腈生产效果的影响[4]、丙烯腈生产废水的工艺研究[7-10]、丙烯腈装置应急控制技术的研究[11]等。在丙烯腈生产过程中,为使废气达到无毒排放,吸收塔顶排出的吸收尾气要经焚烧炉高温烧却,使有害物质分解。因此,焚烧炉会排出一种含有大量低品位余热的吸收塔尾气焚烧炉(AOGI)烟气。
本工作以某200 kt丙烯腈生产项目为例,对AOGI烟气余热的回收利用方式进行了系统设计和研究,采用氨水吸收式制冷系统回收AOGI烟气余热,以期达到较好的节能和降低成本的效果。
1 制冷系统设计
1.1 AOGI烟气的物性
丙烯腈生产单元正常运行时,由吸收塔顶排出的吸收尾气经焚烧炉焚烧,产生大量含低品位热能的AOGI烟气。AOGI烟气的组成(w)为:CO24.63%,N284.5%,H2O 8.94%,O21.93%。AOGI烟气的物性见表1。
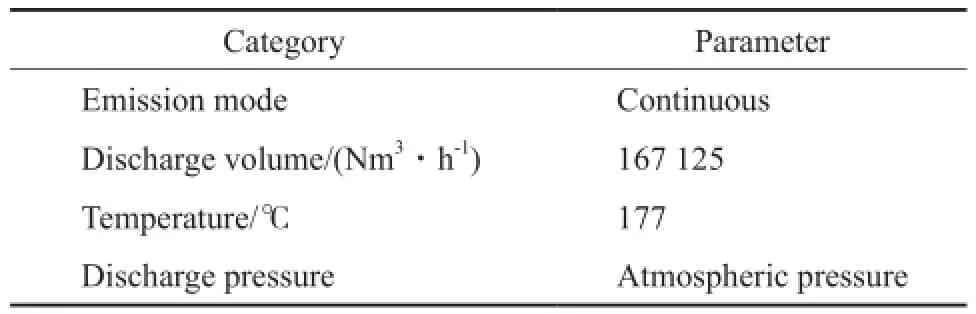
表1 AOGI烟气的物性Table 1 Properties of fue gas from an absorber of gas incinerator
1.2 系统结构的设计
AOGI烟气中含有的低品位热能可作为氨水吸收式制冷系统的热源,获取0 ℃以下的温度,用于丙烯腈项目和日常生活。氨水吸收式制冷系统应用低品位热能制取冷量,可替代其他电制冷设备,达到节约电能、减少CO2排放和保护环境的目的。
某200 kt丙烯腈生产项目原采用制冷量为374 kW的螺杆乙二醇制冷机提供项目所需的-10 ℃的盐水,这样会消耗大量电能。且广西属南亚热带季风气候,气温高,平时生活中需要很多冷量。基于以上两点,设计氨水吸收式梯级制冷系统,同时制取-10 ℃的盐水(以达到丙烯腈单元的生产要求)和-5 ℃的冰(可以应用于餐饮行业保存食物等)。设定蒸发温差为5 ℃,制取-10 ℃的盐水和-5 ℃的冰所需的蒸发温度分别为-15 ℃和-10 ℃。
氨水吸收式梯级制冷系统的流程见图1。由图1可见,氨水吸收式梯级制冷系统分为两部分,一部分为公共部分,包括发生器a、分凝器b、冷凝器c、溶液热交换器h和精馏器j;另一部分为并联部分,由两个分支并联组成,分别用于制取-10 ℃的盐水和- 5 ℃的冰,包括过冷器d1和d2、蒸发器e1和e2、吸收器f1和f2、溶液泵g1和g2。为使该氨水梯级制冷系统内部进行等温混合以充分利用系统的能量[12],设计系统在溶液泵g1和g2后混合溶液。
Hong等[13-15]对氨水吸收式制冷循环提出了改进措施,在一定程度上提升系统的性能系数(COP)值。但这些改进在一定程度上会增加系统的复杂性,增大占地面积,且后期维护困难。因此,本工作设计的氨水吸收式梯级制冷系统内部热回收方式仅保留有精馏器热回收[16-18],溶液热交换和制冷剂热交换3种方式。设计的氨水吸收式梯级制冷循环系统结构相对简单、操作维护相对方便、且能回收系统内部的部分热量和冷量。
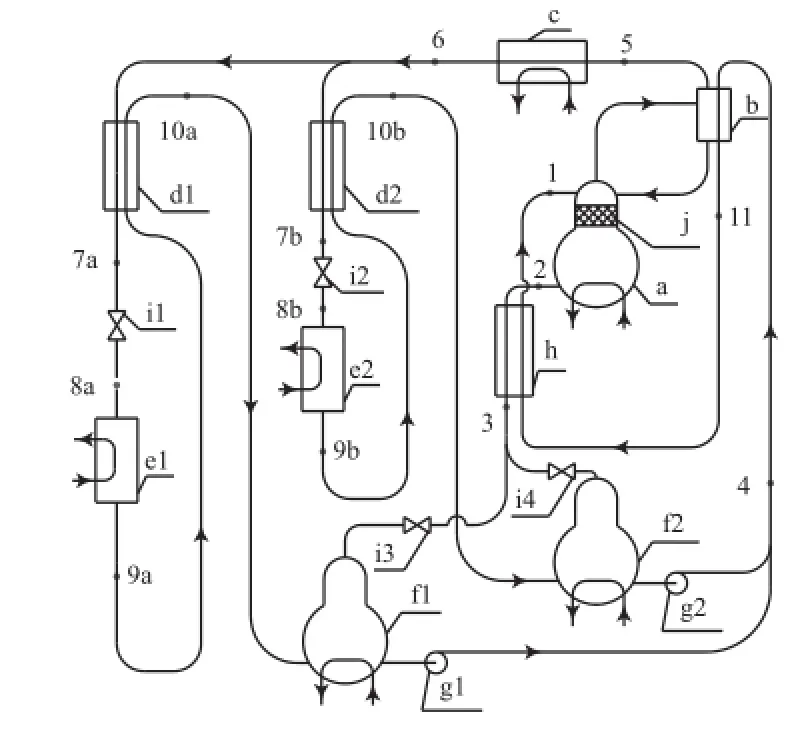
图1 氨水吸收式梯级制冷系统的流程Fig.1 Schematic diagram of ammonia-water absorption refrigeration multiple system.a Generator;b Fractional condenser;c Condenser;d1,d2 Subcoolers;e1 Evaporator of -10 ℃ brine;e2 Evaporator of -15 ℃ brine;f1,f2 Absorbers;g1,g2 Solution pumps;h Solution heat exchanger;i1,i2,i3 and i4 Expansion valves;j Rectifer;1-3,7a,7b,8a,8b,9a,9b,10a,10b,11 State parameter points
1.3 系统运行条件的设定
广西年降水量大、空气湿度大,若冷凝器和吸收器应用冷却塔进行水冷,冷却塔的温降不明显,并且随着天气的变化,冷却水温度也会变化,导致制冷系统性能不稳定,不能满足冷凝器温降的要求。由于深井水[19]的温度相对较低,夏季一般为22.4 ℃左右,并且相对稳定。因此,若采用深井水对冷凝器和吸收器进行冷却,可使设计系统性能相对稳定,达到冷凝器和吸收器降温的要求。所以,本工作采用深井水,利用并联方式对冷凝器和吸收器进行冷却,并设定冷凝温度为30 ℃、冷凝器的过冷温度和吸收器的出口温度均为27 ℃。另根据AOGI烟气的物性,设定发生器溶液出口温度为120 ℃。
2 系统的分析计算
根据设定的系统运行条件,对氨水吸收式梯级制冷系统应用MATLAB软件进行仿真模拟,并应用夹点技术[13,20]对系统的过冷器d1、d2和溶液热交换器h进行换热分析,以达到能量的最大利用。经计算并对氨水吸收式梯级制冷系统进行整体分析后得出图1中各状态点的状态参数,见表2。
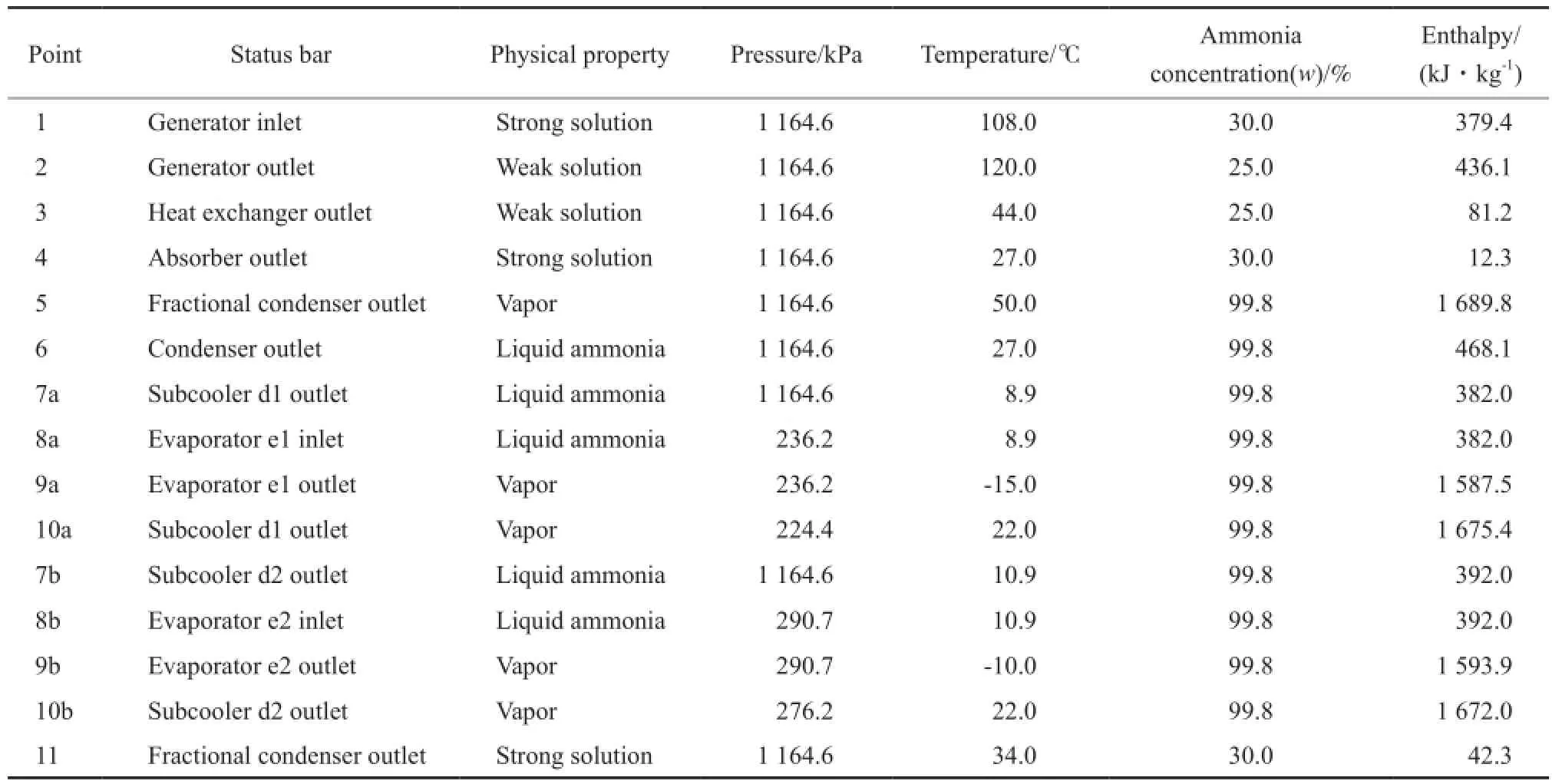
表2 设计系统各状态点的状态参数Table 2 State parameter of every state point in the designed system
在用夹点技术进行分析时,设定最小温差为5℃。根据计算结果绘制过冷器d1和溶液热交换器h进行最大热交换过程的夹点技术分析图。过冷器d1和溶液热交换器h进行热交换过程的位移组合曲线分别见图2和图3。过冷器d2进行热交换的过程与过冷器d1类似。
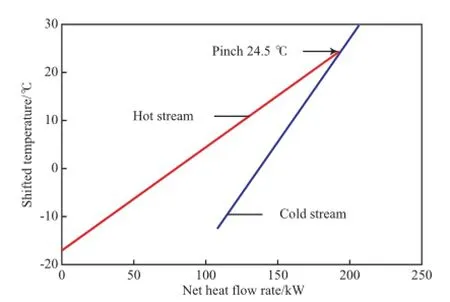
图2 过冷器d1进行热交换过程的位移组合曲线Fig.2 Shifted composite curves of heat transfer process in subcooler d1.
由图2可见,热流线表示进蒸发器e1的液氨制冷剂在过冷器d1进行热交换的过程,冷流线表示从蒸发器e1出来的氨蒸气制冷剂在过冷器d1进行热交换的过程。冷流线和热流线纵向重合的曲线表示过冷器d1中进行最大热交换的过程。夹点温度为24.5℃,即此处冷热流进行热交换的温差最小。此时,热流进行热交换的温度为27 ℃,冷流进行热交换的温度为22 ℃。
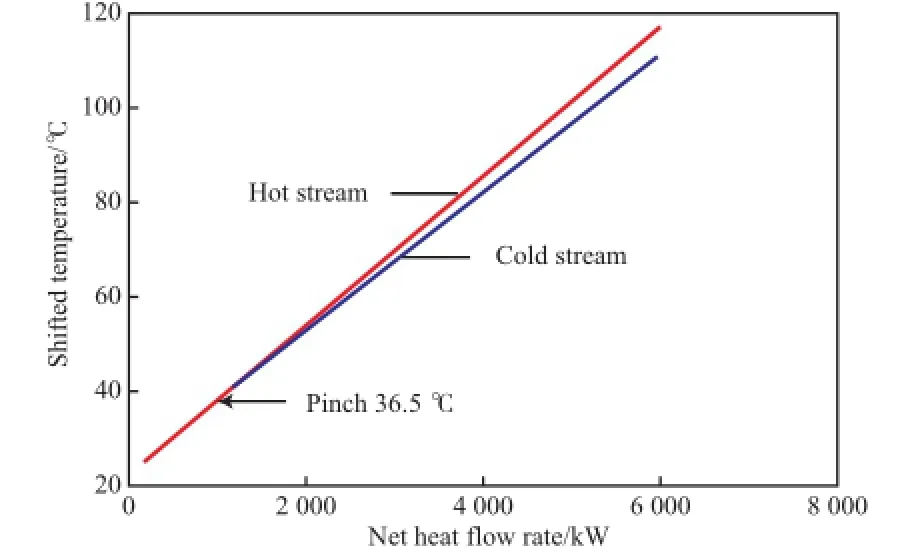
图3 溶液热交换器h进行热交换过程的位移组合曲线Fig.3 Shifted composite curves of heat transfer process in solution heat exchanger h.
由图3可见,热流线表示从发生器出来的稀溶液在溶液热交换器h进行热交换的过程,冷流线表示从分凝器出来的浓溶液在溶液热交换器h进行热交换的过程。冷流线和热流线纵向重合的曲线表示溶液交换器h中进行最大热交换的过程。夹点温度为36.5 ℃,即此处冷热流进行热交换的温差最小。此时,热流进行热交换的温度为39 ℃,冷流进行热交换的温度为34 ℃。
3 系统节能效果
经过分析计算,蒸发器e1可提供374 kW的冷量用以替换200 kt丙烯腈生产项目中制冷量为374 kW的螺杆乙二醇制冷机,所需的AOGI烟气量为1.01×105Nm3/h,可节约电量110 kW;剩余的烟气量为6.66×104Nm3/h,可用于蒸发器e2制取冷量,可制取的冷量为247 kW,可节约电量77.11 kW。系统共回收AOGI烟气量1.67×105Nm3/h,可制取621 kW的冷量,共节约电量187.11 kW,按平均一度电0.58元计,所设计的氨水吸收式梯级制冷系统一年可节省人民币95万元。
4 结论
1)通过氨水吸收式制冷系统回收丙烯腈生产过程中排出的AOGI烟气余热,制取冷量,满足丙烯腈生产工艺需要和日常生活所需。
2)结合某200 kt丙烯腈项目设计的氨水吸收式梯级制冷系统,既可替换该项目中原有的螺杆乙二醇制冷机,又可制取-5℃的冰供日常生活所需。
3)应用MATLAB软件对设计系统进行仿真,并采用夹点技术进行分析计算。实验结果表明,系统共回收AOGI烟气量1.67×105Nm3/h,可制取621 kW的冷量,共节约电量187.11 kW,一年可节省人民币约95万元。
4)该氨水吸收式梯级制冷系统利用了低品位废热能,节约了电能,增加了经济效益,可减少CO2的排放,有利于环境保护。
[1]张平. 21.2万吨/年丙烯腈生产装置回收和精制过程的模拟分析[D]. 上海:上海师范大学,2012.
[2]金离尘. 世界腈纶及丙烯腈发展预测[J]. 合成纤维工业,1997,20(1):46 - 48.
[3]李湘平,宋超,周敏. 丙烯腈生产现状与发展前景[J]. 合成纤维工业,2014,37(1):52.
[4]王成国,朱波. 聚丙烯腈生产工艺[M]. 北京:科学出版社,2011:5 - 20.
[5]张沛存. 丙烯腈装置节能改造与流化床反应器模拟分析[D].大连:大连理工大学,2002.
[6]汪国军. 丙烷氨氧化制备丙烯腈催化剂的研究[D]. 上海:华东理工大学,2012.
[7]薛翠芳. 超重力气提法处理丙烯腈废水实验研究[D]. 太原:中北大学,2015.
[8]王冰. 湿式氧化法处理丙烯腈废水的反应特性研究[D]. 大庆:东北石油大学,2014.
[9]李广彬. A/O~2工艺处理丙烯腈生产废水的实验研究[D]. 哈尔滨:哈尔滨工程大学,2012.
[10]岳智红. 丙烯腈废水臭氧脱色效果及氧化机理研究[D]. 哈尔滨:哈尔滨工程大学,2012.
[11]宋文娟. 丙烯腈装置应急控制技术研究与应用[D]. 青岛:中国石油大学(华东) ,2009.
[12]伊恩C. 肯普. 能量的有效利用:夹点分析与过程集成[M].项曙光,贾小平,夏力,译. 2版. 北京:化学化工出版社,2010:40 - 41.
[13]Hong Daliang,Tang Limin,He Yijian,et al. A novel absorption refrigeration cycle[J]. Appl Therm Eng,2010,30(14/15):2045 - 2050.
[14]Fontalvo A,Pinzon H,Duarte J,et al. Exergy analysis of a combined power and cooling cycle[J]. Appl Therm Eng,2013,60:164 - 171.
[15]Pouraghaie M,Atashkari K,Besarati S M,et al. Thermodynamic performance optimization of a combined power/cooling cycle[J]. Energy Convers Manag,2010,51:204 - 211.
[16]Chua H T,Toh H K,Ng K C. Thermodynamic modeling of an ammonia-water absorption chille[J]. Int J Refrig,2002,25 (7):896 - 906.
[17]Viswanathan V K,Rattner A S,Determan M D,et al. Dynamic model for a small-capacity ammonia-water absorption chiller[J]. HVAC&R Res,2013,19(7):865 - 881.
[18]Darwish N A,Al-Hashimi S H,Al-Mansoori A S. Performance analysis and evaluation of a commercial absorptionrefrigeration water-ammonia (ARWA) system[J]. Int J Refrig,2008,31(7):1214 - 1223.
[19]程昕. 大温差冷却水对冷水机组性能的影响研究[D]. 衡阳:南华大学,2015.
[20]Du S,Wang R Z,Xia Z Z. Optimal ammonia water absorption refrigeration cycle with maximum internal heat recovery derived from pinch technology[J]. Energy,2014,68(15):862 - 869.
(编辑 王 馨)
Recovery and utilization of waste heat in flue gas from absorber off gas incinerator in acrylonitrile production
Liu Jinyang,Lu Wei,Liu Jiyun,Xu Kun,Chen Han,Xu Hao
(School of Chemistry and Chemical Engineering,Guangxi University,Nanning Guangxi 530004,China)
A multiple ammonia-water absorption refrigeration system was designed to recover and utilize waste heat in fue gas from Absorber Of Gas Incinerator(AOGI) in a 200 kt acrylonitrile production unit. The designed system could get -10 ℃ inorganic salt water solution to replace the former screw glycol refrigerating machine in the unit. It could meet the production requirement for the acrylonitrile unit and the system could product -5 ℃ ice at the same time And the ice may be applied in food industry to preserve food,etc. The designed system was simulated by means of the MATLAB software and was calculated by pinch technology. It could be concluded that this system could recover the AOGI fue gas volume of 1.67×105Nm3/h,gain the cooling capacity of 621 kW,save electric power of 187.11 kW and economize about ¥950,000 per year.
acrylonitrile;absorber off gas incinerator;flue gas;waste heat;ammonia-water absorption refrigeration system;pinch technology
1000 - 8144(2016)08 - 0972 - 04
TQ 226.6
A
10.3969/j.issn.1000-8144.2016.08.014
2016 - 01 - 18;[修改稿日期]2016 - 04 - 19。
刘进阳(1988—),男,河南省襄城县人,硕士生,电话 15296557986,电邮 ljygxu@sina.com。联系人:卢苇,电话15078819474,电邮 luwei@gxu.edu.cn。
国家自然科学基金项目(51366001);广西自然科学基金项目(2013GXNSFAA019292)。
猜你喜欢
郑州大学学报(工学版)(2023年1期)2023-03-07
煤气与热力(2021年5期)2021-07-22
中国特种设备安全(2021年12期)2021-04-26
甘肃科技(2020年20期)2020-04-13
化工管理(2020年14期)2020-01-13
中国氯碱(2018年6期)2018-07-27
山东化工(2018年7期)2018-04-25
石油化工技术与经济(2017年2期)2017-04-06
中国校外教育(2014年23期)2014-11-30
制冷学报(2014年6期)2014-03-01
