小型纺丝螺杆结构尺寸的优化分析
2017-01-12 10:11:25甘佳佳李思平张巧峰甘学辉
合成纤维工业 2016年2期
汪 春,甘佳佳,李思平,张巧峰,傅 超,甘学辉
(1.东华大学 纺织装备教育部工程研究中心,上海 201620;2.纺织面料教育部重点实验室,上海 201620)
小型纺丝螺杆结构尺寸的优化分析
汪 春,甘佳佳,李思平,张巧峰,傅 超,甘学辉*
(1.东华大学 纺织装备教育部工程研究中心,上海 201620;2.纺织面料教育部重点实验室,上海 201620)
介绍了化纤纺丝螺杆的工作原理;针对φ25 mm小型螺杆纺丝过程中易堵料的现象,根据螺杆特性及固相分布曲线,对聚对苯二甲酸乙二醇酯(PET)和聚丙烯(PP)纺丝用螺杆的结构尺寸进行优化。结果表明:高熔点的物料应当适量增加螺杆加料段的有效长度来充分预热物料,防止发生堵塞现象;计量段螺槽深度(H3)影响螺杆的挤出量,但H3越大,螺杆的挤出量受压力波动的影响就较大,应根据螺杆特性曲线确定合理的H3;对于PET,H3为1.25 mm较适宜,在最大转速为40 r/min时,螺杆最大挤出量(Q)为3.133 kg/h,而对于PP,H3为1.0 mm较适宜,在最大转速为85 r/min时,Q为3.9 kg/h,满足实验样机的要求。
聚对苯二甲酸乙二醇酯 聚丙烯 纺丝螺杆 加料段 压缩段 计量段 螺槽深度
目前化纤厂用于生产的纺丝螺杆都是高产量大直径的大型螺杆,经过几十年的不断研究,这种用于生产的大型螺杆设计已经相当成熟。而对于实验用的小型螺杆的研究几乎很少,目前使用的小型纺丝螺杆只是在大型螺杆的尺寸基础上进行比例缩小得到的,用这种方法设计出来的螺杆在正常纺丝过程中经常会出现堵塞、不进料的现象,而且机头压力波动很大。作者针对现有φ25 mm小型螺杆进行理论分析,得出发生纺丝不稳定现象的原因,并对其相关尺寸进行分析及优化。
1 螺杆的工作原理
纺丝高聚物在螺杆挤出机中熔融挤出,是从固体状态转化为粘流状态的物理过程,这个过程是连续的。按照物料在螺杆沟槽内的变化特征,可以划分为3个区域:固体物料输送区、熔融区和熔体物料输送区。通常纺丝用螺杆的结构也相应地划分为3段,即加料段、压缩段和计量段[1-2]。
1.1 固体输送理论
在螺杆内的固体料粒之间存在着间隙,入口附近间隙大,松密度小。随着物料向前运动,在压力作用下,切片彼此之间被挤紧,松密度随压力而增大。固体摩擦理论认为,被压实的物料形成一个固体塞。这个固体塞作为整体向前运动。即固体塞内部,即切粒之间的相对移动被略去,只考虑固体塞与周围金属的相对运动及摩擦关系[2-3]。
1.2 熔融理论
图1a为螺槽的展开图,设定螺杆螺旋方向为z轴,x轴为垂直于螺纹的方向。随着螺杆的推进,在加热器和物料自身剪切作用下,物料的熔融过程从A点开始,往后固相宽度逐渐缩小,液相宽度逐渐扩大,至B点熔融完毕,螺槽内全部充满熔体[1],图中Vb为螺杆旋转线速度,即物料旋转线速度,Vbx为物料沿垂直于方向的分速度,Vbz为螺旋方向的分速度。将从A到B的这一固液相并存的区域称为熔融区。
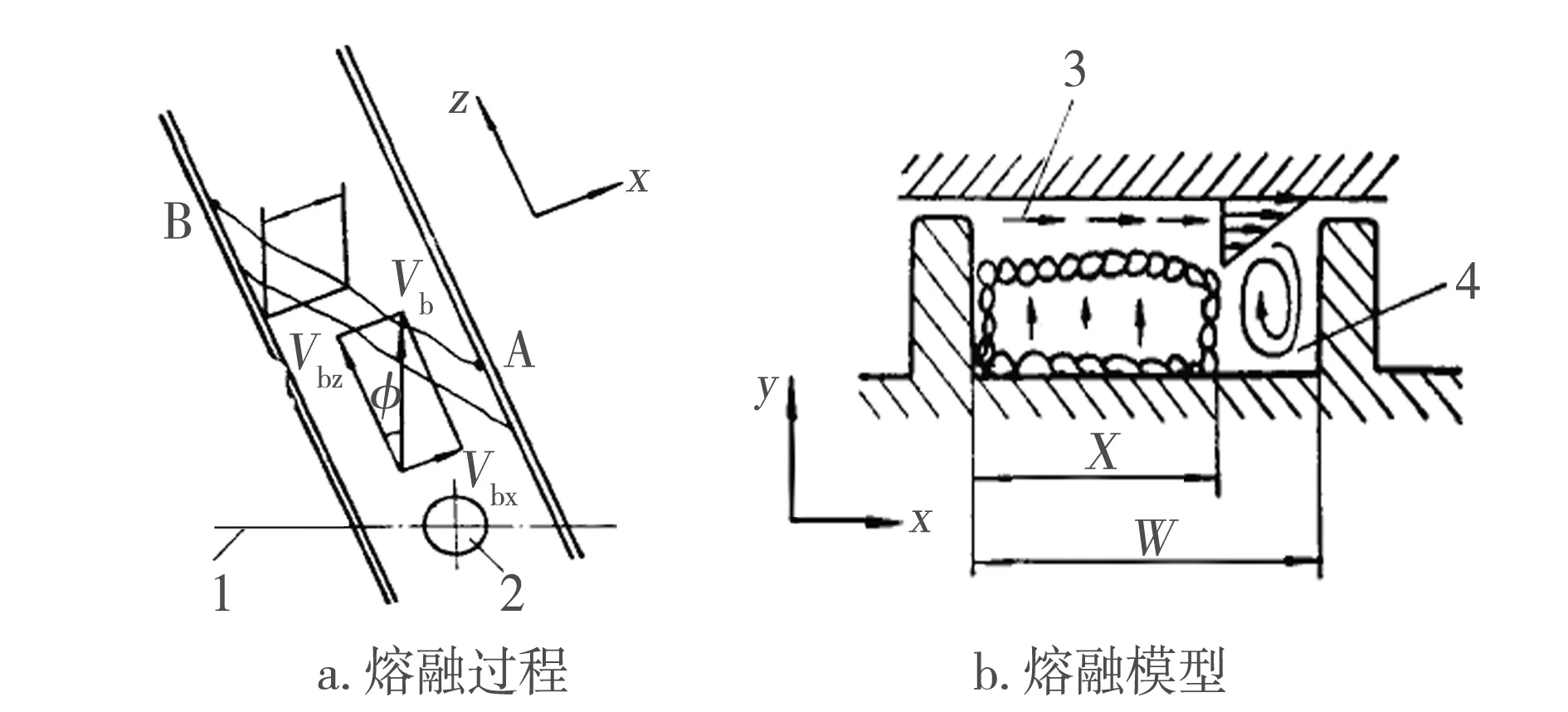
图1 熔融过程及模型示意Fig.1 Schematic diagram of melting process and model1—螺杆轴线;2—加料口;3—熔膜;4—熔池
为研究螺杆的熔融状态,建立螺槽横截面的物理模型,如图1b所示,图中x轴为垂直螺纹的方向,y轴为螺槽深度方向,X为熔体沿垂直于螺
槽壁面方向上的固体床宽度,W为螺槽宽度。
模型表明,与加热机筒内壁接触的固体粒子,因机简的传导热和自身的摩擦热作用而首先熔化,形成一个薄的熔融层即熔膜。由于螺杆和机筒的相对运动,易于流动的熔融层物料被机简表面拖曳,不断向螺纹的推进面汇集,形成旋涡状的流动区即熔池。顺螺槽方向,固相宽度不断减小,液相宽度相应增加[1]。根据物理模型,可以讨论固体床宽度X沿螺槽方向Z变化的规律,能够进一步用固相分布函数来描述。
X=f(Z)
(1)
(1)渐变螺槽固相分布函数解析式为:
(2)
A=(H1-H3)/Z
(3)
式中:X1为固体床宽度的起点宽度;A为渐变度;H1,H3分别为加料段与计量段螺槽深度;ψ为熔化系数,无因次量; Zf为熔融长度;Z为螺旋方向长度。
(2)等深螺槽固相分布函数解析式为:
(4)
1.3 熔体输送理论
将熔体流动简化为简单的无限大平行平板模型间的流动。为研究方便,将平行模型内的流动简单分为4种流动即正流、逆流、横流和漏流,横流主要产生混合作用,对挤出量物显著影响,漏流相对正流和逆流来说很小,常常可以忽略。所以螺杆净流流动速率为正流和逆流的叠加,即
(5)
式中:Q为螺杆挤出量;D为螺杆直径;n为工作转速;φb为螺旋角;η为熔体黏度;∆P为计量段螺槽压力降;L3为计量段螺槽长度。
实际中∆P/L3是很难测量的,为便于计算可简单用三角形比例关系来计算:
(6)
式中:P为螺杆机头压力;L为螺杆有效长度。
2 螺杆固相分布函数
根据熔融理论的固相分布函数主要对聚对苯二甲酸乙二醇酯(PET)和聚丙烯(PP)两种不同物料用的螺杆进行讨论。PET的物性参数如下:固体密度为1 455 kg/m3,熔体密度为1 172 kg/m3,固体比热容为1 103 J/(kg·K-1),熔体热导率为0.084 W/(m·K-1),聚合物熔融热为129 000 J/kg,熔点为255 ℃;PP的物性参数如下:固体密度为900 kg/m3,熔体密度为850 kg/m3,固体比热容为1 789 J/(kg·K-1),熔体热导率为0.088 W/(m·K-1),聚合物熔融热为209 000 J/kg,熔点为164 ℃。PET和PP纺丝用螺杆尺寸参数见表1。
表1 螺杆尺寸参数Tab.1 Screw size
注:螺棱宽度均为3.5 mm。
假定螺杆机头压力在7 MPa下稳定挤出,在加料段最后一个螺节处开始熔融,对表1中确定的螺杆进行其固相分布曲线的绘制,如图2所示,其中,PET用螺杆螺槽深度取为1.25 mm,PP用螺杆螺槽深度取为1 mm。
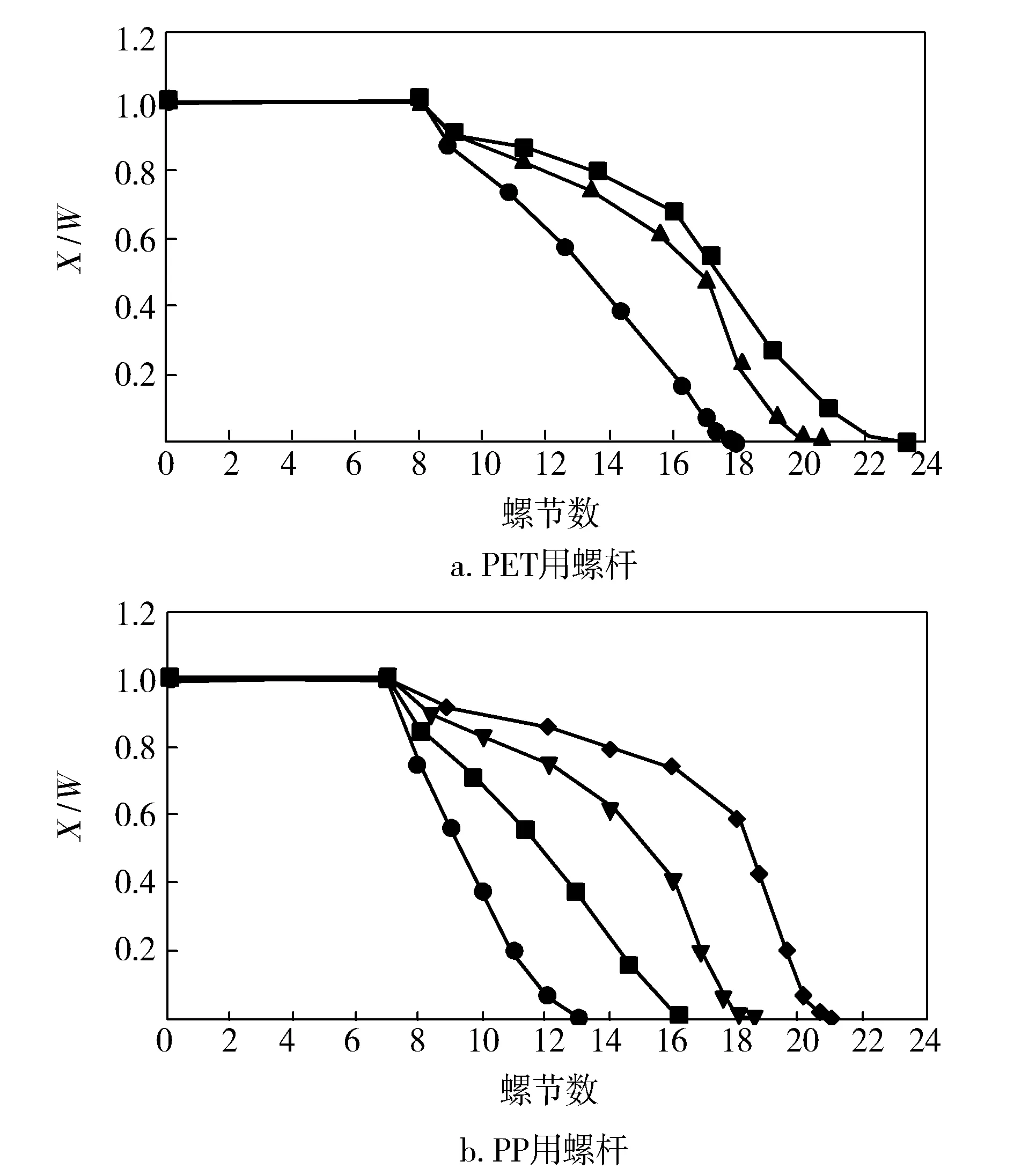
图2 不同转速下螺杆的固相分布曲线Fig.2 Solid-phase distribution curves of screw at different rotation rate●—30 r/min;■—40 r/min;▼—50 r/min;▲—70 r/min;◆—85 r/min
从图2a中可以看出,PET用螺杆在转速达到40 r/min时能够正常挤出送料,在计量段还有4 D的长度起到均化作用,基本满足要求。在50 r/min的时候虽然物料在螺杆23个螺节处也能够完全熔融,但是没有足够长度来均化熔体,不满足螺杆设计上的要求。所以H3为1.25 mm的PET用螺杆转速要控制在40 r/min以下才能均匀的输送熔体。同样从图2b可以看出,同直径PP用螺杆转速达到在85 r/min时,物料也能够在螺杆中完全熔融,且有足够长度来均化熔体。所以,对于相同D的螺杆,聚合物PP的适用挤出范围要比聚合物PET大。
由图3可看出,PET用螺杆的固相分布曲线变化较明显,而PP用螺杆变化却较小。而且对于相同的螺槽深度,两种螺杆的固相分布曲线也有很大差异,这是由于两种物料的不同物性造成的。由于PET的熔点较高,相对于PP需要吸收更多的热量才能熔化,所以聚合物PP在螺杆里能够很快达到完全熔融状态。
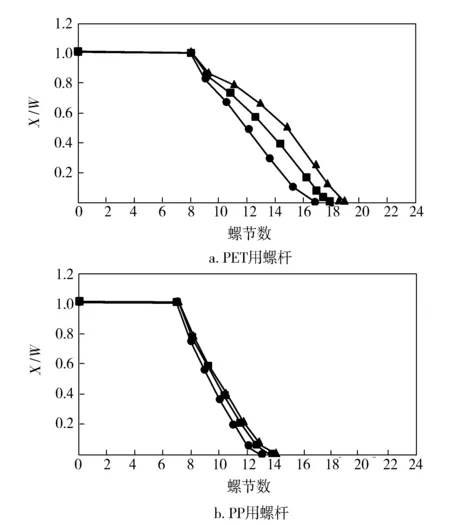
图3 不同H3下螺杆的固相分布曲线Fig.3 Solid-phase distribution curves of screw at different H3●—1 mm;■—1.25 mm;▲—1.5 mm
前面讨论的固相分布函数是假定物料在加料段最后一个螺节处就开始熔化,但实际情况可能物料在加料段最后一个螺节处并没有发生熔融,甚至在压缩段都还有一段距离是固塞状态,此时由于压缩段螺槽深度是不断减小的,使得固塞状物料在减缩段螺杆上运动到一定距离时可能发生堵塞现象,即不吃料,且实际实验中也能明显听到有吱吱的响声,这是由于螺杆在加料段并没有得到充分的预热。小直径螺杆相对大螺杆的行程本来就短,很难保证物料有足够的预热时间使其在进入压缩段之前就达到熔点。所以在输送像PET这种高熔点的物料时,需要考虑增加螺杆的加料段长度。
3 螺杆特性曲线
根据螺杆挤出量公式可以知道,螺杆的Q受计量段H3以及P的影响比较大。在一定转速下,挤出机输出速率和P的关系呈线性关系,这条直线称为螺杆特性曲线[2]。在螺杆转速不同的情况下,同一螺杆的特性曲线表现为平行直线。
从图4可以看出,同一转速下的螺杆,在P较大的情况下说明螺杆内熔体发生逆流现象增大,在P达到一定值时,熔体的正流量与逆流量相等,此时螺杆的净挤出量为零。
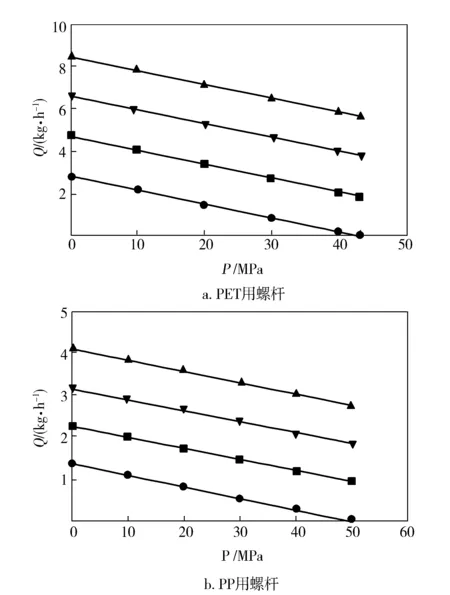
图4 不同螺杆转速下螺杆特性曲线Fig.4 Characteristic curves of screw at different rotation rate螺杆H3为1.5 mm。●—30 r/min;■—50 r/min;▼—70 r/min;▲—90 r/min
从图5可以看出,H3对螺杆的Q影响比较大,在P比较小的情况下,H3较大的螺杆生产效率明显提高,但是当工作压力变大时,螺杆的Q迅速降低。
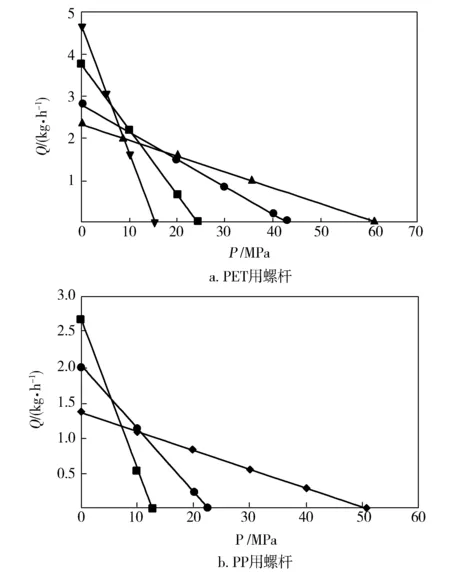
图5 不同H3时螺杆特性曲线Fig.5 Characteristic curves of screw at different H3螺杆转速为30 r/min。◆—1.0 mm;●—1.5 mm;▼—1.25 mm;■—2.0 mm;▲—2.5 mm
在设计螺杆的时候,一定D条件下螺杆的H3不宜过大,且在保证一定压缩比的情况下,螺杆的加料段还需要满足强度要求。对于常用的纺丝螺杆,一般取H3为(0.04~0.05)D。所以初步确定D为25 mm,H3为1~1.25 mm,PET用螺杆的H3为1.25 mm时适应的压力波动范围比较大,而PP用螺杆的H3确定为1 mm时比较理想。结合图2,3确定的最大螺杆转速(PET用螺杆为40 r/min,PP用螺杆为85 r/min)可以得出PET与PP用螺杆的最大Q分别为3.133 kg/h和3.9 kg/h,基本满足实验样机的要求。
4 结论
a.设计小直径螺杆,对高熔点物料用的螺杆应当适量增加加料段的长度来预热物料防止堵塞的发生。
b.H3影响螺杆的Q,但如果H3太大,螺杆对于压力波动的适应范围就减小,且对于一定的压缩比下还需要考虑加料段的强度问题,所以要选择合理的H3。
[1] 郭永军.关于聚丙烯切片在冬季中使用的探讨[J].非织造布,2001,9(3):16-17.
[2] 郭英.合成纤维机械原理与设计[M].北京:纺织工业出版社,1989:22-39.
[3] 李俊.硬果核油料小型螺旋冷榨机设计与榨油工艺研究[D].长沙:中南大学,2012.
Optimization analysis on critical dimension of a small spinning screw
Wang Chun,Gan Jiajia,Li Siping,Zhang Qiaofeng,Fu Chao,Gan Xuehui
(1.EngineeringResearchCenterofAdvancedTextileMachineryofMinistryofEducation,DonghuaUniversity,Shanghai201620; 2.TheKeyLaboratoryofTextileFabricsofMinistryofEducation,Shanghai201620)
The working principle of spinning screw for chemical fiber was introduced.The critical dimension of spinning screw for polyethylene terephthalate(PET) and polypropylene (PP) spinning process was optimized according to the characteristics and solid-phase distribution curves of screw in order to solve the blockage of the small spinning screw with the diameter of 25 mm during the spinning process.The results showed that for the feedstocks with high melting point,the effective length of the feeding section of the screw should be increased in order to sufficiently heat the feedstocks and avoid the blockage; the screw groove depth (H3) of measuring section affected the extrusion of the screw,which was affected by the pressure fluctuation more profoundly at higher H3,therefore,H3should be properly determined according to the characteristic curves of the screw; for PET,H3should properly be 1.25 mm and the maximum extrusion(Q) of the screw was 3.133 kg/h at the maximum rotation rate of 40 r/min,and for PP,H3should properly be 1.0 mm and Q was 3.9 kg/h at the maximum rotation rate of 85 r/min,satisfying the requirements of an experimental prototype.
polyethylene terephthalate; polypropylene; spinning screw; feeding section; compression section; measuring section; groove depth
2015- 09-10; 修改稿收到日期:2016- 02-15。
汪春(1990—),男,硕士研究生,研究方向为新型纺织机械及新型纤维成形理论。E-mail:809467245@qq.com。
中央高校基本科研业务费支持(15D110318,15D110322)。
TQ340.642
A
1001- 0041(2016)02- 0056- 04
*通讯联系人。E-mail:xuehuig@dhu.edu.cn。
猜你喜欢
九江学院学报(自然科学版)(2022年2期)2022-07-02 02:33:28
云南化工(2021年7期)2021-12-21 07:27:36
中国塑料(2016年4期)2016-06-27 06:33:48
中国塑料(2016年3期)2016-06-15 20:30:01
燕山大学学报(2015年4期)2015-12-25 02:19:46
合成技术及应用(2015年3期)2015-12-11 08:36:27
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:13
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:13
中国塑料(2015年7期)2015-10-14 01:02:40
新疆钢铁(2015年3期)2015-02-20 14:13:56