
减速机渐开线齿轮轧制工艺研究
2017-01-10 04:32曲国波邓艳芳
世界家苑 2017年12期
曲国波 邓艳芳


摘要:齿轮是减速机行业最重要的传动件。传统齿轮加工工艺复杂,材料利用率和生产率低,能耗和成本高。楔横轧作为一种零件成形新工艺,可大幅提高生产效率和材料利用率,本文将楔横轧和齿轮加工有机结合,设计轧制模具,轧制齿形毛坯,节约原材料,降低制造成本,提高齿轮的疲劳强度。
关键词:齿轮,楔横轧,齿轮毛坯,生产效率,材料利用率,模具
引言
齿轮最常见加工的方法仍以切削加工为主,生产工艺复杂、材料利用率低、能耗大、成本高。楔横轧工艺是一种少切削或无切削加工的高效金属零件成形新工艺、新技术。与传统的切削、锻造零件成形工艺相比较,它具有生产效率高3~7倍,节约材料率20%~40%,生产成本低30%左右等优点。
楔横轧工作原理
楔横轧工作原理如图1所示,两个带楔形模具的轧辊,以相同的方向旋转并带动圆柱形轧件旋转,轧件在楔形模具的作用下,产生径向压缩、轴向延伸、横向扩展,最终轧制成各种轴类零件楔横轧工艺目前已广泛应用于生产齿轮轴、汽车转向螺杆、变速箱轴等零件。
楔横轧技术和齿轮加工技术相结合,将楔横轧和齿轮范成加工工艺有机结合,使阶梯轴和齿轮轮齿一次成形,可以使齿轮制造工艺大大简化,制造成本明显降低,强度、耐磨性等技术指标大大提高。
本文主要从楔横轧轧制成形齿轮的模具设计、有限元模拟、成形机理等方面进行研究。
楔横轧轧制齿轮工作原理
如图2所示:楔横轧轧制齿轮工作原理为:左右两个带有模具齿形的轧辊同向旋转,齿坯轧件反向旋转,轧件在轧辊模具作用下轧出齿形,齿轮与轧辊之间的运动类似于模数与压力角相同的两个齿轮啮合传动。
如图3所示:以轧制模数m=2.5mm,齿数Z=17,分度圆压力角α=20°,全齿高=6mm的标准直齿为例,轧制过程中分成型区和精整区;成型区分为四步骤,模具逐步楔入分为4步骤部分进行,自第一步到第四步楔入量分别为1.251mn;第五步为精整区,目的是优化齿形形状,所以楔入量为0。
隨着模具从成型区到精整区各步骤不断楔入轧件,最终轧出完整的齿形。在齿轮轧制过程中,模具的前几步齿形采用较大压力角α时,可以有效增加模具对轧件的径向压力、降低摩擦系数对传动的影响,有利于后续齿形准确压入已经轧出的轧件齿槽中。
楔横轧轧制边界条件
轧制成形齿轮的工艺参数包括:轧制温度、摩擦系数、轧制速度、轧件原始尺寸、轧件材料以及模具基圆直径、模具齿形高度等。
楔横轧轧制温度1200%,轧制速度9-15转份,摩擦系数设为0.4,轧件棒料直径尺寸50mm,本文中轧件的材料为18CrNiM07-6钢,表面硬化钢,是欧洲标准化委员会的钢号表示方法,其数字编号为1.6587。
有限元模型建立
应用UG软件建立模具和轧件的实体模型。图4为楔横轧轧制渐开线齿轮有限元模型,轧制过程中滚动模具逐渐轧入加热的轧件,轧件上受挤压的金属向齿槽内流动,逐渐形成齿形。模具视为刚体,轧件视为刚塑性,忽略模具和轧件之间的热传导,忽略轧件的自重。
如图5所示:齿轮楔横轧的成形过程是—个热塑性变形的过程,在轧制过程中,两个带有齿形的辊式模具同方向转动,带动热态金属坯料作旋转运动。在上下模具共同作用下,热态轧件实现径向压缩,逐渐形成齿形。
从图6中可看出,齿轮轧制过程中加热的轧件齿槽逐渐变深,齿形高度逐渐变高,最后轧制出完整齿形。
楔横轧轧制齿轮结果分析
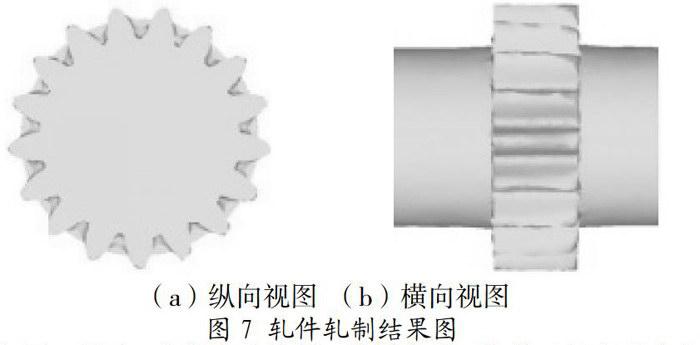
如图7所示,轧件完成轧制,从纵向看,轧件已基本形成完整的渐开线齿形,成形效果良好,而从横向看,轧件齿高从轧件中心到边缘逐渐降低,在齿宽两侧有“塌边”现象,所以可以断定,轧件中心处仅发生径向位移,而轧件轧制区的其余地方既有径向位移,也有轴向位移。
结论
本文以轧制成形齿轮为研究对象,将理论模型和有限元仿真模型相结合进行研究,主要获得了如下成果和结论:
1.通过有限元模拟,分析齿轮轧制过程轧制温度、轧件速度、楔人量、压力角对齿形成形工艺,研究轧制齿轮的成形原理和模具设计方法,可以得到较高质量的齿形,简化制造工艺,制造成本降低,强度、耐磨性指标得到提高,缩短工时,改善工人劳动环境。
3.采用楔横轧轧制的齿轮精度达不到使用要求,把其作为齿轮毛坯投入到后续精加或精磨工艺中进行再加工。通过改进模具、优化各影响参数等方法轧制出出具有一定精度的齿轮,为楔横轧轧制齿轮技术应用到实际生产中提供了理论依据和参考。
猜你喜欢
少儿科学周刊·儿童版(2020年9期)2020-11-25
少儿科学周刊·少年版(2020年9期)2020-03-04
少儿科学周刊·少年版(2020年9期)2020-03-04
疯狂英语·读写版(2019年5期)2019-09-10
扬子江(2019年3期)2019-05-24
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
现代商贸工业(2016年25期)2016-12-26
商情(2016年43期)2016-12-26
科技资讯(2016年5期)2016-08-13