
基于精练酶印染前处理对棉织物性能影响的研究
2017-01-04 11:05程浩南
现代丝绸科学与技术 2016年6期
程浩南
(1.江西服装学院 ,江西 南昌 330201;2.江西省现代服装工程技术研究中心,江西 南昌 330201)
基于精练酶印染前处理对棉织物性能影响的研究
程浩南1,2
(1.江西服装学院 ,江西 南昌 330201;2.江西省现代服装工程技术研究中心,江西 南昌 330201)
以棉织物为实验材料,分别采用碱氧退煮漂一浴一步法和DM-8654精练酶退煮漂一浴两步法两种工艺对其进行印染前处理,通过测试相关指标,分析比较印染前处理的效果,然后利用四种活性染料进行上染,结合上染百分率和匀染性等染色指标,探讨DM-8654精练酶前处理过程对棉织物染色性能的影响。实验结果显示:棉织物经M-8654精练酶前处理后其退浆率、白度和毛效略低于碱氧前处理,但强力保持率和手感要明显优于后者。精练酶前处理后的棉织物上染率不及传统碱氧工艺,但染色的均匀性好于常规碱氧前处理。
棉织物;精练酶;印染前处理;上染率
织物的染色性能主要取决于纤维本身的性质,但前处理效果对织物的染色性能也有很大的影响。目前,生物酶因具有高度的专一性、高效性和温和性等特点[1-4],在织物印染前处理的过程中不断得到应用。与此同时,在印染前处理过程中所选用的生物酶也由单一酶精练逐渐向具有协同作用的复配酶方向发展。
DM-8654精练酶作为一种复配酶,以果胶酶为主,含有少量其它酶制剂和精练助剂,逐渐被应用于棉织物的印染前处理过程当中[5-6]。
本文在奉先波等[7]对棉织物生物酶前处理工艺进行研究的基础上,采用DM-8654精练酶前处理和常规的碱氧处理分别对纯棉织物进行处理,然后对其前处理效果进行对比分析,并结合上染百分率和匀染性等染色指标,探讨DM-8654精练酶前处理过程对棉织物染色性能的影响,为棉织物利用生物酶进行染色前处理的研究提供一些理论参考。
1 实验
1.1 实验原料与仪器
织物:市场上销售的淀粉上浆棉坯布。
主要化学试剂:苏宏牌高浓退浆酶(诺维信生物技术有限公司);DM-8654生物精练酶(广东德美精细化工股份有限公司)。活性染料(上海科华染料工业有限公司);渗透剂JFC(江苏省海安石油化工厂)。
主要仪器:SDM2-12-140染样机(立信染整机械(上海)有限公司);722型可见分光光度仪(上海精密科学仪器有限公司);X-Rite color i7型爱色丽测色仪(上海嘉恩科技有限公司);DSBD-1数字白度仪(南通三思机电科技有限公司);YG(B)026H型电子织物强力机(温州市大荣纺织仪器有限公司);电子天平和pH计。
1.2 实验工艺流程
碱氧退煮漂一浴一步法:氢氧化钠10g/L;30%双氧水10g/L;DM-1404氧漂稳定剂3g/L;高效精炼剂3g/L;浴比30∶1。工艺按上述处方配制工作液,将坯布浸湿挤干投入工作液中,加热至85℃,保持85℃处理60min后取出织物,用90℃热水洗两次,再用50℃~60℃水洗涤,最后冷水充分洗。
DM-8654精练酶退煮漂一浴两步法:精练酶浓度为2.5g/L,醋酸1g/L;碳酸钠10g/L,pH值为7.5,处理温度为60℃,浴比50∶1。在此工艺条件下与5g/L的氯化镁、2g/L的渗透剂JFC进行复合使用,能够达到更为良好的前处理效果。按上述处方配制好酶精练工作液,并用醋酸和碳酸钠调节至规定pH值。将高浓退浆酶退浆过的棉织物浸湿挤干投入工作液中,加热至规定温度60℃,保持在此温度条件下处理55min后取出织物,用90℃热水洗两次,再用50℃~60℃水洗涤,最后冷水充分洗。
活性染料染色工艺:活性染料2%(owf);氯化钠40g/L;纯碱10g/L;浴比50∶1。将棉织物放入染液当中,并加热到一定温度后,保持15min进行入染,然后加入食盐,使染液中食盐的浓度达到40g/L,同时不断加热,并加入少量纯碱,达到固色温度后保持30min进行活性染料的固色。然后降温水洗,接着再进行皂洗,最后水洗烘干。其中活性红M-8B、活性黄M-3RE采用40℃入染,80℃固色;活性橙K-GN、活性深蓝K-R采用60℃入染,90℃固色。
1.3 测试方法
1.3.1 退浆率测试
退浆率按式(1)进行计算:

1.3.2 强力测试
织物断裂强力的测定按国际标准GB/T 3923—1997《纺织品织物拉伸性能第1部分:断裂强力和断裂伸长的测定条样法》进行。
1.3.3 白度测试
白度测试按照DSBD-1数字白度仪操作规程进行测试,每个试样在不同位置测3次,取其平均值。白度值越大,表明试样白度越好。
1.3.4 毛效的测定
参照FZ/T 01071—1999《纺织品毛细效应试验方法》测试,将尺寸为25cm×3cm(经×纬)的待测试样按操作规程置于毛效测试仪上进行测试,以5g/L的重铬酸钾溶液作为测试液,20℃恒温条件下观察测量,记录30min后液体沿织物上升的高度。若液体上升高度参差不齐,应取最低点的值。高度越高,表明试样润湿性能越好。
1.4.4 织物染色性能的测定
(1)染色K/S值和匀染性的测定用爱色丽测色配色仪X-Rite color i7测试染色样本K/S值,选取10个样点。平均K/S值按公式2计算,值越大表示颜色越深,反之越浅。变异系数S(λ)按公式3计算,值越小说明织物匀染性越好。
(2)
(3)
(2)上染百分率的测定采用染色残液法,按公式4计算上染百分率:
(4)
式中:E为上染百分率;A0为标准染液稀释n0倍后在最大吸收波长处测得的吸光度;A1为染色残液稀释n1倍后在最大吸收波长处测得的吸光度。用分光光度计测活性红M-8B、活性黄M-3RE、活性橙K-GN、活性深蓝K-R的最大吸收波长分别为524、420、474、570nm。
2 实验结果与分析
2.1 前处理效果与分析
将酶前处理效果与碱氧退煮漂前处理效果进行对比,其前处理效果如见表1所示。其中坯布试样原来的白度为52.6%,断裂强力为334.5N。

表1 M-8654精练酶与碱氧前处理效果的对比
由表1可以看出:棉织物经M-8654精练酶前处理后的退浆率、白度和毛效测试数据都略低于常规的碱氧前处理。其主要原因是棉织物在织造过程中经纱所上的淀粉浆料,在碱氧前处理工艺的碱溶液中受热发生溶胀,呈现溶胶状态,淀粉浆料与棉纤维之间的黏附作用减弱,在洗涤过程中更容易脱离织物;棉纤维上的果胶、灰分、蜡状物质和棉籽壳等共生物也都能与热碱发生不同程度的化学反应,在助剂和后续洗涤的过程中可以比较彻底的得到清除。M-8654精练酶是一种复配酶,其各个成分的专一性会导致整个复配酶应用的局限性,同时,各个成分的不同使用条件以及相互间的影响也会使M-8654精练酶使用的条件比较苛刻,最终导致其不能充分发挥各个成分的作用,这些都会影响生物酶前处理的效果。然而,应用M-8654精练酶对棉织物进行前处理也有相对的优势,经过处理后的棉织物,其白度和润湿性能等可以满足后续染整加工要求,且强力保留率高达94.2%,明显高于碱氧处理后强力保留率75.0%,这说明利用M-8654精练酶对棉织物进行前处理对织物损伤程度较小。棉织物经M-8654精练酶前处理后,手感蓬松柔软,明显好于碱氧处理后棉织物的手感效果,可以有效减少棉织物在进行柔软整理时化学试剂的使用,同时,在整个前处理过程中除漂白过程以外,其它工序不使用烧碱,既减少环境污染又节约成本。
2.2 染色性能测试结果与分析
采用传统的碱氧退煮漂和DM-8654精练酶退煮漂两种前处理工艺对棉织物进行处理后,分别以四种活性染料对其进行上染,主要测试上染率、匀染性和颜色饱和度等染色指标,具体的测试结果如表2所示。
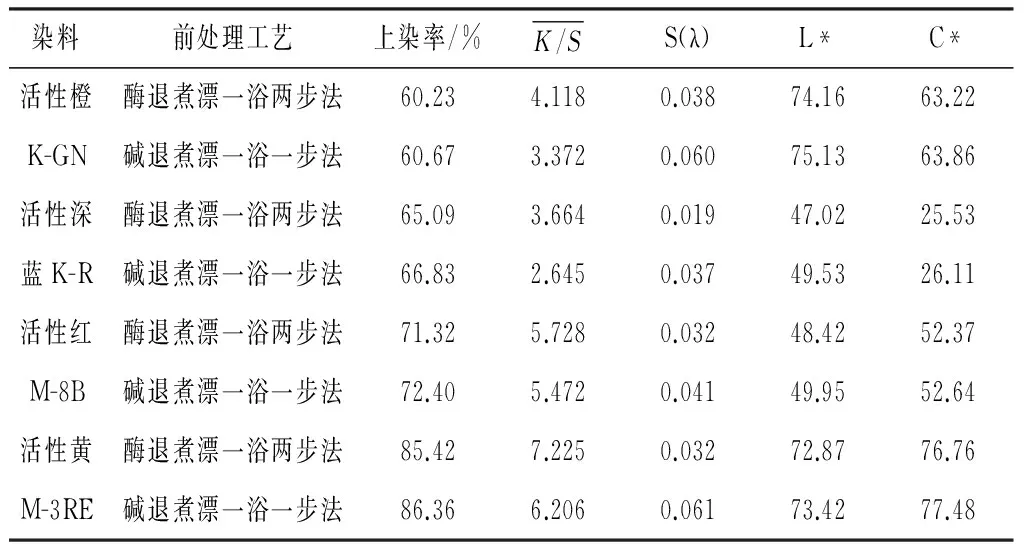
表2 M-8654精练酶与碱氧前处理对织物染色性能的影响
织物经M-8654精练酶前处理后用四支活性染料染色,染色后的L*值都略低于传统碱氧工艺,这是因为染色前M-8654精练酶处理的织物的白度不及碱氧处理的织物的白度,使得染色后亮度降低。
酶处理后织物的上染率不及传统碱氧工艺,染色K/S值却高于后者。这是因为酶的分子量大,体积大,聚集程度高,酶向纤维内部渗透的空间阻力大,与纤维间的作用主要发生在纤维和纱线的表层,造成了“假毛效”,染色时染料大多聚集在纤维表面;氢氧化钠分子小,更容易渗透进入纤维内部,从而与纤维发生作用的可及区域更大;与酶处理相比较,碱处理后的织物能够吸附更多的染料,而且也能染得更透,因此表现为更高的上染率和较低的染色K/S值。由于酶前处理后染色时染料大多聚集在纱线和纤维的表面,织物并没有染透,织物内层纤维对可见光的吸收强度较小,反射出的白光成分比例较大,导致经酶处理过的棉织物染色后颜色的饱和度C*不及常规碱氧前处理。纺织品颜色的均匀性在一定条件下是衡量生产质量的重要标志,因此,提高产品的匀染效果一直以来是研究热点。影响产品匀染效果的因素很多,如染料的匀染性、纤维的染色性能、织物结构、染色前加工的均匀性、染色工艺的合理性等。
织物经过两种不同前处理工艺,再分别用四种活性染料染色,从染色测试结果可以看出:酶前处理工艺后织物的匀染性均好于常规碱氧前处理。原因是棉织物中的纤维素纤维在纺纱、织布、前处理等过程中会受到摩擦、拉伸等机械外力作用,会使织物受损,受损区域和程度都表现出不均匀性,并体现在纤维上;酶的粒径远比烧碱分子粒径大,当酶向纤维表面吸附时,其基本是均匀吸附在纤维表面的,不会因为纤维表面细小的沟壑、裂痕等受损处优先大量吸附在这些地方,引起处理不均匀;烧碱分子则会由于本身直径极小而顺利地大量吸附在结构蓬松的裂痕沟壑处,并与纤维分子发生作用,在外力的作用下甚至改变纤维的结晶度和晶区大小,若长时间处于有空气的环境中还会加重受损程度,降低纤维素的聚合度,这些因素都会造成前处理的不均匀,在后续染色中,影响匀染性。
3 结论
(1)棉织物经M-8654精练酶前处理后的退浆率、白度和毛效测试数据都略低于常规的碱氧前处理,但织物强力保持率和手感要明显优于后者。
(2)结合上染率、染色K/S值和颜色饱和度的分析,精练酶前处理后的棉织物上染率不及传统碱氧工艺,但染色的均匀性好于常规碱氧前处理。
(3)酶前处理过的织物不易染透,其表现出来的较好的匀染效果主要是指纤维环染和纤维束环染的均匀效果好,并不是染料在织物中每根纤维里外都分布均匀。
[1] 司曼.生物酶在棉织物染整加工中的应用[J].染整技术,2011,33(11):12-16.
[2] 傅健剑,郑今欢,郭燕.棉针织物气流前处理用生物酶的复配与应用[J].丝绸,2013,50(4):16-22.
[3] 汪南方,田斌,翦育林.生物酶前处理对纯棉毛巾染色性能的影响[J].印染,2014(21):9-14.
[4] 任花,刘建勇.生物酶在棉织物前处理中的应用研究[J].天津科技,2016,43(1):17-20.
[5] 汪峰, 王瑞琼, 朱泉,等.生物精练酶 D M- 8654的应用实践[J].印染,2008(13):12-14.
[6] 刘宏喜.棉针织物精练酶D M -8654精练工艺优化[J].针织工业,2013(6):52-55.
[7] 奉先波,贺江平.棉织物生物酶前处理工艺研究[J].纺织科技进展,2015(5):45-49.
2016-05-04)
猜你喜欢
染整技术(2022年5期)2022-06-07
棉纺织技术(2022年4期)2022-04-15
毛纺科技(2021年8期)2021-10-14
运输经理世界(2021年17期)2021-04-28
纺织科技进展(2016年3期)2016-11-29
中国纤检(2016年8期)2016-10-22
浙江理工大学学报(自然科学版)(2015年7期)2015-03-01
浙江理工大学学报(自然科学版)(2015年7期)2015-03-01
现代纺织技术(2015年6期)2015-02-28
中国造纸(2014年2期)2014-07-24
