
环保型Na2SiO3·9H2O生产工艺探析
2017-01-05 01:17周小平陈以春
河南化工 2016年12期
周小平 , 陈以春
(多氟多化工股份有限公司 , 河南 焦作 454191)
•生产与实践•
环保型Na2SiO3·9H2O生产工艺探析
周小平 , 陈以春
(多氟多化工股份有限公司 , 河南 焦作 454191)
针对公司氟硅酸钠法年产3万t硅法冰晶石联产优质白炭黑项目产品所面临的疲软问题,经研究开发加入固碱,将白炭黑硅渣转化或Na2SiO3·9H2O,不仅解决了白炭黑硅渣库存的难题,也保证了后续冰晶石正常的秩序。
硅渣 ; Na2SiO3·9H2O ; 资金回笼
0 前言
近几年,偏硅酸钠随着陶瓷等相关行业的快速发展,市场需求也增长迅速。无水偏硅酸钠需求由几千吨增长到近10万t;Na2SiO3·5H2O更是几年一个台阶,由2万t上升到30万t以上;Na2SiO3·9H2O在保有市场的情况下,也随着低档陶瓷的扩张而有较大幅度增长。偏硅酸钠需求增长的另一个因素就是磷酸盐价格的走高,这样就促使相当一部分用量转移到替代品偏硅酸钠上来。据专家预测,市场对偏硅酸钠各品种的需求在随后几年还会有较大增长,但市场竞争和优胜劣汰也不可避免。
公司氟硅酸钠法年产3万t硅法冰晶石联产优质白炭黑项目通过沉淀法所副产的0.9万t/a白炭黑,前期生产时白炭黑根据市场需求达标直接销售,近期由于受市场形势的影响,白炭黑成品销售出现疲软。因此所副产的白炭黑硅渣库存问题逐渐成为制约正常生产秩序的一个“瓶颈”,严重制约着后续冰晶石的正常生产。为了彻底解决白炭黑问题,公司领导要求生产系统寻求出路,经过调查研究决定把白炭黑硅渣转化成新产品——Na2SiO3·9H2O,这样不仅解决了白炭黑硅渣库存的难题,也保证了后续冰晶石正常的秩序,还为公司资金回笼找到了良好途径[1-3]。后期还会继续开发出相关的产品,进而增加公司的产品种类。
1 物性及用途
Na2SiO3·9H2O的结晶水含量达到58%,溶解度(20 ℃) :38 g/(100 g水);熔点41.6 ℃,在30~40 ℃时,就会释放结晶水,储存时,自溶板结现象比较严重。偏硅酸钠具有强碱性、去污力强、缓冲能力大,可中和酸性污物,使脂肪和油乳化,对无机物有反絮凝作用,对金属又有防腐蚀作用。
在无机电解质中,偏硅酸钠的活性碱度和pH值缓冲指数最高,有较强的润湿、乳化和皂化油脂的作用,在去除、分散和悬浮污垢方面具有优秀的表现,并能阻止污垢的再沉积。将偏硅酸钠应用到洗涤剂中,国外已有40多年的历史,应用技术比较成熟;国内应用到洗涤剂和其它多种行业也有20多个年头,是一个成熟的化工产品,同时也具有成熟的、广阔的市场。偏硅酸钠在洗涤剂、陶瓷、电镀、纺织、印染、造纸、水泥、混凝土、耐火材料、油脂和皮革加工等工业领域有着大量的应用。目前应用量较大的行业排序是:陶瓷、工业清洗、洗涤剂、混凝土、印染、造纸、水泥、石油开采等。
2 生产工艺简述
本工艺生产过程主要包括反应调模、结晶粉碎、包装。合成槽内按照比例投入一定的固碱,再投入一定量的白炭黑硅渣,合成反应温度控制在75 ℃以上,反应结束同时指标合格后,开启料浆泵,将偏硅酸钠料浆打入搅拌过渡槽,然后将料浆放入结晶池内,最后通过犁式旋耕机破碎后进行包装即可。由于原料白炭黑硅渣中含有一定量的铵,反应过程中铵生产氨气释放出来,经过相关车间的酸性废水循环吸收后,尾气达标排放,吸收液到一定浓度后作为相关车间原料使用。
3 反应机理及流程
本工艺使用固碱和白炭黑硅渣为原料,按照模数配比计算加料量(模数M=0.98~1.02),将白炭黑硅渣加入到溶化后的固碱溶液体系中,反应合成Na2SiO3·9H2O,后经调模,结晶,粉碎,最终得到产品。反应方程式如下:
工艺流程如图1所示。
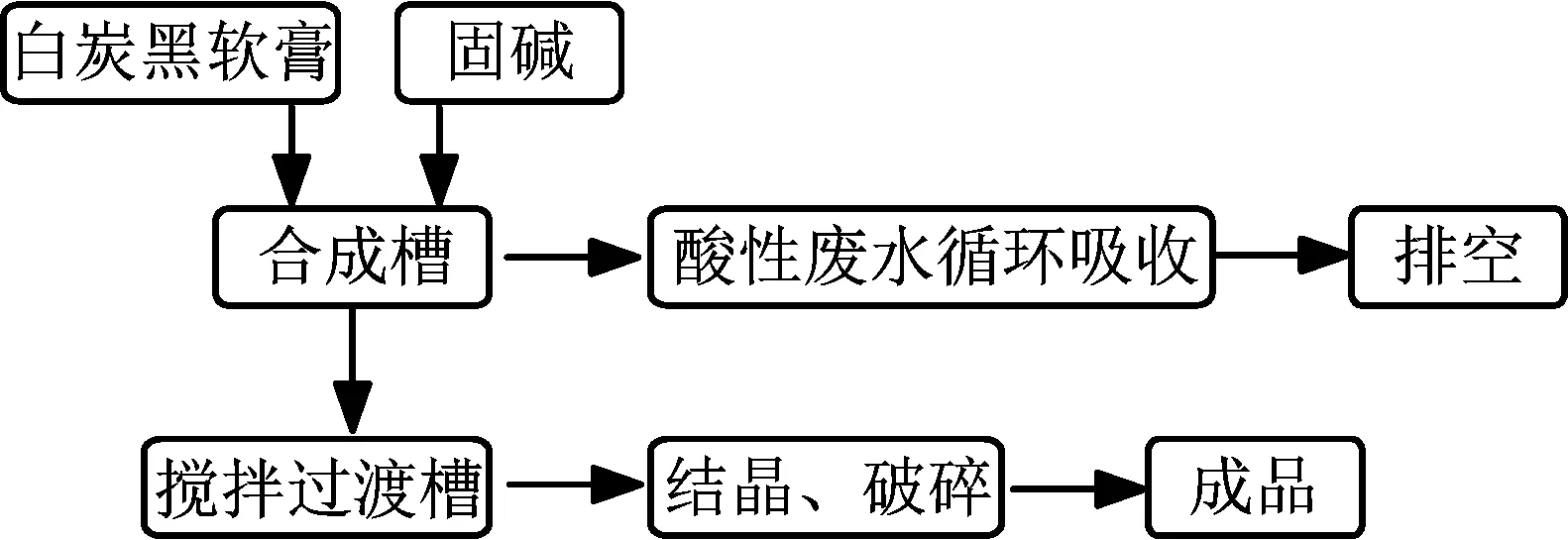
图1 Na2SiO3·9H2O生产工艺流程简图
4 工艺技术操作
4.1 Na2SiO3·9H2O反应、调模
4.1.1 工艺流程
用固碱与白炭黑硅渣反应制备偏硅酸钠溶液。①分析前段工序提供的白炭黑硅渣中SiO2含量,正常情况下每批分析一次。②以一定量的白炭黑硅渣量为参考,核算出白炭黑折百量,再根据方程式计算出固碱的添加量。③投料前,以计算出的固碱量为基准,先加入少量固碱打底,然后边投硅渣边加固碱,目的是加大反应热的利用率,加料过程中保持硅渣过量,合成过程中依靠分析结果来补加固碱。④观察液面上的白炭黑硅渣情况,同时间隔1 h左右取样分析一次,根据化验分析结果计算出固碱的补加量,固碱补加后,搅拌开启5~10 min后关闭搅拌,取样分析,合格后将料浆打入搅拌过渡槽内。
4.1.2 工艺指标
合成槽反应温度T>75 ℃;模数M=0.98~1.02。终点产品指标:SiO2,优等品21%~22.5%,一等品20%~22.5%;Na2O,优等品21.5%~23%,一等品20.5%~23%;其他指标满足中华人民共和国化工行业标准HG/T2568-2008。
4.1.3 投料计算
假设固碱投料量为P(kg),主含量为Q(%),为得到模数为1的产品,白炭黑硅渣投料量X,硅渣水分A(%),主含量B(%)。
其中:1.34为2个氢氧化钠与1个二氧化硅相对分子质量的比;X,白炭黑硅渣量以一定量来计。
4.1.4 模数计算

(模数范围控制在0.98~1.02)
其中:SiO2%,为偏硅酸钠料浆中二氧化硅的分析含量;Na2O%,为偏硅酸钠料浆中氧化钠的分析含量。
4.2 结晶破碎(仅有Na2SiO3·9H2O生产需要破碎)
4.2.1 工艺流程
生产任务:浓缩至设定浓度产物调整含量与模数后,冷却、结晶。当搅拌过渡槽内的料浆量达到一定量时,开启过渡槽搅拌机,搅拌30 min后将料浆放到结晶池内。
结晶池内的料浆高度根据季节的不同而变化,放料后,随即开启犁式旋耕机,从结晶池一侧运行至另一侧,再开启犁式旋耕机,反方向运行,犁式旋耕机按照这个程序循环运行,直至将料浆在结晶过程中破碎成粉状即可。
在生产过程中,要注意:①根据现场实际操作熟练程度需要在 30~60 ℃加入小颗粒偏硅酸钠作为晶种诱导产品加速结晶。②成品粒度的大小可以依靠犁式旋耕机的运行频率来控制。犁式旋耕机破碎周期短,破碎粒度小,反之,犁式旋耕机破碎周期长,破碎粒度大。
4.2.2 工艺指标
冷却终点:30~60 ℃;晶种粒径: 根据客户需求;晶种添加量:溶液质量的 5 %左右;结晶池溶液高度:随着季节的不同而变化。
4.3 成品包装
4.3.1 生产任务
将结晶池内破碎后的物料定量装入带内衬的编织袋内。
4.3.2 技术指标
包装质量误差:50 kg±0.1 g(包装形式可结合市场包装具体要求)。
4.4 尾气吸收
4.4.1 生产任务
利用酸性废水吸收尾气中的氨气,尾气达标排放。
4.4.2 流程简述
反应后的尾气经一级、二级吸收塔喷淋吸收后,尾气达标排放,吸收液达到一定浓度后泵至相关车间作为原料使用。
5 技术创新及难点突破
5.1 技术创新
本项目在合成原料选择上采用了上游副产的白炭黑硅渣及固碱,一方面解决了公司白炭黑销售困难的难题,在原材料使用上实现技术创新;另一方面,项目结晶工段选用一定容积的结晶池配套旋耕式爬犁机进行结晶搅拌和结晶破碎,在偏硅酸钠结晶与破碎上实现技术创新。
5.2 难点突破
5.2.1 合成达标难,蒸汽消耗量大
因项目选用白炭黑硅渣作为原料,其本身水分较高,约为80%,故合成后系统水分偏高,SiO2、Na2O浓度不达标。同时蒸发多余的水分需要消耗大量的蒸汽,不仅蒸发时间长,还造成产品成本偏高。
经过多次试验研究,项目对合成工段设备选型、原料调整及合成方法进行了改进,选用夹套反应釜并往夹套中通蒸汽保证合成温度,白炭黑硅渣水分由原来的80%降低至70%以内,并改用固碱做原料,一方面减少系统水分带入,另一方面还可利用固碱溶解反应放出的热量加快合成速度,只需补充少量蒸汽热,通过这些改进,顺利解决了合成达标难的问题,为下一步调模、结晶打下基础。
5.2.2 结晶破碎难
因偏硅酸钠结晶后破碎劳动强度大,如采用粉碎机破碎,需人工首先破成大块,再投入粉碎机进行破碎,破碎时散发出粉尘,不仅危害了工人身体健康,还污染了环境。
后采用一定容积的冷却结晶池,配套旋耕式爬犁机进行结晶搅拌、结晶破碎,不仅缩短了结晶时间,提高了生产效率,还减轻了工人的劳动强度,至此项目基本实现达产目标。
6 效益分析
因本项目偏硅酸钠生产整个合成过程无杂质进入,故生产出来的成品外观晶莹洁白,比用石英砂做原料生产出来的九水偏硅酸钠具有外观优势,可做销售突破口。
项目实际单位控制成本为760元(含税价),市场售价为900元,每吨可实现收益140元,年收益168万元;而且项目还为公司解决了白炭黑销售难的问题,为公司快速回笼资金做出贡献。
7 结语
国家的发展离不开创新,同样,不断地创新,不断的开发适合市场需求的新产品是一个企业长盛不衰之道。特别是把废水、废渣、废气经过有效处理、回收利用,不仅减轻了环保压力,同时还为企业创造了一定的经济利润。
[1] 戴志成.硅化合物的生产与应用[M].成都:成都科技大学出版社,1994.
[2] 吴德荣.化工工艺设计手册[M].北京:化学工业出版社,2009.
[3] 胡 伟.氟化工生产技术[M].北京 :科学出版社,2010.

2016-08-24
周小平(1974-),女,高级技师,从事安全环保管理工作,电话:13569190920。
TQ177.4
B
1003-3467(2016)12-0027-03
猜你喜欢
农民致富之友(2020年17期)2020-06-19
氯碱工业(2020年12期)2020-03-01
河北农机(2020年5期)2020-01-11
橡胶工业(2018年4期)2018-02-16
现代农机(2016年4期)2016-09-18
湖北农机化(2016年5期)2016-03-08
中国资源综合利用(2016年11期)2016-01-22
造纸化学品(2015年5期)2015-11-04
橡胶工业(2015年9期)2015-08-29
中国洗涤用品工业(2015年8期)2015-02-28
