
导光条自动点记与抓取装置设计
2017-01-04 08:48郭全明何吕涛
制造业自动化 2016年12期
郭全明,吴 晓,陈 超,何吕涛
(1.武汉纺织大学 机械工程与自动化学院,武汉 430074;2.武汉洛特福动力技术有限公司,武汉 430058)
导光条自动点记与抓取装置设计
郭全明1,吴 晓1,陈 超1,何吕涛2
(1.武汉纺织大学 机械工程与自动化学院,武汉 430074;2.武汉洛特福动力技术有限公司,武汉 430058)
在导光条自动生产线上对产品进行质检后,需要对次品进行点记以便识别,并将合格品和次品进行分类存放。设计了一种基于PLC控制的自动点记与抓取装置。详细介绍了该装置机械结构及控制系统的设计方案,制造了样机,并已应用于实际生产。实践表明,该装置具有操作简单、可靠性高等优点,提高了工作效率,为企业降低了人力劳动成本。
PLC控制;自动点记;抓取装置;气动
0 引言
在当前制造行业里,来自人力生产成本不断上升、企业生产效率需要提高等方面的压力,使得自动化设备越来越受到企业的重视。气缸、气动手指等气动执行元件具有控制灵活性强、性能稳定等优点;此外,PLC对步进电机具有良好的控制能力,步进电机在开环控制系统中具有较高的控制精度、可靠性高、使用方便等优点。所以,它们在自动化行业里具有广泛的运用[1~3]。
汽车上的导光条在生产线上进行质检后,要在次品上涂一点颜色鲜艳的胶液作为标记(称为点记),并且需要将次品与合格品分开存放。以前采用人工点记和分类,劳动强度大,工作效率低,本文设计了一种基于PLC控制的自动点记与抓取装置。该装置结构简单、操作方便、工作状态稳定,与其他生产线上的设备在运行时协调性良好,完全满足实际的生产需求。
1 整体方案设计
1.1 总体要求
从功能上讲,要求该装置根据导光条的质检结果对不合格产品进行自动点记、抓取,并将次品与合格品分类放置。在性能上要求点记、抓取和分类准确可靠,输送过程平稳,与现有生产线的其他设备能协调工作;另外,还要求该装置机械结构设计合理,操作方便,防护可靠。
1.2 总体方案概述
本文所设计的装置全称是B515光导条自动点记与抓取装置,此装置主要包括有机架、输送机构、点记抓取机构和控制系统,总共四部分,如图1所示。

图1 自动点记与抓取装置总体方案图
机架用来固定输送机构和电气柜等。当需要被抓取的产品从前一道检测工序完成之后,并由前一工序的输送机构将装夹有导光条产品的检测装置输送到本台装置正下方的指定位置。当检测到有产品送至该位置后,点记抓取机构向下运动到指定位置抓取产品,并根据检测结果对次品进行点记处理,然后将次品或合格品通过输送机构放置到指定位置,最后返回原点。如此,完成一个工作周期。
2 机械结构设计
2.1 机架和输送机构设计
机架和输送机构的结构如图2所示。机架主要包括机架腿、支架下横向连接板、支架上横向连接板、支架斜支撑、支架纵向连接板等。考虑到支架纵向连接板的刚性问题,故增加支架斜支撑以进行改善。
输送部分主要包括直线导轨、直线导轨滑块、纵向滑动板、步进电机、同步带和同步带轮等。支架纵向连接板上固定有两根相互平行的直线导轨,纵向滑动板固定在直线导轨滑块上。同步带上的一小段区域固定在纵向滑动板上,当步进电机带动同步带转动时,纵向滑动板在直线导轨上实现纵向移动。同步带传动是利用带的齿与带轮上的齿相啮合传递运动和动力,带与带轮间为啮合传动,没有相对滑动,具有不打滑、传动平稳、传动功率较大等优点[4]。

图2 机架和输送机构示意图
2.2 点记抓取机构设计
点记抓取机构的结构如图3所示,包括气缸安装板、纵向滑块端面板、上下双轴气缸、点胶针筒、产品、点胶针筒固定板、气动手指等。纵向滑块端面板与纵向滑动板固定在一起,整个点记抓取机构则可以实现纵向移动。通过调整上下双轴气缸在气缸安装板的位置,来保证气动手指能够顺利夹取到产品。当前一工序的输送机构将装夹有产品的检测装置输送到指定的位置后,检测装置检测到有产品送至该位置,在两个气动手指处于张开状态下,上下双轴气缸活塞杆伸出,因此两个气动手指到达指定位置抓取产品,并根据前一工序的检测结果对次品进行点记处理,然后将次品或合格品通过输送机构纵向输送到指定位置。
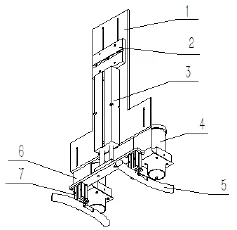
图3 点记抓取机构示意图
3 控制系统设计
3.1 PLC定位控制设计
根据该装备所需要实现的功能和控制信号的数量,该系统采用三菱FX2N-48MT型PLC基本单元和FX2N-1PG定位模块。FX2N-1PG可以输出两相脉冲数且脉冲频率可变的定位脉冲信号,输出脉冲最高频率可达100kHz,可直接控制驱动器进行简单的单轴定位控制[5]。图4为FX2N-48MT、FX2N-1PG、两相步进电机和步进驱动器的接线示意图。由于装置的点记抓取机构比较简单,步进电机所承受的负载不大,故装备采用开环的定位控制,步进电机轴端没有安装光电编码器。对此,在编写梯形图时,将FX2N-1PG内部的缓冲存储器BFM#12(回原点零相信号数)设置为0。在原点回归的过程中,当DOG开关信号为ON则步进电机就会停止转动。通过设置步进驱动器上的DIP功能开关状态,来设置步进电机的细分数和工作电流。
3.2 气动控制设计
为了方便点记抓取机构在整个装置中的安装定位,把实现其上下方向运动的气缸选择为双轴气缸。工件呈细管状,考虑到夹取状态的稳定性,所以选择平行型气动手指。通过二位五通电磁阀控制气动执行元件。
上述气缸是由缸体和活塞杆组成,缸体两端分别有进气口和出气口。当压力气体从气缸的一端进入缸体,就会迫使活塞向另一端运动,为了确定气缸内活塞是否达到对应的运动位置,在气缸壁上固定位置安装磁性传感器,当磁环通过传感器时,磁性传感器就会产生一个电脉冲[6]。故对双轴气缸和气动手指上均安装2个磁性传感器来检测不同位置的状态。当执行元件上对应的传感器给控制器发出信号之后,才能进行下一步动作。图5是该装置动作流程示意图。
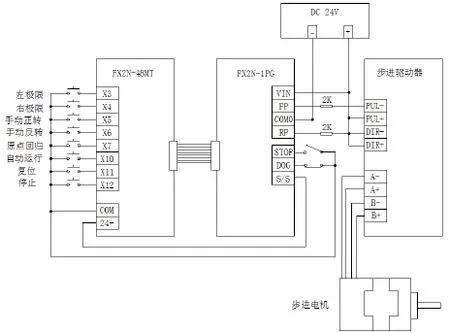
图4 PLC与步进电机接线示意图

图5 装置动作流程示意图
4 应用实例
该自动化装置已经在某制造企业得到实际应用。经过一段时间的生产使用,证明该装置结构简单、操作方便、工作状态稳定,与上一工序的设备能很好的协调工作。图6是该装置与上一工序设备的搭配示意图。此外,该装置便于根据实际生产需要进行具体调整。

图6 装置与上一工序设备搭配示意图
5 结束语
该自动化装置主要是利用了同步带来实现动力和运动的传递;利用了PLC定位模块来实现机构的定位;利用气缸、气动手指等气动执行元件实现工件的抓取。该装置具有结构简单、操作方便,可针对工件的具体外形、尺寸等特点进行局部结构改进,非常容易推广使用。
[1] 孙平,邢军.PLC控制步进电机驱动系统[J].河南师范大学学报(自然科学版),2001,29(4):112-113.
[2] 谭宇硕,韩瀚,冯亚波,等.基于PLC的挂号信函分拣机械手设计[J].制造业自动化,2015,37(8):137-138.
[3] 史卫朝.基于PLC的自动送片系统开发设计[J].制造业自动化,2015,(4):106-108.
[4] 程友联,杨文堤.机械设计[M].武汉:华中科技大学出版社,2011.
[5] 李金城,付明忠.三菱FX系列PLC定位控制应用技术[M].北京:电子工业出版社,2014.
[6] 翟志敏,杨平,魏薇.基于ZigBee无线传感器网络的气缸位置检测系统[J].仪表技术与传感器,2012(2):66-68.
Design of automatically marking and grappling device for light guide
GUO Quan-ming1, WU Xiao1, CHEN Chao1, HE Lyu-tao2
TP23
B
1009-0134(2016)12-0094-03
2016-07-29
国家自然科学基金(51275364)
郭全明(1991 -),男,湖北宜昌人,硕士研究生,研究方向为机械设计与自动化。
猜你喜欢
小学生学习指导(高年级)(2022年6期)2022-06-27
小学教学设计(数学)(2021年5期)2021-12-26
小学生学习指导·高年级(2021年6期)2021-09-10
小学生学习指导(高年级)(2021年6期)2021-06-19
数学小灵通(1-2年级)(2020年9期)2020-10-27
合成纤维工业(2020年6期)2020-01-12
当代贵州(2019年41期)2019-12-13
中学生数理化·高三版(2017年3期)2017-04-21
中国质量监管(2017年12期)2017-03-26
中国共青团(2015年7期)2015-12-17
