
HCF装盘机落料斗填充作业辅助工具的设计
2017-01-12 03:29广东中烟工业有限责任公司韶关卷烟厂陈志健梁建刚
河北农机 2016年12期
广东中烟工业有限责任公司韶关卷烟厂 陈志健 梁建刚
HCF装盘机落料斗填充作业辅助工具的设计
广东中烟工业有限责任公司韶关卷烟厂 陈志健 梁建刚
HCF装盘机是卷烟机的辅联设备,是为烟盘装烟而设计的。为解决HCF装盘机落料斗人工填充时出现耗时长、产生烟支浪费等问题,设计了一个填充作业的辅助工具,大大减少了填充过程中人为的烟支浪费,节约了成本,实现了降本增效的目的。
KCF装盘机;填充作业;分流;填充时间;工具设计
1 问题分析
1.1 HCF装盘机落料斗填充料位与传感器动作关系调查
1.1.1 HCF装盘机落料斗容量调查
经过对HCF装盘机落料斗的调查后,把落料斗分为以下六个区域,烟支容量和填充先后顺序如图1所示。
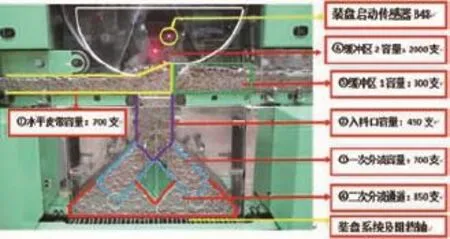
图1 烟支容量和填充先后顺序示意图
从装盘机落料斗示意图各区统计得出,正常运行装盘机落料斗总容量为3200支。
1.1.2 触发传感器B48时间的计算
调查发现,装盘机落料斗总容量约为3200支,当卷烟机重新投入使用时,按照操作规程,一般以全速的75%即5200支/分左右速度运行,因此烟支从水平皮带到填满装盘机落料斗后触发光传感器B48启动装盘系统的最长时间是:T满=[R容÷(P额×75%)]×60=[3200÷(7000×75%)]×60≈37s。
1.2 填充作业耗时分析、填充方式调查统计
1.2.1 填充作业耗时统计
对2012年2月车间15台装盘机人工填充作业耗时进行统计,结果显示,超过37s完成的填充作业有58次,占总次数的79.45%,平均耗时53.8s,即大部分填充作业是在装盘系统工作中完成的。
1.2.2 填充方式调查分析
为了确认HCF装盘机落料斗填充情况,一组卷接包装机组的人员配置为3.5人,除挡车工外,其它人员的岗位和工作不固定,因此双人操作每次组合也不一样。统计得出,单人操作占总操作次数的79%,挡车工操作占单人操作的77%,得出结论:在进行落料斗填充作业时,通常由挡车工一人进行操作。从以上分析可以看出:是由于单人操作填充作业耗时长导致HCF装盘机落料斗填充作业平均耗时长。
1.3 落料斗填充作业过程调查
通过分析,把装盘机落料斗填充分为装盘机入料口接料、一次分流引流、二次分流填料、关闭防护门及相关整理工作四步顺序完成填充作业。单人操作填充作业会出现以下状况:一是如果横乱烟支过多,处理不及时,会导致卷接机停机,设备需二次启动,降低设备效率且大大增加损耗。二是产生横乱烟支时,用辅料钳处理,装盘启动,不可避免损伤横乱烟支周围烟支,存在质量风险隐患。三是横乱烟支处理导致装盘不顺畅,影响第一盘装盘烟支排列,人工处理既耗时又产生大量烟支损耗。
为进一步查清造成单人操作落料斗填充作业耗时长的原因,对单人操作填充作业录像进行各步骤耗时的提取,经过调查发现,二次分流通道多且同时填充是导致落料斗填充作业耗时长的主要原因。
2 落料辅助工具的设计
2.1 辅助工具设计方案实施的前提条件
因为工具是与烟支直接接触的,因此设计的工具不能损伤烟支,或有相关杂质混入烟支,从而造成不合格品或杂质流入下一道工序。
2.2 方案可行性分析
利用辅助工具分区完成落料斗填充的作业方法,我们称为“错峰填充(引流)”,具体操作步骤是:操作人员把先在填充作业过程中用专用工具在一次分流前阻挡住烟支进行一次分流,来提高单边烟支的集中度,然后进行单区填料;紧接着抽出专用工具,对另一区引流进行填充,从而完成整个填充作业。
2.2.1 选定工具的固定方法
由于装盘机中菱形导流块、两边圆形导流块都是偏心结构的,可以活动。因此,从装盘机的结构上寻找专用工具支撑点,解决工具固定方法问题。
经过小组对圆形偏心导流块的运动轨迹分析,最终,确定工具支撑弧面是以圆形导流块半径的120度的圆弧。
2.2.2 工具的材料、设计和制作
工具与烟支接触面、工具两端连接面和工具支撑点的连接应与菱形导流块平行,工具与烟支的接触面应与连接处垂直,成“7”字型。
工具宽度应与落料斗的有机玻璃门到内导板的距离相当,但需小于烟支长度,留有一定余量,既能使烟支保持水平,又能使工具使用时操作人员抽出工具前可以托住烟支,使用更灵活。
通过测量,落料斗的有机玻璃门到内导板的距离为9.7cm,而烟支长度为8.45cm,因为填充作业辅助工具的主要作用就是阻挡烟支分流,提高单边烟支集中度,因此只要工具能起到托住烟支,使烟支保持水平即可。
由于工具需要完成托料功能,托料面是平面;又要有支撑位,支撑位是弧面。为使工具更耐用,不易变形,小组使用1.2mm不锈钢片一次冲压成型,在工具的支撑面及弯曲面,应做圆角处理,防止损坏烟支。
2.3 工具的使用和存放
根据填料工具的尺寸大小,经过现场实地勘察,决定把工具存放在装盘机导向板上方空位,既方便取用,也方便保存,不易丢失。
3 工具应用效果

图2 填料专用工具模型

表1 专用工具试用耗时统计表
根据选题理由统计可知,1#、2#、4#、8#、9#、11#、13#、14#卷接机组是单人操作最普遍的机组。因此选定这几组卷接机组为试点机台,将填充作业专用工具进行试用,以下是部分机组操作人员使用专用工具进行填充作业耗时统计表。
根据跟踪测试所得的数据可以看出,改进后8台装盘机落料斗填充耗时从改善前平均53.8s降低到34.25s,同时烟支损耗大大下降,效果明显。
由对比可知:落料斗填充作业时间由小组活动前的平均53.8s缩短到32.8s,原来较长时间才能完成,且有较多烟支损耗,现在以较短的时间就可以完成,且基本不产生损耗,跨过装盘启动37s重要时间点。
4 结论
4.1 高效——以“一”顶“二”
借助辅助工具后,原来由两个人才能较好完成的工作,现在在更短的时间内,一个人就可以快速完成,时间大大缩短。
4.2 优质——消除产品质量隐患
横乱烟支的大大减少避免操作人员用辅料钳整理装盘通道横乱烟支时损伤烟支,造成不合格品流入下游工序。如果由辅助工进行填充作业,机台挡车工“解放”出来,可以有更多的时间关注产品质量。
4.3 低耗——大大减少烟支浪费
借助工具辅助操作人员进行落料斗填充作业后,二次分流全部通道都有规范引流,大大减少填充过程中人为的烟支浪费,降低了物料消耗,节约了成本。
[1]王勇,马文周.烟支装盘机装盘速度与换盘时间的关系分析及应用[J].科技创新与应用,2013年24期.
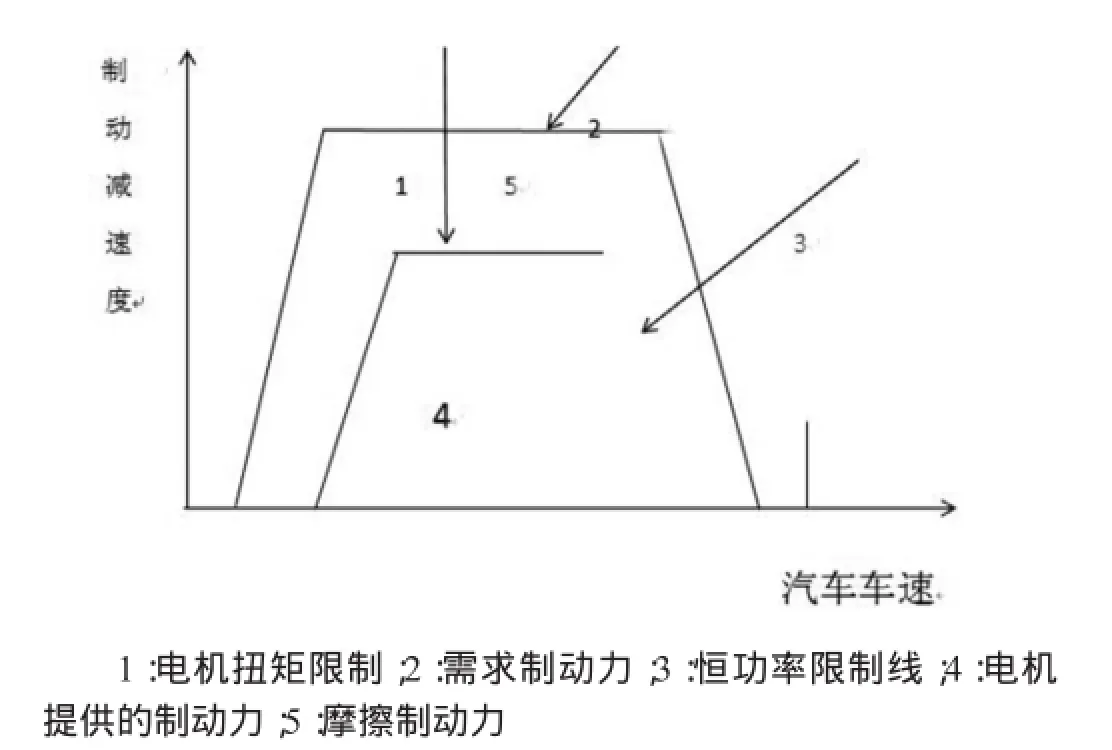
图3 汽车制动减速度与汽车车速的关系
(1)紧急制动时应以机械摩擦制动力Fhyd为主,电机制动力Fmot为辅。Fhyd=max(Fhyd),Fmot=max(Fhyd)(Fhyb+Fmot)达到最大。由于紧急制动距离短能回收的能量少。
(2)正常制动时整车制动力由Fmot提供,在Fmot不能满足制动力需求的情况下Fhyd才起作用。制动过程中能够把动能转化成电能储存在蓄电池中,因此在正常的制动过程中可以回收较多的能量。
4 制动能量转换分析
充电中,当电流增大时,对于发电机来说,其发电效率将降低,而能量回收系统的总效率也随之降低。之所以出现这种情况,原因有两个,一是随着充电电流增大,发电机中的电枢电流也变大,其内部消耗能量随着增加,因此发电机输出的能量就会变少;二是对于变换器来说,当用大电流充电时,其充电效率也会显著降低,所以能量回收系统的总效率也会降低。
当充电电流较大时,发电机的负载会变大,制动强度增加,其制动时间将会缩短。充电电流变大,能够回收的能量也会变大。
5 结束语
在节约能源、保护环境的社会背景下,电动汽车成为新兴的出行代步工具,其能源的利用极其重要,电能的不好储存也制约着电动汽车的快速发展。所以,对于电动汽车来说,其制动能量的有效回收并利用非常重要。通过对制动能量的回收系统设计来实现将电动汽车制动能量进行回收利用,从而提高电动汽车的续航里程,满足人们对电动汽车的使用需求,推动电动汽车的蓬勃发展。
参考文献:
[1]田枫.电动汽车制动能量回收系统研究[J].2015.
[2]张运花.电动汽车制动能量回收系统的设计[J].2013.
猜你喜欢
汽车维修与保养(2021年3期)2021-07-10
设备管理与维修(2021年1期)2021-03-05
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25
环球时报(2020-03-03)2020-03-03
电子制作(2018年22期)2018-12-21
商品与质量(2018年41期)2018-04-15
电脑爱好者(2018年3期)2018-03-02
进出口经理人(2017年6期)2017-07-07
戏剧之家(2017年6期)2017-05-04
科技与创新(2016年11期)2016-06-28
