浅析数控机床中微小线段连续插补算法
2017-01-06 14:23舒晓春黄小玲
中小企业管理与科技·上旬刊 2017年1期
关键词:数控机床
舒晓春+黄小玲

摘 要:随着数控系统和加工技术的发展,高精密高速度的加工已成为其发展的必然要求和必然结果。但是随着对零件加工质量的逐步提高和零件的复杂性,传统的微小线段加工方式已难以满足其要求。因此本文通过数控机床中的微小线段的连续的直线轨迹速度的处理和研究,充分利用基准脉冲法插补的技术,为微小线段插补器的设计奠定基础;通过重新修正进给的速度驱散来解决实际中插补指令离散化的问题;通过拐角插补的控制方法,使得拐角处的加工轨道痕迹的平滑过渡的问题得到解决。在数据采集和研究的基础上,对数控机床中微小线段连续插补算法进行浅析,以此来使高精密高速度的加工的目标得到满足。
关键词:数控机床;速度规划;基准脉冲法;数据采样法;插补算法
中图分类号: TG659 文献标识码: A 文章编号: 1673-1069(2017)01-139-2
1 插补技术的认识
1.1 插补技术的简述
在数控机床的加工实践中,加工零件的轮廓和曲面经常表现出复杂性,因此若是其曲面直接生产刀具的中心轨迹的话则会加深算法的复杂性,使得计算机的工作难度加大,所以在实际的操作中常常采用微小的线段或者圆弧的形式来进行拟合,以达到精确度的要求,然后依据所要求的进给速度,通过这些拟合曲线的终点和起点之间的计算,得出了中心点的位置的坐标值,这种过程称为“插补”方法。简单地说,数据加工、密集的过程就是“插补”,在数控机床的加工实践中,基准脉冲法的插补和数据采样的插补是最常用的方法。
1.2 基准脉冲法插补技术
基准脉冲插补法这种插补算法大部分被运用于开环的数控机床的系统中,对于步进的电机也使用,是一些要求中等的精确度和中等的速度的经济型的计算机的数控系统的计算方法。若数控机床采用基准脉冲法的插补算法,那么其插补程序的运行时间则会导致其坐标轴的进给速度受到限制,从而引起速度不快。基准脉冲法的插补算法的进给速度和其精度二者之间能够相互影响。市面上的数控机床的精确度都是有特定值的 ,普通的机床的脉冲当量为 0.01mm,然而比较精密的机床与之相比则更小了,通常为 0.001mm、 0.0005mm,而且基准脉冲法的插补算法进给速度和精度的关系能用以下公式算出,表1则完全表现了它们的关系。
V=p·f
f=1/t
式中,p——脉冲当量(一个脉冲所产生的坐标轴位移量);
f——脉冲输出的频率;
t——插补算法处理时间。
表1
<E:\123\中小企业管理与科技·上旬刊201701\1-197\3-1.jpg>
1.3 数据采样的插补法
数字增量插补法又包括数据采样的插补法和时间标量的插补法,这种插补算法的装置是典型的标准二进制,不产生单个脉冲,因此以直流或交流电机为核心部分的半闭环和闭环采样系统通常采用这种数据采样的插补法。数据采样的插补法通过把加工微小的线段或者圆弧的时间分成多个均等的时间间隔,并且在经历一次单位时间的间隔后就计算插补,算出的单位时间的速度的进给量,重复计算直至完成。
2 微小线段的拐角处理
2.1 拐角处理的必要性
由于插补点到达线段的终点速度会发生变化以及测试过程中不可预测的微小的线段的连续插补法的限制,在进行大型的复杂的加工操作中,纯粹只追求线段起始点和终点的速度和精确已经没有什么意义,真正重要的整个轮廓曲面的加工的效果。在数控机床操作中,速度和精确度永远是一对不可避免的矛盾,而普通的插补过程就是通过改变速度来使精确度得到保障,因此才有了拐角处理方法的产生。然而拐角的处理方法与以往的方式相比,不要求插补的点必须到达线段的终点,而是以原有的速度直接过渡到下一线段并且得出结果。若还是利用之前的微小直线段处理方法,那么当直线段和表达的曲线相似时,得出的结果会存在很大的误差,然而如果利用拐角处理方法只要控制拐角处的误差,那么系统所要求的精确度就能满足。
2.2 拐角模型
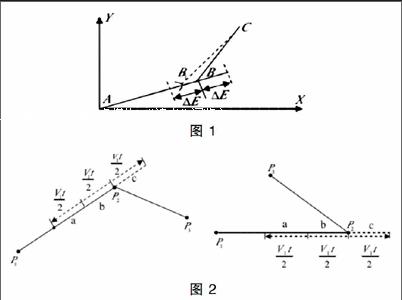
在拐角模型建立的研究上,一些研究员提出了自己的方法。商允舜根据某一段直线为下一段的直线(如图1的B1C)建立了拐角模型,但是这种模型的误差较大。随着对微小线段的拐角处理的深入研究,一些学者发现,如果在点P2(如图2所示)的两端取一截线段(长度为V1·t/2),若插补的最后一点落在b和c中间的位置,那么此时进行拐角的处理所得出的结果误差最小;如果插补的最后一点落在a区,那么只能等到插补的最后一点落在c区才能进行拐角的处理或者立马进行拐角的处理。
<E:\123\中小企业管理与科技·上旬刊201701\1-197\3-2.jpg>[图1]
<E:\123\中小企业管理与科技·上旬刊201701\1-197\3-2.jpg>
图2
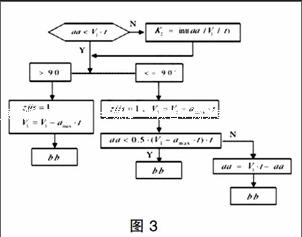
2.3 拐角处理的算法
拐角处理的算法如图3所示,但是当遇到锐角时,则要根据剩余线段长度aa的大小。
3 数控机床中的微小线段的连续插补算法建议分析
3.1 数据采样插补器的结构
数控机床的数据采样的插补流程主要有:第一,通过CAM/CAD处理加工的零件的轮廓曲线,并得出连续微小直线段,让连续微小线段依据处理后的进给速度和插补周期分为多个插补点,然后把这些插补点输送到服务点击的对应位置,形成多坐标轴的联动插补。
3.2 微小线段速度的离散规划
对于微小的线段的速度的离散规划,则是通过最大的加速度和插补周期以及结合起点和终点的速度计算出线段的中心点的速度,再根据插补的周期得出所求的值。用L表示线段的长度,V表示速度,a表示最大的加速度,t表示插补的周期,那么图4上的红点就表示线段的插补点。
<E:\123\中小企业管理与科技·上旬刊201701\1-197\3-3.jpg>
图4
3.3 速度离散规划的处理
速度离散规划的关键:首先,要先做好减速处理。处于匀速加速或者减速的时候,由于在进入拐角后线段会发生变化从而影响速度,因此到达终点的速度常常达不到起点的速度,所以要提前做好减速处理;其次,处理好尖角的拐角处的加速度的变化。如果碰到锐角拐角皮面由于加速度过大变化导致的机床震动现象,速度的变化不能超过最大加速度。
4 结语
本文通过分析基准脉冲法,奠定了连续微小的线段的插补器的良好基础;通过重新修正了进给的速度的驱散来解决实际中插补指令的离散化的问题;通过拐角的插补控制的方法,使得拐角处的加工轨道痕迹的平滑过渡的问题得到解决。最终通过数控机床中的微小线段的连续插补的算法的简易分析,使得加工高速度高精度的要求得到满足。
参 考 文 献
[1] 焦青松,李迪,王世勇.连续小线段高速加工插补技术综述[J].组合机床与自动化加工技术,2014(01):55-70.
[2] 王允森,盖荣丽,孙一兰,杨东升,徐明子.基于牛顿迭代法的NURBS曲线插补算法[J].组合机床与自动化加工技术,2013(04):34-45.
[3] 冯高洁,张平.基于De_Boor递推算法的速度自适应NURBS曲线分段插补算法研究[J].机床与液压,2011(21):43-60.
猜你喜欢
内燃机与配件(2022年2期)2022-01-17
科学导报·学术(2020年11期)2020-03-30
现代职业教育·职业培训(2018年8期)2018-09-06
科学与财富(2018年14期)2018-06-11
消费导刊(2016年11期)2017-10-19
现代职业教育·中职中专(2017年12期)2017-08-13
现代职业教育·中职中专(2017年12期)2017-08-13
中小企业管理与科技·中旬刊(2014年12期)2015-01-22
中小企业管理与科技·中旬刊(2014年12期)2015-01-22
西安交通大学学报(2009年2期)2009-04-03