略谈钢领钢丝圈的使用及保养
2017-01-04 10:54:06杜皓威胡金玲王照旭
纺织器材 2016年6期
杜皓威,胡金玲,王照旭,冯 文
(新疆溢达纺织有限公司,乌鲁木齐 830054)
略谈钢领钢丝圈的使用及保养
杜皓威,胡金玲,王照旭,冯 文
(新疆溢达纺织有限公司,乌鲁木齐 830054)
为稳定成纱质量,用好钢领、钢丝圈,以纺CJ 9.7 tex纱为例,通过大量试验对钢丝圈的圈型、镀层和质(重)量号数进行优选,将中弓型蓝宝石(国外)9/0型钢丝圈更换为低弓型镀镍7/0型钢丝圈;阐述新钢领、新钢丝圈、纱号翻改时的钢丝圈、纺特细号纱时的钢领等磨合方法;结合钢领、钢丝圈保养方法,使钢丝圈使用寿命延长约4 d,千锭时断头降低约5%,生产效率提高约2%。指出:优选钢丝圈后,可降低钢丝圈总成本约3%,减少更换钢丝圈频次,节省人工,改善车间生产状况,降低工人劳动强度。
钢领;钢丝圈;优选;圈型;镀层;集聚纺;千锭时断头
0 引言
在传统环锭纺中,细纱是成本最高的工序,约占总成本的60%。而细纱设备决定纺纱厂的产能,因此,提高细纱质量成为整个纺纱厂管理的重中之重。
钢领和钢丝圈是非常重要的纺纱专件和器材,而钢丝圈是整个纺纱过程中寿命最短的消耗性器材,因此,二者的配合选用尤为重要。钢领与钢丝圈就好比公路与汽车,优质公路能使汽车的保养变得轻松容易;而在崎岖不平的田间小路上,再好的跑车也无法提升速度;所以,在钢领、钢丝圈的保养与使用上,光滑平稳的钢领是保证产品质量稳定、延长钢丝圈寿命的重点[1]。新圈型上机或大幅度翻改号数时,运行跑合程序能保证钢领轨道与钢丝圈尽快契合,从而大幅减少飞圈和断头。此外,钢丝圈的圈型、镀层与硬度、号数亦是影响钢丝圈在钢领上运行状态和质心的重要因素。良好的钢丝圈运行状态和质心对于稳定产品质量、延长钢丝圈乃至钢领的使用寿命都有积极的影响。
1 主要工艺流程与工艺参数
工艺流程:A11型往复抓棉机→C51型梳棉机→SB2型预并条机→E32型条并卷联合机→E62型精梳机→RSBD30C型并条机→F33型粗纱机→K44型细纱机→Savio络筒机搭载USTER QUANTUM2型电子清纱器。
纺CJ 9.7 tex纱的主要工艺参数:粗纱定量为3.76 g/(10 m),粗纱捻度为5.2捻/(10 cm),细纱牵伸倍数为42.6,细纱捻度为120捻/(10 cm),后区牵伸倍数为1.14,隔距块为3.0 mm,锭速为16 kr/min,使用中弓型蓝宝石(国外) 9/0号钢丝圈。
2 钢丝圈的优选
2.1 圈型
钢丝圈的圈型主要影响纱线的通道大小、运行状态和质心。钢丝圈弓型过高,则纱线通道过大,纱线与钢丝圈的润滑作用不明显,只适合纺较粗号或者毛羽较高的普通环锭纺品种,不适合细号集聚纺品种;钢丝圈弓型过低,则纱线通道过小,会过于靠近钢领与钢丝圈的接触区,此区域因钢丝圈的高速运转而温度较高,易对纱线本体造成伤害。如果纱线接触钢领顶部,不仅会因剧烈摩擦而产生大量毛羽、棉结,还会产生大量断头。集聚纺纱是通过负压式或者机械式集聚装置使加捻三角区大大减小,从而减少毛羽,提高成纱条干质量[2]。但是,毛羽过少则无力提供润滑作用导致钢丝圈寿命缩短[3],所以钢丝圈的圈型可以选择中弓型或者低弓型。不同弓型钢丝圈对纱线断头率和飞圈的影响见表1,不同弓型钢丝圈对纱线质量的影响见表2。
表1 不同弓型钢丝圈对纱线断头率和飞圈的影响
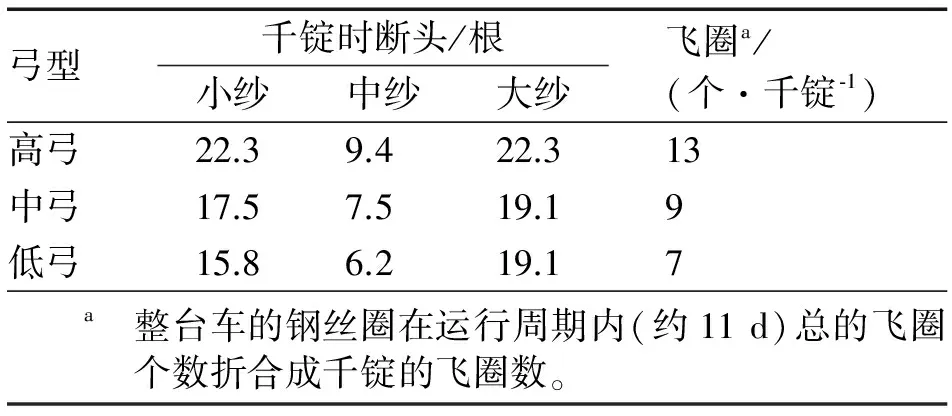
弓型千锭时断头/根小纱中纱大纱飞圈a/(个·千锭⁃1)高弓22.39.422.313中弓17.57.519.19低弓15.86.219.17 a 整台车的钢丝圈在运行周期内(约11d)总的飞圈个数折合成千锭的飞圈数。
表2 不同弓型钢丝圈对纱线质量的影响
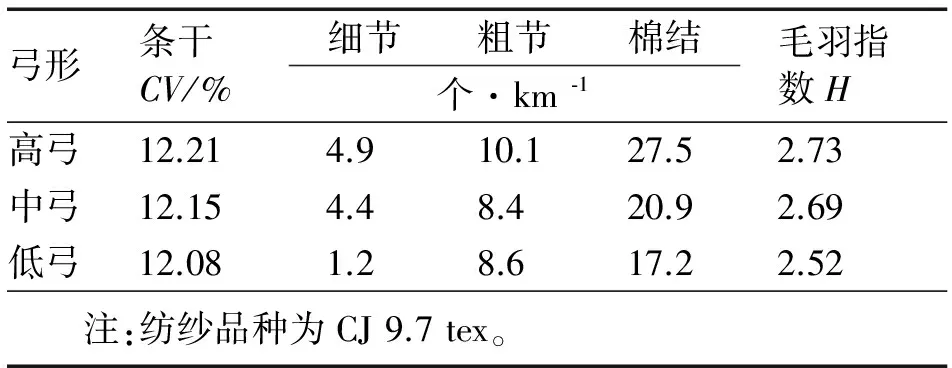
弓形条干CV/%细节粗节棉结个·km⁃1毛羽指数H高弓12.214.910.127.52.73中弓12.154.48.420.92.69低弓12.081.28.617.22.52 注:纺纱品种为CJ9.7tex。
2.2 镀层及硬度
钢丝圈的镀层直接影响纱线与钢丝圈、钢丝圈与钢领的摩擦因数,从而间接影响纱线的质量、钢丝圈的使用寿命、钢丝圈最大线速度、纺纱张力及断头率。钢丝圈的过度磨损会恶化成纱指标和断头率[4]。非正常的运行状态极易导致钢丝圈突然楔住,对钢领造成不可修复的损伤,见图1。过度磨损
后的钢丝圈甚至会在钢领上熔融,使钢领上产生类似于焊点的极小凸起,造成钢丝圈使用寿命大幅下降。因此,钢丝圈应有均匀的摩擦因数、稳定的镀层厚度和优良的耐磨性。不同镀层钢丝圈对质量的影响见表3。在走熟期向衰退期过渡时,每天取50只钢丝圈,统计出严重磨损钢丝圈所占比例,若严重磨损钢丝圈比例为20%,则认为钢丝圈达到使用寿命。严重磨损的钢丝圈见图2,不同镀层的钢丝圈使用时间与严重磨损比例见表4,钢丝圈使用最后5 d的断头率见表5。
表3 不同镀层钢丝圈对成纱质量的影响对比
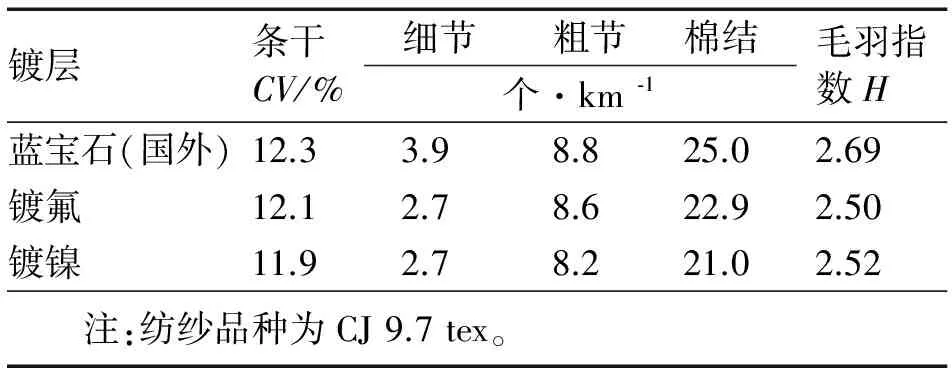
镀层条干CV/%细节粗节棉结个·km⁃1毛羽指数H蓝宝石(国外)12.33.98.825.02.69镀氟12.12.78.622.92.50镀镍11.92.78.221.02.52 注:纺纱品种为CJ9.7tex。
2.3 型号
钢丝圈的型号直接影响其运行状态和运行质心。良好的运行状态能保证在高速运行中钢丝圈与钢领的摩擦点稳定,所以在选择钢丝圈型号时,应注意:① 大纱断头多,钢丝圈可能偏重;小纱断头多,钢丝圈可能偏轻;如果小纱断头多,钢丝圈加重后小纱断头率没有改善且大纱断头率也大幅增加,则说明钢领状态不好,应适当降低锭速。② 使用后车况良好,气圈稳定,飞圈少,断头率低,拎头清爽[5],生活好做。③ 保证一定的使用寿命,在钢丝圈使用周期内质量稳定。
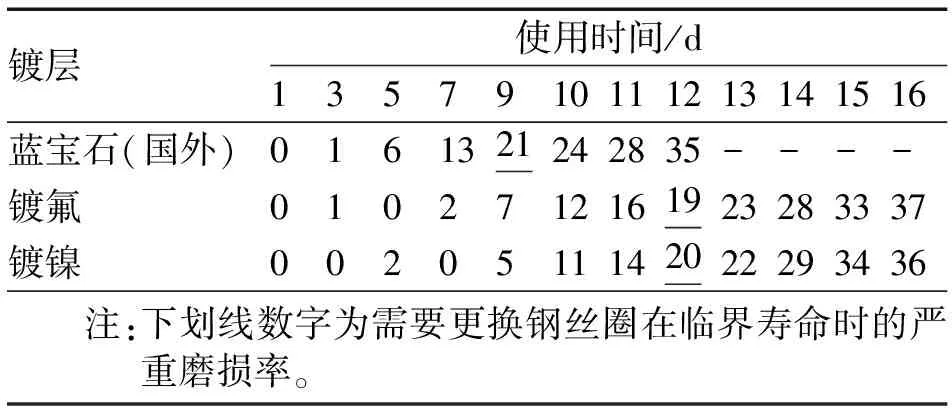
表4 不同镀层钢丝圈使用时间与严重磨损率对比 单位:%
表5 不同镀层钢丝圈使用最后5 d平均断头率
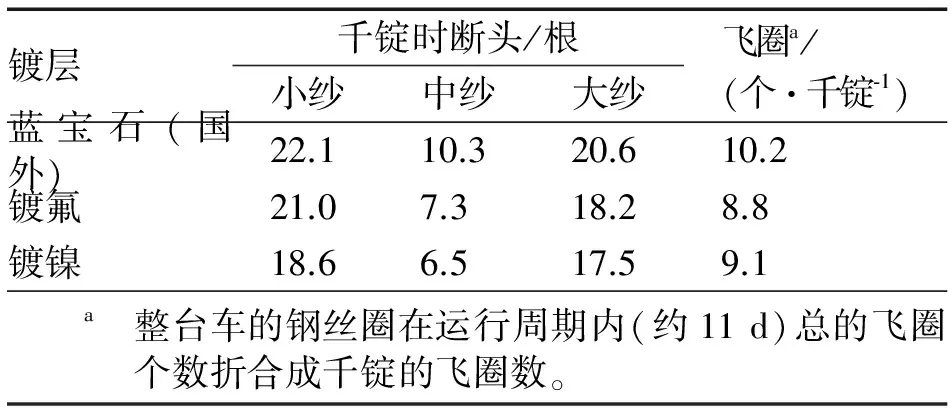
镀层千锭时断头/根小纱中纱大纱飞圈a/(个·千锭⁃1)蓝宝石(国外)22.110.320.610.2镀氟21.07.318.28.8镀镍18.66.517.59.1 a 整台车的钢丝圈在运行周期内(约11d)总的飞圈个数折合成千锭的飞圈数。
不同号数钢丝圈使用时间与严重磨损率见表6,最后5 d的大、中、小纱断头率见表7,使用周期内平均成纱质量指标对比见表8。
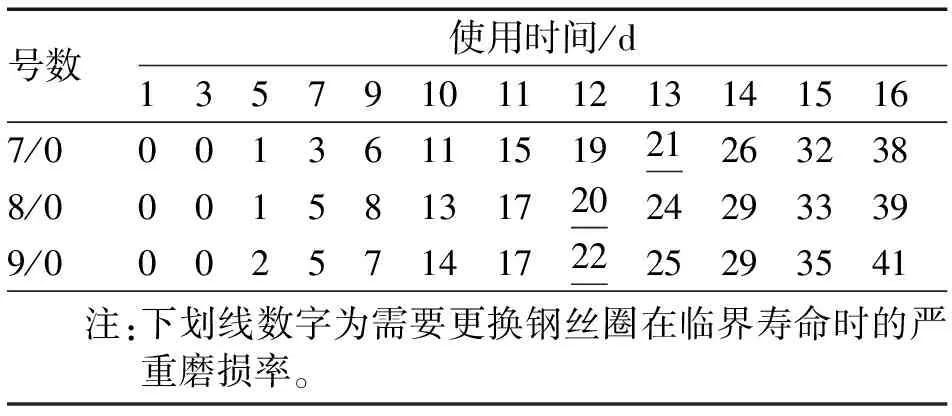
表6 不同号数钢丝圈使用时间与严重磨损率 单位:%
表7 不同型号钢丝圈使用最后5 d平均断头率
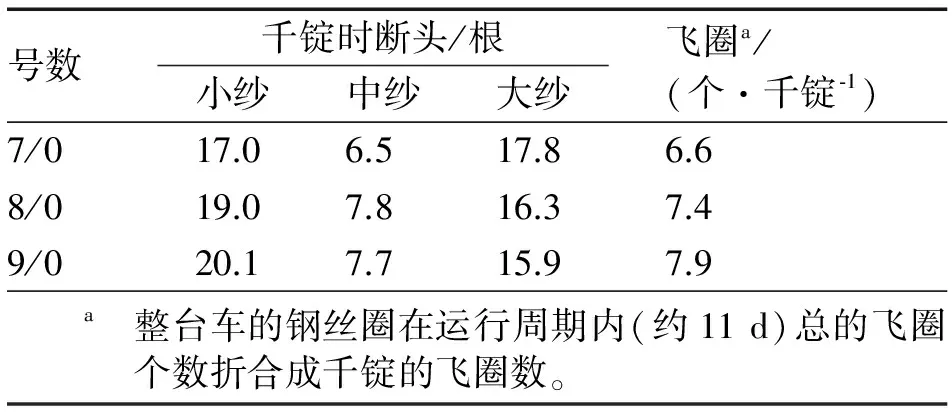
号数千锭时断头/根小纱中纱大纱飞圈a/(个·千锭⁃1)7/017.06.517.86.68/019.07.816.37.49/020.17.715.97.9 a 整台车的钢丝圈在运行周期内(约11d)总的飞圈个数折合成千锭的飞圈数。
表8 不同型号钢丝圈在使用周期内平均质量指标对比
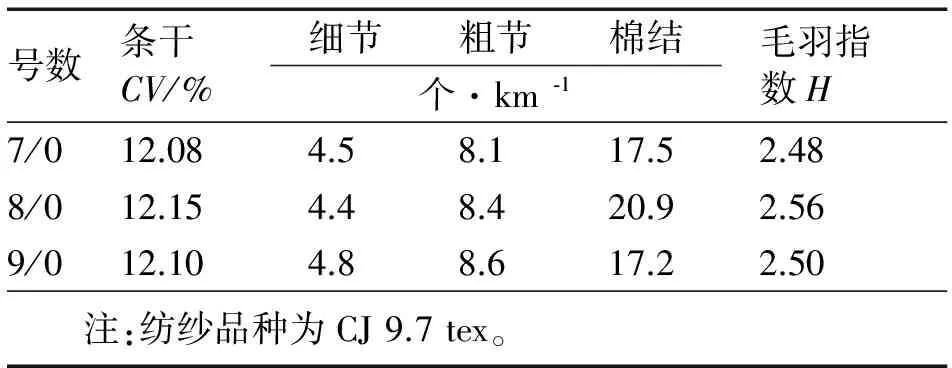
号数条干CV/%细节粗节棉结个·km⁃1毛羽指数H7/012.084.58.117.52.488/012.154.48.420.92.569/012.104.88.617.22.50 注:纺纱品种为CJ9.7tex。
3 钢丝圈清洁器
钢丝圈清洁器是清洁钢丝圈挂花的重要专件,大多数棉纺厂都会将其用于保持钢丝圈无纤维堆积。钢丝圈清洁器隔距设定不当,会严重影响钢丝圈的清洁效果:隔距过大会使钢丝圈清洁器失效,使钢丝圈产生大量积花,严重影响钢丝圈运行状态,导致断头剧烈增加,质量恶化;隔距过小会直接造成挂圈断头。纺9.7 tex以下品种时可将钢丝圈清洁器隔距调整至约1.8 mm。
4 钢领钢丝圈的磨合与保养
4.1 新钢领磨合
新钢领上机必须经过磨合,即走熟期。在磨合过程中,钢领的轨道会逐渐与钢丝圈配合默契,同时棉纤维上的棉蜡和纤维碎屑会逐渐积聚形成保护钢领的润滑膜。严谨的钢领磨合程序是非常必要的,这对改善钢领、钢丝圈的运行状况,延长钢领自身寿命非常重要。新钢领在磨合过程中可采用“轻磨重用”的方式,即在磨合钢领时可采用比正常轻两号的钢丝圈,在钢领磨合完毕后可恢复正常质(重)量的钢丝圈。不推荐纺8.3 tex以下的纱线品种磨合钢领,可先纺11.7 tex或9.7 tex纱,待磨合完毕后再改纺细号纱。以纺CJ 9.7 tex纱为例,钢领磨合程序见表9。
4.2 新钢丝圈磨合
新圈型钢丝圈上机也需要经过磨合,否则会造成大面积飞圈。同样,钢领、钢丝圈要逐步进行匹配,钢丝圈的磨合程序比钢领的磨合程序稍简单些,只需提前3 d~4 d、降低锭速6%~7%,然后逐渐提速至正常,钢丝圈使用周期比原来延长2 d~3 d,磨合3~4遍即可(注:表1和表2中的数据为钢丝圈磨合正常后的数据)。
表9 新钢领上车磨合程序
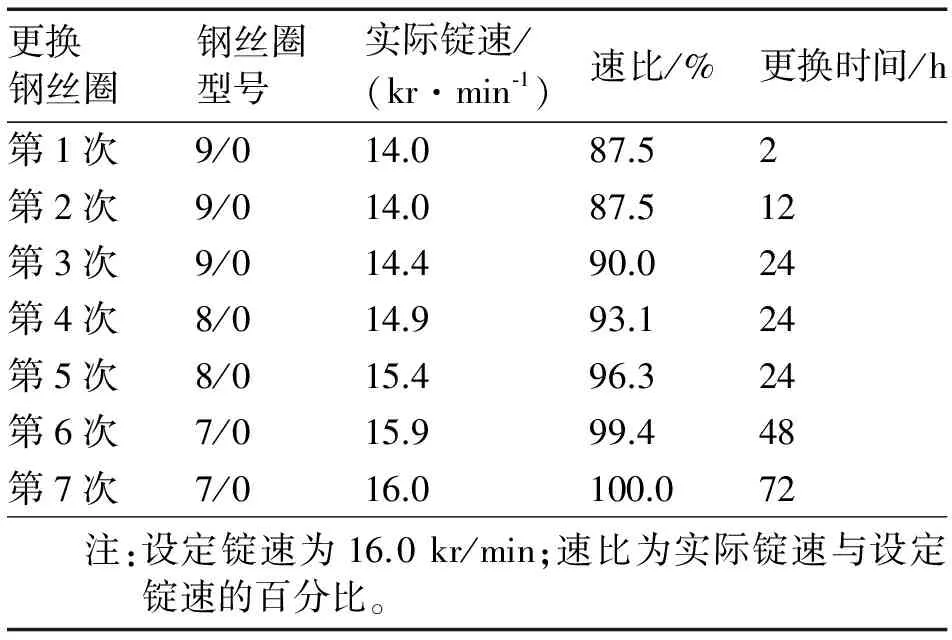
更换钢丝圈钢丝圈型号实际锭速/(kr·min⁃1)速比/%更换时间/h第1次9/014.087.52第2次9/014.087.512第3次9/014.490.024第4次8/014.993.124第5次8/015.496.324第6次7/015.999.448第7次7/016.0100.072 注:设定锭速为16.0kr/min;速比为实际锭速与设定锭速的百分比。
4.3 纱号翻改时钢丝圈磨合
大部分纺纱企业基于稳定的订单要求而极少大规模翻改号数。当纱线号数差异大于19.4 tex或者钢丝圈号数变化超过4号(如10/0改为14/0)则需要进行翻改号数后的钢丝圈磨合。号数翻改时不需要更换新的圈型,只需要对钢领轨道进行微调,将锭速降低7%~10%、磨合3 h~4 h,然后提速至正常即可。立达K44型、K45型和K42型细纱机都有此磨合程序,在翻改号数后开启,细纱机会自动按照设定好的降速比例及磨合时间执行磨合程序,磨合后细纱机则会自动恢复至设定锭速。
4.4 纺特细号纱时钢领磨合
随着纺纱技术和纺纱设备的进步,越来越多的纺织企业开始挑战纺制特细号纱。而特细号纱因纱线强力低,强力弱环多,更凸显出断头和飞圈多的问题。我厂在纺CJ 3.43 tex~CJ 1.94 tex纱时除做好开车前揩车清洁外,还用揩布蘸少许钢领润滑油轻轻擦拭钢领内表面,然后用干净揩布将多余的润滑油擦拭掉,经过擦油处理的钢领纺纱断头率和飞圈明显下降。
4.5 纺纱容量
管纱外表面的毛羽对钢领的润滑作用非常显著,在纺纱过程中,管纱从基座成型起时刻都在润滑钢领的内表面。前文中提到集聚纺因纱线毛羽少而对钢领、钢丝圈的润滑作用不明显[6],所以其管纱容量不能太小,以尽量接近钢领但不擦碰钢领为主要原则,建议管纱直径比钢领直径小2 mm~3 mm。
5 结语
5.1 经过优选,我厂纺CJ 9.7 tex纱品种用钢丝圈由中弓蓝宝石(国外)9/0型变为低弓镀镍7/0型,在稳定质量和断头的前提下,钢丝圈的使用寿命从9 d延长至13 d,钢丝圈总成本降低约3%。
5.2 钢丝圈优选后,减少了更换频次,更换组从5人减至4人,减少了停机时间,提高了生产效率。
5.3 配合钢领和钢丝圈磨合与保养方法,使整个车间断头率下降5%,生产效率提高约2%,极大改善了车间的生产状况、降低了工人的劳动强度,实现减员增效。
[1] 屠珍雪.钢领钢丝圈配套使用减少毛羽的实践[J].纺织器材,2002,29(1):36-38.
[2] 侯芝富,徐淑莲.HFJ型紧密赛络纺装置的纺纱实践[J].棉纺织技术,2012,40(11):6-8.
[3] 秦贞俊.环锭紧密纺生产股线的技术[J].毛纺科技,2004,33(12):30-33.
[4] 杜皓威,王照旭,冯文.集聚赛络纺对工艺及器材的要求探讨[J].纺织器材,2016,43(2):36-38.
[5] 王正林.高速条件下钢领钢丝圈应用及注意事项[J].纺织器材,2010,37(5):33-34.
[6] 刘荣清.紧密纺品种适应性的思考与建议[J].棉纺织技术,2011,39(6):63-64.
My Tentative Views on the Use and Maintenance of the Ring and Traveler
DU Haowei,HU Jinling,WANG Zhaoxu,FENG Wen
(Xinjiang Esquel Textile Co.,Ltd.,Urumchi 830054,China)
To improve yarn quality,and to make good use of the ring and traveler in sampling spinning of yarn CJ 9.7 tex,a lot of experiments are done to the selected traveler regarding the profile,coatings,and mass.The traveler(imported)with the medium sized circular segment 9/0 is replaced with the nickel coated product of the small sized circular segment 7/0.Some running-in methods are introduced in relation to the new ring and traveler,the traveler in case of changed spinning product,the ring in case of spinning yarn with super fine count.Maintenance of the ring and traveler adds 4 days to the service life of the traveler and reduces 5% of breakage in thousand spindle hour with 2% in case of efficiency.It is pointed out that the overall cost of the traveler reduces about 3%,consequently replacement of the traveler decreased,labor saved,the working environment improved,and labor intensity reduced.
ring;traveler;selection;profile;coating;compact spinning;yarn breakage in thousand spindle hour
2016-04-20
杜皓威(1989—),男,新疆石河子人,助理工程师,主要从事精梳集聚纺纺纱技术的研究。
时间:2016-08-05 15:16
TS103.82+2
B
1001-9634(2016)06-0035-04
http://www.cnki.net/kcms/detail/61.1131.TS.
20160805.1516.002.html
猜你喜欢
国际纺织导报(2022年4期)2022-11-04 01:45:44
纺织学报(2022年9期)2022-09-22 14:29:16
纺织标准与质量(2022年2期)2022-07-12 06:12:34
棉纺织技术(2020年12期)2020-12-24 02:56:12
棉纺织技术(2020年12期)2020-12-24 02:56:12
纺织学报(2017年8期)2017-09-03 10:00:23
轮胎工业(2017年7期)2017-07-23 01:57:32
纺织器材(2017年2期)2017-04-06 02:20:38
纺织器材(2017年2期)2017-04-06 02:20:38
纺织器材(2016年5期)2016-11-22 10:55:13