带有反向捏合块的双螺杆挤出机三维流场分析
2017-01-08 12:48郭树国王丽艳
饲料工业 2017年9期
■郭树国 韩 进 王丽艳
(沈阳化工大学机械工程学院,辽宁沈阳110142)
豆粕富含蛋白质,是优质的植物蛋白资源[1]。螺杆挤出机在橡胶、食品、饲料、陶瓷、化工、制药等领域已经得到广泛的应用[2-6]。目前常用挤压膨化技术进行豆粕植物蛋白的组织化加工。但传统的双螺杆挤出机已不能满足饲料加工行业的快速发展需求,由于捏合块是一种剪切能力强、混合性能优的混炼元件[7-8],为了获得更好的分布混合和分散混合能力,本文在常规双螺杆的基础上加入捏合块元件,但是由于捏合块具有特殊的几何形状及其多变性,其流场很难用数学解析的方法计算求解,随着计算机在工程领域的不断应用,数值计算方法越来越普遍[9]。为此,实验以带有反向捏合盘的啮合同向双螺杆元件为研究对象,以ANSYS软件为平台,以黏性流体力学为基础[10-12],以普通双螺杆为对照,近似模拟了速度分布,压力分布以及反向捏合盘区域的特性,为组合双螺杆挤出机的优化设计提供了一定的理论基础。
1 模型及参数
1.1 三维建模及流道CFD模型
图1a为solidworks建立的双螺杆几何模型,流道模型长为120 mm,其中首尾螺纹流道长各为45 mm,螺杆外径为40 mm,内径为30 cm,螺距为10 mm,两螺杆间中心距为37 mm,螺杆为右旋转。机筒内径为45 mm,壁厚3 mm。图1b为与之对应作为参考的双螺杆几何模型。整体捏合块元件由6个啮合盘组成,捏合盘的厚度为5 mm,形状与螺杆的切面形状相同,错列方向与螺纹的方向相反,错列角为45°,图1c为单片捏合盘的几何模型。图1d为带有反向捏合块双螺杆流道有限元模型。运用ANSYS软件中的二次四面体单元,对流道进行多次划分细化,调整后的网格为四面体网格,共有其中节点数为502 594个,单元数160 740个。
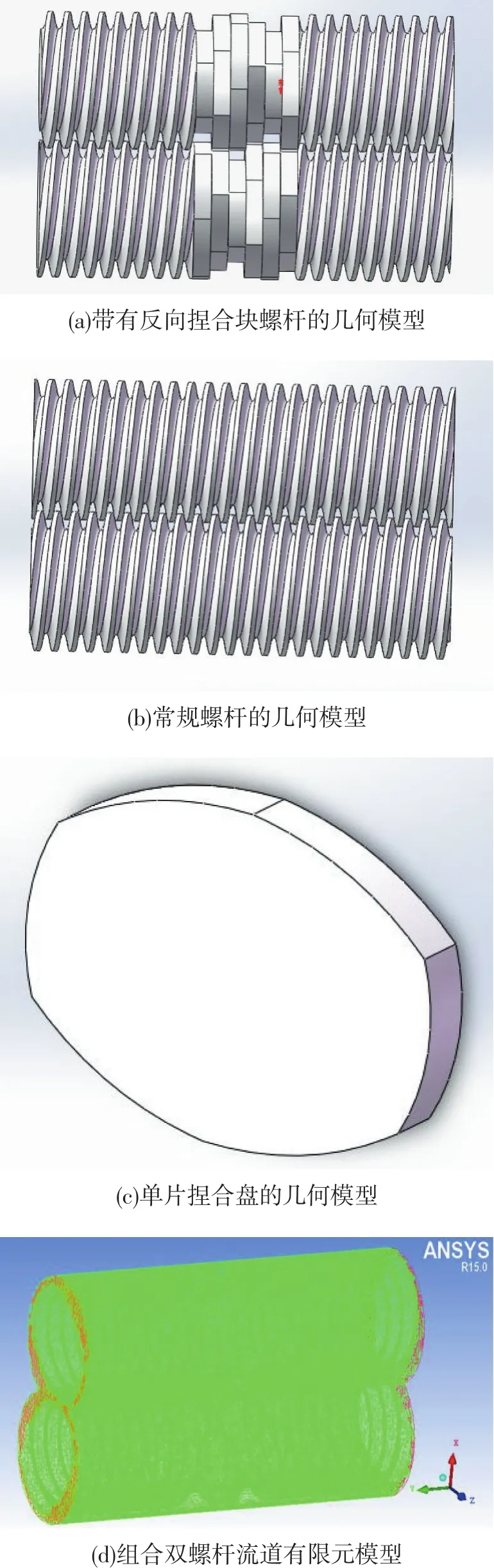
图1 实体模型与CFD模型
1.2 基本假设
实验所用的物料为豆粕,属于幂律流体中的膨胀流体。在豆粕挤出时水会蒸发或分流,实验分析的输送段和啮合区近视认为是等温、稳定性流场,层流。流体是不可压缩的,流道壁面无滑移。所采用的豆粕参数:密度为2 112 kg/m3,黏度为1 930 Pa·s,恒定温度为80 ℃[12]。
1.3 数学模型
依据双螺杆挤出机实际的工作状况和边界无滑移的假设给出模拟的边界条件为:
①螺杆的转速为常量(n=2 r/s);
②进口的速度为常量(u=0.05 m/s),出口的压力设为0.5 MPa;
③螺杆表面与机筒内表面设定为无滑移,机筒的速度(u=0);
④螺杆、机筒表面粗糙度均设定为6.3 μm,无滑移。
对于等温层流不可压缩的幂律流体,若忽略其体积力,则连续方程可简化为[13-14]:

运动方程为:

式中:V为速度矢量(m/s);Vx、Vy、Vz分别为x、y、z方向上的速度分量;P为静压力(Pa);τij为直角坐标系下的剪切应力分量,其中i、j为x、y、z;˙为剪切速率(1/s);m为物料黏度(Pa·s);n为幂率指数。
联立公式(1)~(3)即可以求出流域的速度场和压力场。
2 流道数值模拟结果及分析
2.1 宏观压力场的分析
流道流场的宏观压力分布如图2所示。蓝色代表低压,红色代表高压,由蓝到红表示由低压向高压变化。图2a在反向捏合块区域中,由于捏合盘所形成的螺旋是断续且不光滑的,因此虽然其压力同样是沿着捏合盘顶部形成螺旋分布,但是在螺旋两侧存在断续的高压区和低压区。相比于常规双螺杆挤出机,由于反向啮合块元件削弱了建压能力,所以带有反向
幂律流体本构方程为:啮合块的组合双螺杆挤出机的压力分布的分层性存在不规则区域,这些区域的存在使得豆粕的回流量增大,分布性混合能力增强。图2b中,螺纹元件部分的压力沿螺棱分布,高压区和低压区的界线基本上是一条直线,左、右流道的压力分布呈现轴向对称性,因此,出口端基本无回流,豆粕无法被反复挤压,进而降低了混合分布性能。
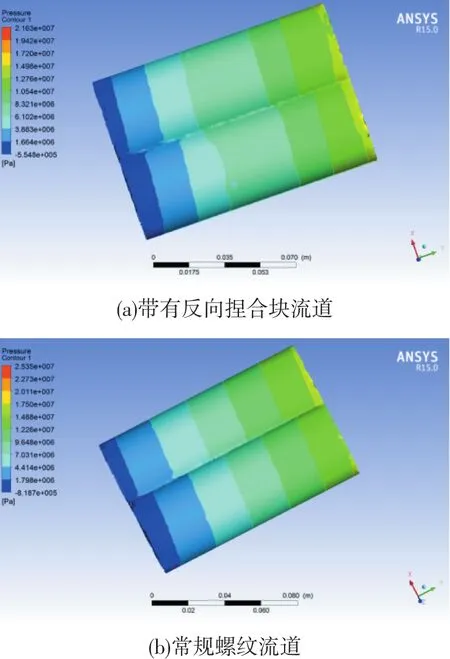
图2 流道宏观压力场
为了更好地观察压力的轴向分布规律,在图2中截取了xy平面,如图3所示,在给定出口压力为0.5 MPa的相同条件下,相比于常规双螺杆元件的压力区域,从图3a可以看出带有反向啮合块的双螺杆挤出机轴向压力变化明显好于常规双螺杆,大的压力差使得豆粕可以被反复挤压,增加了在挤出机中的停留时间,从而可以获得更好的混合。
2.2 宏观速度场的分析
为了更好地观察速度沿轴向分布,在速度矢量场中分别取与ZX轴平行的Y=45 mm、Y=60 mm、Y=75 mm三处截面进行对比分析,此三处截面即为豆粕进入反向捏合块的区域、豆粕处于捏合区域中心位置以及豆粕流出捏合区域。由图4可知,在带有反向捏合块的双螺杆中豆粕的运动方向发生改变,改变存在于捏合块区域,在豆粕流出捏合块区域以后速度方向将再次改变,速度矢量两次改变使得豆粕受到更大的剪切应力,其分散能力大大增强。
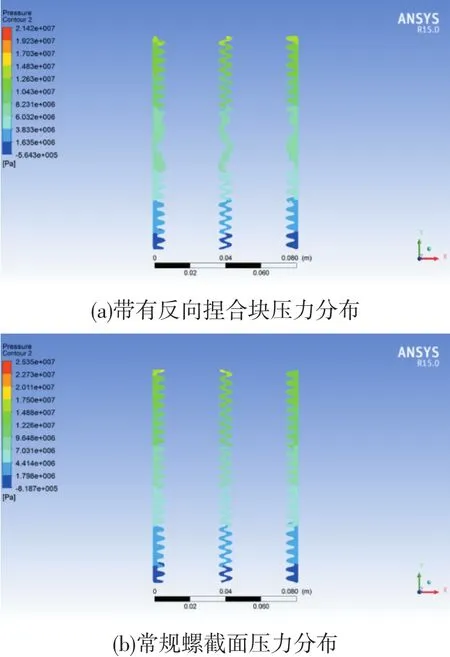
图3 z=0截面的压力分布
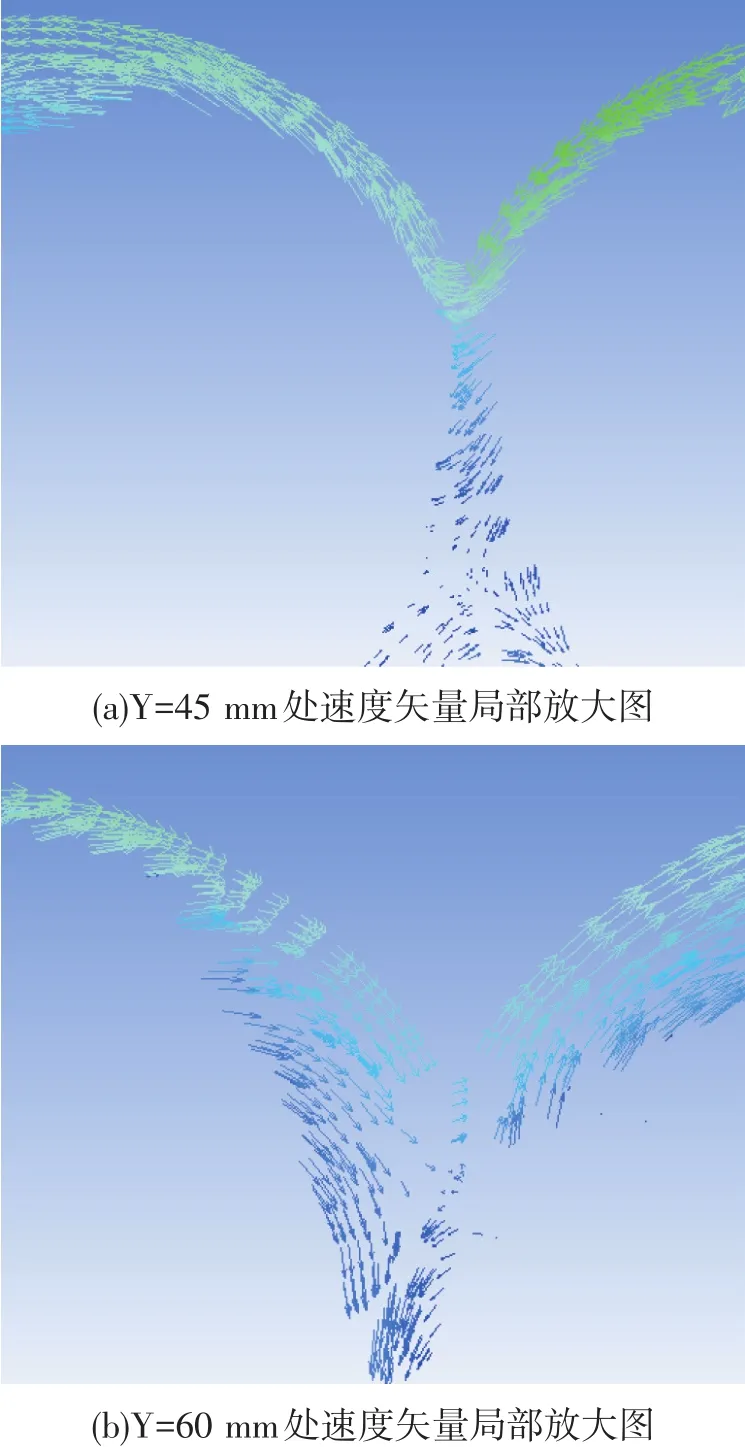
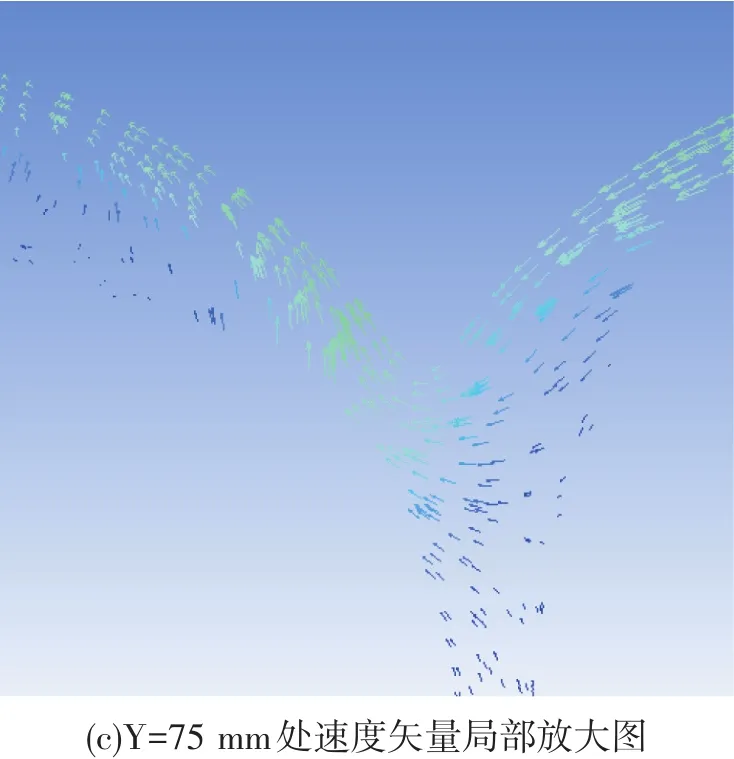
图4 流场速度矢量
为了更清晰分析物料在螺杆中的流动,其速度流线图如图5所示,从图5b可以看出,普通螺杆的流线是连续有序的,整体轴线方向上没有较大的波动,会导致物料无法充分混合。从图5a带有反向捏合块的双螺杆在捏合区域运动方向与原有运动方向相反,使得混合充分,且速度方向上的改变会增加剪切速率的变化,从而提高分散混合能力。
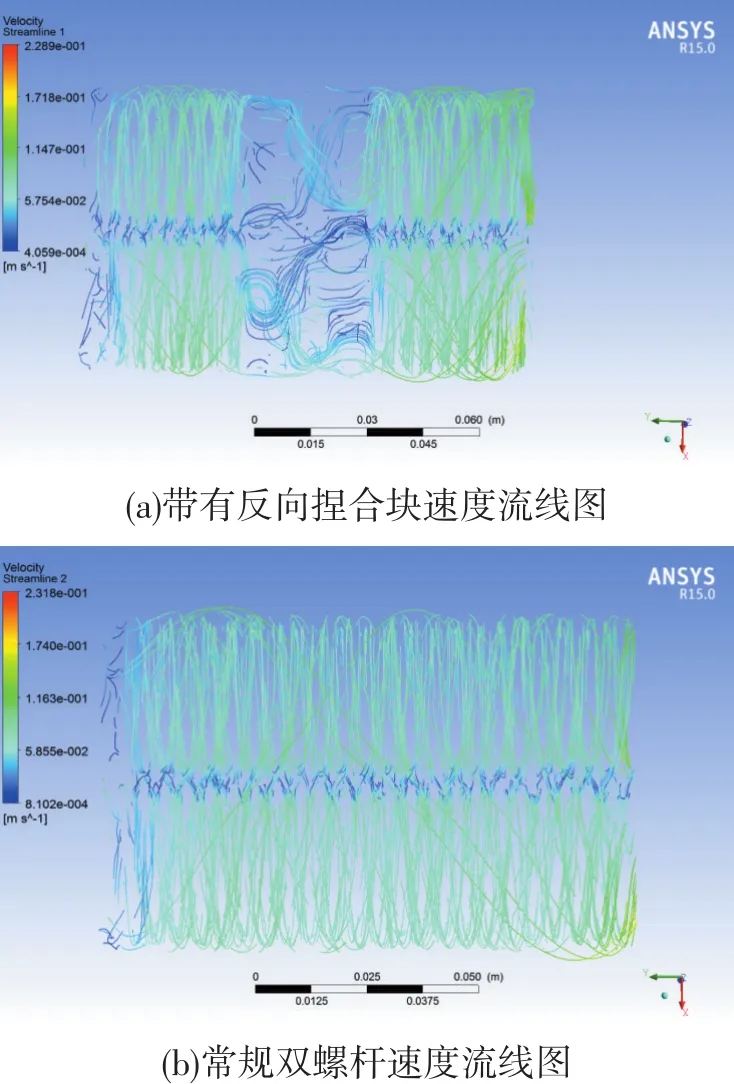
图5 流道监测点速度流线图
3 结论
采用CFD方法研究了豆粕在带有反向捏合块的双螺杆挤出机流场中的流动规律,并与常规双螺杆挤出机进行比较,得到以下结论:
①加入反向捏合块提高了螺杆中的回流量,使得豆粕可以反复挤压,提高了分布混合性能。
②在捏合块区域豆粕受到更大的剪切应力,具有更高的剪切速度,可以显著提高分散混合性能。
猜你喜欢
当代水产(2019年11期)2019-12-23
当代水产(2019年7期)2019-09-03
当代水产(2019年6期)2019-07-25
中国粮油学报(2019年4期)2019-07-12
河南畜牧兽医(2017年8期)2017-11-24
中国塑料(2016年7期)2016-04-16
中国粮油学报(2016年5期)2016-01-23
中国塑料(2015年2期)2015-10-14
中国塑料(2015年11期)2015-10-14
中国塑料(2014年8期)2014-10-17