
精益管理在生产组织模式中的应用
2017-01-04 05:29:14樊学杰
现代工业经济和信息化 2016年16期
樊学杰
(经纬纺织机械股份有限公司榆次分公司,山西晋中030601)
精益管理在生产组织模式中的应用
樊学杰
(经纬纺织机械股份有限公司榆次分公司,山西晋中030601)
应用精益生产原理,对生产组织模式进行了分析及改善。通过解决生产过程中的不合理因素,实现中小批量生产组织模式的改善。
精益生产;生产组织模式;并行工程
引言
为了在激烈竞争的国际市场中保持超强的竞争力,制造企业必须具有先进的生产组织模式,实现在最短的时间内,提供最优产品的能力。精益管理模式避免了单件生产方式效率低和大量生产方式僵化的缺点,是单件小批量生产方式和大量生产方式的优化结合,是生产方式的一次革命性飞跃。本文通过精益管理模式在生产组织中的应用,有效地解决了中小批量生产方式效率低下的问题。
1 精益生产基本理论
精益生产管理思想的最终目标必然是企业利润的最大化。但管理中的具体目标则是通过消灭生产中的一切浪费来实现成本的最低化。精益思想告诉我们:利润缺失的重要原因在管理,企业加工单元到处存在着浪费。用精益生产的眼光看,造成成本上升的最大原因就是浪费,彻底消除浪费是精益生产的核心特征。在日常的生产过程中,浪费情况表现在:过剩生产、工序等待、零件搬运、加工本身浪费、不良品组装、重复动作、过多在制库存。即:“凡是超出增加产品价值所必需的绝对最少的物料、机器、人力资源、场地、时间等各种资源的部分,都是浪费”。不增加价值的活动就是浪费,即使是增加价值的活动,所用资源超过了“绝对最少”的界限,也是浪费。因此,获得利润只有两大方法:首先,通过改善,消除所有浪费,降低成本。其次,提高效率,提高附加价值,实现成本最小化。
2 生产组织模式分析及改善
2.1 加工单元生产现状分析
加工单元拥有各式数控设备40部,生产员工85人,实行双班制生产作业,主要承担着企业精密零件的加工,每月上场品种约为200~300种,考虑到每月生产需求的批次,每部设备月均品种切换4~10次,属于典型的中小批量生产模式。
加工单元在生产任务饱和的情况下,每月完成250万生产工分,月人均3万工分左右,低于公司其他生产部门30%左右的工作量,而且成品合格率偏低,一直是企业管理中的生产瓶颈和质量洼地。针对这种问题,我们对该加工单元的生产组织流程进行了梳理。
新产品图纸工艺下发到生产单元后,根据生产指令进入准备状态,操作者首先需要识图、看工艺,在充分理解工艺后,开始编制加工程序和刀具准备,直至首件试切合格为止。这个过程持续时间较长,简单零件需要1~2天,复杂零件需要4~6天。主要影响因素是零件复杂程度、操作者个人技能的高低以及加工刀具数量。如果每台机床品种切换4~10次,那么每月就会有10~15天的准备时间在浪费,从而引发后续一连串不良反应:后道工序等工、生产计划不能准确完成、成品交货不及时等等。因此,在生产准备过程中的浪费是造成该生产单元效率低下的重要原因。
2.2 生产组织模式改善
如何实现中小批量生产组织的改善,关键在于提高准备阶段的效率。本方案应用精益生产理论,通过对准备阶段各种动作(分为必要和非必要的动作)的分析,对其中非必要的动作通过并行工程,由车间内部不同工种分工协作,减少准备时间,提高加工效率,满足中小批量生产中品种的快速切换。
2.2.1 对操作者准备动作的分析(见下页图1)
对操作者在准备过程中的5个动作进行分析,区分出必须由操作者来实施的动作:借夹具、调整夹具、借刀;对占用时间长,又可以由其他人代替的工作定义为不必要的工作:编程、调刀。本方案的目的就是将这两项工作分解到其他工种来并行作业或提前作业。
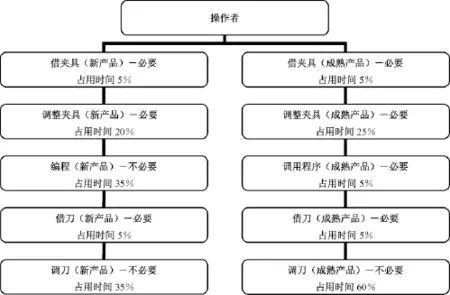
图1 操作者准备动作分析图
2.2.2 方案实施流程
2.2.2.1 技术室负责编程和编制刀具清单
目前分两步进行:1)对成熟产品,将已在加工中得到验证的程序形成正式的程序文件,附加文字性说明,然后根据程序,编制刀具清单。2)对新产品,根据工艺编制加工程序和刀具清单,然后在加工中验证,进行修改后形成正式文件。
2.2.2.2 刀具室负责刀具的拼装
技术室形成的刀具清单,其电子版与刀具室共享,刀具室根据班组下达的生产指令,安排专人备刀,并进行预调整,对调整后的结果以标签形式贴于刀具表面。
2.2.3 新的生产组织流程
2.2.3.1 现场工艺员
在工艺准备完成后,由现场工艺员进行编程,生成程序单和刀具清单。刀具清单交工具室核实库存,确保有实物及一定的数量。
2.2.3.2 生产调度
根据计调室的计划,至少提前1天给工具室下达准备刀具、拼合夹具的申请。同时,把零件送夹具室供拼夹具使用。
2.2.3.3 工具室、准备工/现场工艺员
刀具室根据技术室提前提供的刀具清单准备好刀具(包括刀柄和刃具),并打印好借条。属于新产品的中小型零件夹具室拼合好后,通知现场工艺员确认正确性。确认后,打印出借条。属于成熟产品的中小型零件夹具室拼合好后,通知准备工确认正确性。确认后,打印出借条。属于新产品的大型零件,夹具室通知现场工艺员确定拼合方案,并准备好上机床拼夹具所需的所有元件,打印好借条。属于成熟产品的大型零件,夹具室准备好上机床拼夹具所需的所有元件,打印好借条。
2.2.3.4 刀具和夹具的借用
新产品由现场工艺员确认正确性后,先打借条,完成首件加工后,转给操作者。成熟产品由准备工确认正确性后,先打借条,完成首件加工后,转给操作者。
2.2.3.5 首件加工
新产品由现场工艺员与操作者共同完成,操作者操作,现场工艺员指导。具体包括对着工艺和实物介绍加工内容在图纸上的位置及控制重点,介绍程序,指导切削用量的选择。成熟产品由准备工辅助完成首件的加工。
3 改善效果
通过对生产组织模式的改变,该生产单元的生产状况得到了明显改善。首先,生产效率得到了很大提升,生产准备周期缩短到原来的30%,单台设备月均生产准备时间为3~5天,不增值环节得到了很好的改善,月均工作量上升40%,确保了生产任务的顺利完成,减少了下游环节的等工和整机的装配进度。其次,由于在准备环节中,多方参与,尤其是现场工艺员直接参与到零件的加工过程,工艺员的理论知识和操作者的实践经验相互磨合、相互促进,实现了个人技能的共同提高,同时促使产品品质不断提升。第三,工作量的上升和品质的提高带来了职工收入的提高,进一步促进了这一生产模式的优化,形成了良性循环。
4 结论
本文通过对精益生产核心思想的理解,将精益生产技术应用于中小批量生产组织中,打破原有的思维模式,分析、查找、消除生产中的浪费环节和不合理因素,从生产准备入手,设计出了一整套合理、科学的生产准备模式,有效地解决了中小批量生产组织中效率低下的问题,为精益生产的准时化奠定了基础。
(编辑:王红霖)
Flexible Production M anagement of M achinery M odel
Fan Xuejie
(Yuci Branch,Jingwei Textile M achinery Co.,Ltd.,Jinzhong Shanxi030601)
The basis of the principle of lean production,the production organization pattern was analyzed and improved.By solving the unreasonable factors in the process of production,to achieve the improvement of themedium and small batch production organization pattern.
lean production;organization of productionmode;concurrentengineering
F426.31
A
2095-0748(2016)16-0107-03
10.16525/j.cnki.14-1362/n.2016.16.48
2016-06-22
樊学杰(1965—),男,大专,经济师,从事企业管理工作。
猜你喜欢
化工管理(2021年7期)2021-05-13 00:46:34
无线互联科技(2018年20期)2018-12-27 11:36:00
制造技术与机床(2017年5期)2018-01-19 02:49:13
中老年健康(2017年5期)2017-06-02 23:20:34
故事作文·高年级(2017年1期)2017-03-01 13:25:50
中国商论(2016年34期)2017-01-15 14:24:19
温州医科大学学报(2016年9期)2016-10-31 07:47:26
西部(2016年6期)2016-05-14 18:41:00
哈尔滨医药(2015年4期)2015-12-01 03:58:01
筑路机械与施工机械化(2015年10期)2015-11-07 17:49:05
