HBR-02缸套专用车床液压系统设计
2017-01-13 03:46:02陈正国
黄冈师范学院学报 2016年6期
李 亮,陈正国
(1.黄冈师范学院 机电工程学院,湖北 黄州 438000;2.湖北福欣机床制造有限公司,湖北 黄州 438000)
HBR-02缸套专用车床液压系统设计
李 亮1,陈正国2
(1.黄冈师范学院 机电工程学院,湖北 黄州 438000;2.湖北福欣机床制造有限公司,湖北 黄州 438000)
根据扬州某汽车缸套毛坯零件粗车外圆工艺要求,研制了一种专用机床:设计了上、下两组排刀架,上刀架同时定位装夹6把车刀,可完成一次加工零件的5个外圆尺寸任务,外圆加工效率提高近5倍;下刀架液定位安装2把车刀,可完成加工零件的2个端面尺寸;采用液压控制刀架动作,非接触式涡流传感器检测加工到位,PLC自动控制液压系统电磁阀换向,完成动作快速转换。可以满足用于扬州某汽车缸套从毛坯加工到半成品加工高效、快速加工,并对其液压系统进行设计进行说明。
专用机床;液压系统;汽车缸套
汽车发动机多数采用干式薄壁铸铁气缸套。干式薄壁铸铁气缸套金属切削加工工艺流程主要有:粗车大端外圆→粗校内孔→粗车外圆→半精车外圆→粗磨外圆→半精铰内孔→粗镗内孔→精车外圆→精车支承肩→半精磨外圆→珩磨内孔→精磨外圆[1]。一般市面上汽车缸套的粗车外圆的机床多采用仿形数控机床,这种机床多采用1把车刀加工外圆,加工工时长,根据厂家缸套生产工艺,要求高效、快速的毛坯进行粗车外圆加工,研制了一种专用机床,采用双刀架设计,上刀架同时定位装夹6把车刀,可完成一次加工零件的5个外圆尺寸任务;下刀架液定位安装2把车刀,可完成加工零件的2个端面尺寸,以达到对毛坯进行粗车外圆的高效、快速加工(即粗车外圆与车端面,形成半成品),下面就该机床设计思路和液压系统进行说明。
1 零件加工工艺原理分析
如图1是一种缸套的毛坯图,材料是硼铸铁,目前大多用仿形车床进行外圆及端面粗加工成如图2所示的半成品,为了提高生产效率,我们开发出HBR-02缸套专用车床。

图2 粗加工完半成品图
2 数控机床加工结构的设计思路
本次设计的数控专用机床为了达到两次加工完成零件毛坯加工目标,机床加工过程如下:第一次由6把刀具同时加工5个外圆尺寸,其中2把刀具(如图3所示的最中间两把,即从左数第3、第4两把车刀)加工Φ197±0.5mm的外圆加工成Φ190 mm±0.5的外圆,单刀加工长度约120mm;第二次由2把刀具横向移动加工两端长度,即端面加工。
为了保证加工的可靠性,加工结构如图3示:①车削时为6把车刀同时加工,且车削深度大,为防止工件变形,采用的夹具是三瓣式胀力夹具[2],特点是:可自定心,与工件接触面积大,可提供较大的夹紧力,不易在工件内圆夹出“内伤”,夹持时工件刚度大,加工变形小,可在液压系统中实现自动化;②上刀架采用排刀夹具[2]可同时裝夹6把车刀,在加工时负责5个外圆尺寸加工,只要调整好夹具位置,车刀之间的相对位置得到保证,粗车中车削的长度位置就很容易保证;③下刀架采用排刀夹具同时装夹2把车刀,在外圆加工完成以后负责对工件的两个端面加工,以保证端面加工的长度尺寸;④排刀架车刀安装定位较难,为了方便上、下刀架的车刀定位安装,我们制作了简易的对刀具定位尺(刀具定位尺以车刀刀尖定位);⑤夹具、刀架的运动均由液压系统提供动力,上刀架和下刀架的传动液压缸供油回路中均装有手动调速阀,可实现无极调速;⑥车刀到位检测由非接触式电涡流传感器检测,PLC编程进行自动控制。
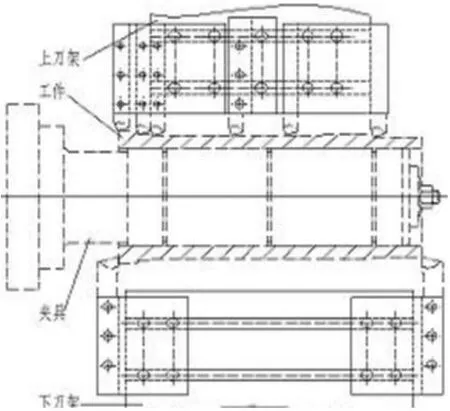
图3 工件加工示意图
3 液压系统设计及动作实现
3.1 液压系统设计
根据加工工艺特点和性能要求,液压系统设计[3]如图4液压系统原理图所示。①夹紧油缸、上刀架横向移动油缸(简称为上横油缸)、上刀架纵向移动油缸(简称为上纵油缸)、下刀架横向移动油缸(简称为下横油缸)组成;②夹紧油缸带动夹具作夹紧与放松装夹零件的动作;③上刀架纵向的快进、工进、快退:速度可调,控制切削缸套的厚度;④上刀架横向的快进、工进、快退:速度可调,控制切削缸套的横向进给速度;⑤下刀架横向的快进、工进、快退:速度可调,控制切断缸套去毛刺;⑥润滑冷却:油液经22减压阀减压到0.3MPa以下,对进行缸套加工的车刀进行冷却;⑦上横油缸、上纵油缸、下横油缸三个油缸都有快进、工进、快退的动作,要求速度可调节,所以采用三个手动调速阀分别手动调节三个油缸的速度;⑧而工进与快进、快退两个大速度差由单泵供油与双泵供油来实现,即工进时只有小定量泵YB1-12(图4中5号油泵)为油缸供油,快进、快退时小定量泵YB1-12(图4中5号油泵)和双联叶片泵YB1-6/25(图4中6、7号油泵)同时供油;⑨同时为了实现本专用机床自动化,所有换向阀均采用电磁换向阀,电磁换向阀动作如图5所示(“+”代表得电,“-”代表失电)。

图4 液压原理图
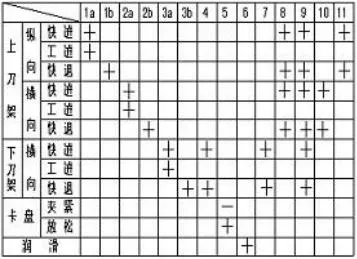
图5 电磁铁动作图
3.2 夹紧油缸回路设计
夹紧油缸在夹紧时,23号阀在左位(YV5失电),其他电磁阀也在失电状态双联叶片泵YB1-6/25的6号泵和7号泵的油分别通过14号溢流阀和17号溢流阀流回油箱,只有小定量泵YB1-12(图4中5号油泵)为夹紧油缸供油(夹紧状态为常态,21号单向阀加入防止停电后放松夹紧工件);夹紧油缸在放松时23号阀在右位(YV5得电),其他电磁阀也在失电状态只有小定量泵YB1-12为夹紧油缸供油,当放松到位油压略高于20减压阀,25号继电器动作通知系统一次加工循环完成。
3.3 上横刀架回路设计
上横油缸在快进时,28阀在左位(YV2a得电),10号阀在右位(YV9得电)、15号阀在下位(YV8得电)、27号阀在右位(YV10得电),此时上横油缸有杆腔由小定量泵YB1-12的5号泵和双联叶片泵YB1-6/25的6号泵供油,7号泵油液通过17号溢流阀直接进入油箱,上横油缸无杆油腔回油通过两条油路分别为29号调速阀和30号阀,此时调节29号阀可进行一定范围内调速;快退时31阀在右位(YV2b得电),此时进油为上横油缸无杆腔,回油为上横油缸有杆腔,与快进相同;工进时31阀在左位(只有YV2a得电),双联叶片泵YB1-6/25的6号泵和7号泵的油分别通过14号溢流阀和17号溢流阀流回油箱,只有小定量泵YB1-12的5号泵为上横油缸有杆腔供油,上横油缸无杆腔回油只通过29号调速阀进入油箱,此时调节29号阀可实现工进调速(31号阀中位为“O”型位,保证断电时液压缸锁紧,提高运动精度)。
3.4 上纵刀架回路设计
上纵油缸的快进、快退、工进与上横油缸基本同,只是换向阀从31号换为了28号由YV1a、YV1b的得电来实现换位,30号阀换为27号阀由YV11的得电来实现回油换位,在此就不多赘述了。
3.5 下横油缸回路设计
下横油缸在快进时,34阀在左位(YV3a得电),10号阀在右位(YV9得电)、16号阀在右(YV7得电)、33号阀在右位(YV4得电),此时下横油缸有杆腔由双联叶片泵YB1-6/25的6号泵和7号泵供油,小定量泵YB1-12的5号泵油液通过13号溢流阀直接进入油箱,下横油缸无杆油腔回油通过两条油路分别为32号调速阀和33号阀,此时调节32号阀可进行一定范围内调速;快退时34阀在右位(YV3b得电),此时进油为下横油缸无杆腔,回油为下横油缸有杆腔,与快进相同;工进时34阀在左位(只有YV3a得电),双联叶片泵YB1-6/25的6号泵和小定量泵YB1-12的5号泵的油分别通过14号溢流阀和13号溢流阀流回油箱,只有双联叶片泵YB1-6/25的7号泵为下横油缸有杆腔供油,下横油缸无杆腔回油只通过32号调速阀进入油箱,此时调节32号阀可实现工进调速(34号阀中位为“O”型位,保证断电时液压缸锁紧,提高运动精度)。
3.6 便于检查、维修的实现
系统中设置5个断路油压检查点分别为:①P1=2.5MPa在7泵供油路单向阀上面;②P2=3.0MPa在5泵供油路单向阀上面;③P3=3.0MPa在6泵供油路单向阀上面;④P4=1.5~2.0MPa在夹紧油缸放松动作进油口(即夹紧油缸有杆腔出口处);⑤P5=0.3MPa在润滑油出油24控制阀后面(以上5个油压值都是正常工作油压,超过或低于很多都说明设备工作故障,可以实现自动报警)。在供油泵出口安装单向阀是防止油液倒流,致使油泵倒转(三个油泵都是单向定量泵);设置此五个油压观测点主要是为了检查设备油压异常时方便,判断故障问题的观测口。
4 结论及机床需要改进的问题
①本次设计液压系统符合机床功能动作的要求,可以完成工作流程动作:夹紧工件→上刀架横向快进→上刀架纵向快进→上刀纵向工进→上刀架横向工进→上刀架横向快退→上刀架纵向快退→下刀架快进→下刀架工进→下刀架快退→放松工件→压力继电器动作通知换工件;②系统的动作都是通过电磁阀的换向来完成的,可实现快速响应、工作可靠、易于实现全过程自动化;③设置了5个油压观察口,方便了液压系统设备的调试、检修、维护工作;④液压系统上刀架的横向推力是按照同时带动6把车刀,5mm切深,0.3mm·min-1计算选用的油缸,工作时大大提高了工作效率。
使用中需要继续改进的主要问题:①在粗车外圆加工中加工深度较大(最大深度处7mm),车刀易磨损,需要经常修磨刀具,不适合采用数控专用刀具(成型刀片);②由于刀具磨损比较快需要加装刀具检测设备,自动对刀具磨损情况进行诊断,达到及时更换刀具,减小加工中工件的不合格率`;③由于排刀刀架自生结构特点原因,刀具定位装夹用时较长,虽然有定位刀尺,仍需要首车一个工件进行微调;④液压系统刀架工进时双联叶片泵YB1-6/25(图4中6、7号油泵)仍在工作(直接流入油箱),降低了液压系统利用率。
[1] 张利.浅谈发动机缸套制作工艺[J].科技风,2011,(19):143.
[2] 朱耀祥,浦林祥.现代夹具设计手册[M].北京:机械工业出版社,2009,10:609-612.
[3] 雷天觉.液压工程手册[M].北京:北京理工大学出版社,1998,12:2005-2023.
责任编辑 王菊平
The hydraulic system design of HBR-02 cylinder special lathe
LI Liang1, CHEN Zheng-guo2
(1.College of Machanical & Eletrical Engineering, Huanggang Normal University, Huangzhou 438000, Hubei, China;2. Hubei Fuxin Machine Tool Co. Ltd., Huangzhou 438000, Hubei, China)
A special machine tool with two rows of tool posts was designed to meet the requirements of auto part thick cylindrical cylinder blank technology in Yangzhou. The upper tool holder positioned on clamp six turning tools could complete processing part five tasks at one time, increasing production efficiency nearly by five times. The tool rest fixed two turning tools, finish the two sides of the parts processing. The hydraulic system was used to control tool carriage movement. The contactless eddy current sensors were used to measure limitation signal. The PLC took charge of the Action quickly switch with an electromagnetic valve. The design realized high efficiency and fast processing of the cylinder liner of a certain automobile in Yangzhou from the rough to semi-finished products. Also presented in the paper is the design of the hydraulic system.
special machine; hydraulic system; automotive cylinder
TG
A
2015-11-16 doi 10.3969/j.issn.1003-8078.2016.06.17
李亮,男,江苏盐城人,讲师,硕士,主要研究方向为机电一体化技术与应用。
黄冈师范学院横向项目(2014000611)。
猜你喜欢
设备管理与维修(2020年23期)2021-01-04 00:15:10
制造技术与机床(2019年12期)2020-01-06 03:17:42
中小企业管理与科技(2019年22期)2019-09-09 00:40:04
赢未来(2018年9期)2018-09-25 08:05:02
制造技术与机床(2017年3期)2017-06-23 08:11:51
山东工业技术(2016年15期)2016-12-01 05:31:59
现代工业经济和信息化(2016年1期)2016-05-17 05:33:37
机械工程师(2015年10期)2015-02-02 01:14:26
机电产品开发与创新(2014年6期)2014-03-11 16:42:58
河南科技(2014年16期)2014-02-27 14:13:17