机采棉的清梳工艺及器材优化
2017-01-04 10:54:04余保林岳晨晨蒋卫东
纺织器材 2016年6期
左 丹,余保林,岳晨晨,蒋卫东
(焦作市海华纺织股份有限公司,河南 焦作 454450)
机采棉的清梳工艺及器材优化
左 丹,余保林,岳晨晨,蒋卫东
(焦作市海华纺织股份有限公司,河南 焦作 454450)
详细介绍了机采棉的特性,以纺CJ 14.6 tex、集聚纺CJ 9.7 tex纱为例,制定纺纱工艺流程;清梳联采取“柔性渐进梳理、充分排杂、降低棉结”的工艺路线,优化各梳理参数,对双齿型针布和单齿型针布的成纱条干均匀度、粗细节及棉结进行对比分析。指出:机采棉较手采棉物理品质下降,纺纱时棉结多、强力低、毛羽多,必须进行工艺优化和器材优选以减少成纱质量波动;双齿型针布条干指标较单齿型针布有较大幅度的改善;双齿型针布梳理度增加,有利于开松除杂、减少落棉量,提高生产效率。
机采棉;清梳;双齿针布;单齿针布;分梳;柔性梳理;梳理度
我公司是一家专门从事棉花收购、加工和经营的股份制民营企业,现有40万纱锭,产品以纯棉精梳纱为主,质量达到乌斯特公报5%水平,是河南省最大的纯棉精梳纱生产基地。
1 机采棉的特性
近年来,棉花种植的劳动力成本提高导致棉花采摘成本增加,已成为影响我国棉花国际竞争力的主要因素之一。为了提高棉花种植与采摘效率,降低生产成本,新疆棉区近年来引进了机采棉技术,逐渐扩大并推广机采棉种植和采摘规模。目前,新疆已有超过70%的棉花用机器采摘,这一比例还在不断升高,全疆机采的时代也会很快到来。机采棉与手采棉在棉花品种、种植方式、田间管理、采摘过程、加工过程等环节均有较大差别。因此,机采棉与手采棉在物理品质上会有一些差异,其对纺纱质量的影响也有所变化,了解机采棉变化规律对纺好纱至关重要[1]。通过对新疆棉区不同棉花加工企业的公正检验样本进行随机抽样对比测试,分析表明机采棉长度偏短、短绒率高、纤维强力低、细小疵点数量多、带纤维籽屑叶杂多、地膜异纤多、颜色一致性差、纺纱棉结多、短粗节多。机采棉的品级与色特征值指标和手采棉相比有较大差距,平均比手采棉低1个等级[2];成熟度、断裂比强度等品质平均指标二者处于同一等级;但机采棉平均品级及众数(即机采棉与手采棉做指标对比时的各项品质指标数据)均比手采棉低1个等级,说明目前影响机采棉品级的主要因素是色特征值及轧花质量。因此,机采棉纺纱的清梳工序必须采取相应工艺措施,尤其应对梳理器材做进一步优化,才能避免成纱质量恶化。
2 纺纱工艺流程
纺纱工艺流程为:FA006型往复式抓棉机→FA103型双轴流开棉机→FA028型多仓混棉机→FA109型三辊筒开棉机→FA151型除微尘机→ZFA177A型喂棉箱→FA221D型梳棉机→FA334A型条卷机→FA344A型并卷机→FA269型精梳机→FA326A型匀整并条机→FA426A型电脑粗纱机→DTM129型细纱机→No.21C-S型自动络筒机。
3 纺纱工艺参数
3.1 原棉指标
纺制品种为CJ 14.6 tex、集聚纺CJ 9.7 tex;原棉指标见表1。
表1 原棉指标

品种/tex棉花等级主体长度/mm短绒率/%马克隆值含杂率/%CJ14.63128.512.64.61.9集聚纺CJ9.72128.912.04.41.7 注:棉花等级采用国际棉花颜色评级。
3.2 清梳工艺原则
机采棉含杂高、短绒率高、纤维强力低、成纱千米棉结较多,采取“提高原棉开松度、渐进暴露、柔性渐进梳理、增加分梳力度、充分排杂、降低棉结”的工艺路线,并优化清梳工艺,以满足成纱条干、棉结和强力等指标要求。
3.3 工艺措施
自由松解作用柔和,纤维变形小,棉结少;握持松解作用剧烈,纤维变形大,棉结多。试验证明,经过一次自由打击,棉结可增加10%;经过一次握持打击,棉结可增加20%,所以,工艺过程中应尽量减少对纤维握持的剧烈打击。
3.3.1 抓棉机的打手速度、下降高度分别由原来的1 kr/min、8 mm/次,调整为1.2 kr/min、5 mm/次。
3.3.2 调整开松尘棒间隔距、工作角度和气流方向;调节筵棉厚度和棉箱压力;FA109型清棉机三打手速度分别为0.8 kr/min、1.2 kr/min、1.8 kr/min。
3.3.3 调整梳棉机锡林转速为460 r/min,盖板线速度为313 mm/min,给棉板分梳长度为17 mm,后棉网清洁器隔距为0.46 mm,刺辊转速为960 r/min。
3.3.4 精梳由前进给棉改为后退给棉,给棉长度为5.2 mm/钳次,顶梳刺入深度为+0.5 mm,落棉率控制在16.5%~17.5%。
工艺调整后,各品种质量指标有一定程度的改善,具体见表2。
表2 工艺调整前后成纱质量对比

品种/tex条干CV/%细节粗节棉结个·km⁃1强力/cNCJ14.6调整前调整后12.211.8101883620213226集聚纺CJ9.7调整前调整后13.012.55229175237161175
4 梳理器材的优选
梳棉机是纺部设备的心脏。锡林针布处于梳理器材的核心位置,担负着重要的梳理作用。因此,锡林针布的选型、配套使用,对降低棉结、提高成纱质量至关重要。结合机采棉的特性,我公司经过反复优选和对比试用,在梳棉机上批量使用金轮公司专利产品——梳棉机用双齿型锡林针布,以下简称“双齿型针布”。
4.1 双齿型针布的特点
a) 采用双齿结构,提高齿密。
b) 采用大齿顶宽、大前角设计有效防止纤维下滑,同时保证纤维停留在针齿表面,可充分分梳。
c) 采用双重托持纤维,提高纤维一次分梳效果,同时提高锡林与道夫之间纤维转移率。
d) 齿距增大,减少了纤维沿长度方向的平均受握持齿数,使纤维长度充分释放,未受梳理的纤维长度缩短。
4.2 针布配套和基础工艺
锡林针布型号为金轮双齿针布AC2040×01850D-II;弹性盖板针布型号为MCH52;道夫针布型号为AD4030×02090;刺辊针布型号为AT5010×05032。基础工艺参数见表3。
表3 基础工艺参数

项目工艺参数锡林转速/(r·min⁃1)460盖板线速度/(mm·min⁃1)320刺辊转速/(r·min⁃1)960出条速度/(m·min⁃1)170锡林—回转盖板隔距/mm0.20,0.18,0.15,0.15定量/(g·(5m)⁃1)21.5
4.3 高密针布配套工艺
梳棉机的工艺配置要根据纺纱器材的特点进行适当调整,避免“穿新鞋走老路”。新型高产梳棉机的很多工艺配置,相对老机进行了改进,因此不能照搬老工艺,必须进行相应的调整。如A186系列梳棉机的回转盖板是正转的,其锡林的5点隔距一般设置为0.20 mm、0.18 mm、0.15 mm、0.15 mm、0.18 mm,最后出口的隔距稍大,主要是为了使锡林针齿上纤维易于松弛上浮,便于向盖板转移;而FA221D型梳棉机盖板是反转的,故锡林—回转盖板隔距采用0.20 mm、0.18 mm、0.15 mm、0.15 mm。
随着梳棉机产量的增加,针布负荷增加,梳理度下降,必须设法减轻针布负荷,增加梳理度,因而锡林针布齿条的总高随产量增加而减小,齿密随产量增加而加大;形成锡林针布随速度、产量的提高而向“矮、浅、尖、薄、密、小”的渐密梳理方向发展的特点。所以,应用双齿型针布,必须对工艺参数进行配套优化。使用其它型号针布及双齿型针布工艺参数及生条质量指标分别见表4、表5。
从试验数据可知,在不同的速度下,通过反复优化锡林—回转盖板隔距、锡林—固定盖板隔距、锡林—刺辊隔距、刺辊—给棉板隔距、刺辊—附加分梳
表4 其它型号针布工艺参数及生条质量指标
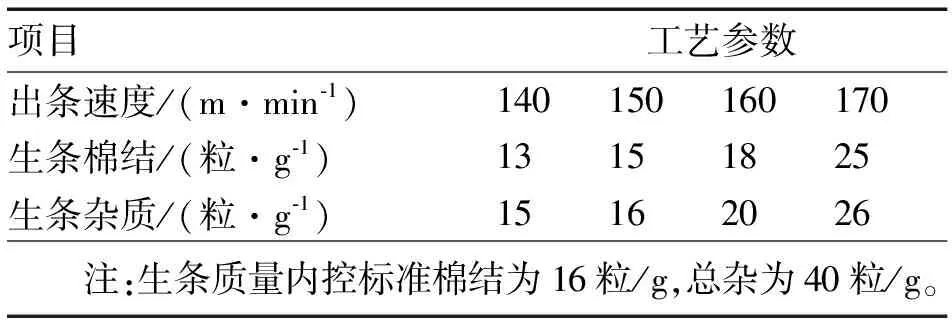
项目工艺参数出条速度/(m·min⁃1)140150160170生条棉结/(粒·g⁃1)13151825生条杂质/(粒·g⁃1)15162026 注:生条质量内控标准棉结为16粒/g,总杂为40粒/g。
表5 双齿型针布工艺参数及生条质量指标

项目工艺参数出条速度/(m·min⁃1)140150160170180生条棉结/(粒·g⁃1)1816151416生条杂质/(粒·g⁃1)1920161720 注:生条质量内控标准棉结为16粒/g,总杂为40粒/g。
板隔距等工艺参数,双齿型针布机台在出条速度为170 m/min、产量提高13.3%的情况下,其成纱条干均匀度、粗细节及棉结有较大幅度的改善,其质量指标明显优于单齿型针布。实践表明,双齿型针布能为纺纱企业使用好机采棉、改善成纱质量、降低耗棉,起很好的作用。
5 结语
5.1 由于机采棉较手采棉物理品质下降,细小疵点、带纤维籽屑较多,且加工需经过两道皮棉清理机,造成的索丝、棉结多,使用机采棉纺纱时小棉结多、强力低、毛羽多,必须采取相应的工艺措施,才能减少成纱质量波动。
5.2 双齿型针布性能优越,齿密大、梳理度增加,有利于开松除杂、减少落棉量,提升成纱品质,提高生产效率。
5.3 双齿型针布的应用实践表明,只有打破常规思维模式,才能把新型器材的优势与效果发挥至最好。
[1] 熊伟,周衡书,刘常威,等.新疆机采棉的梳理要求[J].纺织器材,2016,43(1):45-47.
[2] 熊伟,秋黎凤.世界主要产棉国标准对比分析[J].纺织器材,2013,40(3):55-60.
The Blow-card Process and Accessories Optimization
for Machine-picked Cotton
ZUO Dan,YU Baolin,YUE Chenchen,JIANG Weidong
(Jiaozuo Haihua Textile Co.,Ltd.,Jiaozuo 454450,China)
As to the Xinjiang machine-picked cotton regarding low grade,high content of foreign fibers,neps,and short slubs,sampling spinning of CJ 14.6 tex,CJ 9.7 tex compact spun yarn,process flow is figured out and the blow-card combination is programmed as“flexible and progressive carding,full impurities removing,and neps reduction”.Carding parameters are optimized.Comparative analysis is done to double-teeth wired clothing and single-tooth wired clothing regarding yarn evenness,slubs and neps.It concludes that machine-picked cotton is inferior to the hand-picked cotton in physical performance.Something must be done to optimize processes and accessories selection against yarn quality fluctuation.The double-teeth wired clothing is much better than the single-tooth wired clothing in improving eveness.And increase of carding degree of the former helps opening and removing of impurities with less waste and higher production.
machine-picked cotton;blow card;double-teeth wired clothing;single-tooth wired clothing;carding;flexible carding;carding degree
2016-06-15
左 丹(1969—),男,河南博爱人,工程师,主要从事纺纱技术与器材配套方面的研究。
时间:2016-10-08 21:22
TS103.82+1
B
1001-9634(2016)06-0025-03
http://www.cnki.net/kcms/detail/61.1131.TS.
20161008.2122.082.html
猜你喜欢
棉花学报(2024年3期)2024-01-01 00:00:00
棉纺织技术(2023年11期)2023-12-26 17:00:21
纺织科学研究(2023年12期)2023-12-19 12:36:32
纺织器材(2020年5期)2020-12-21 04:05:10
——具有历史感的工具
国际纺织导报(2020年1期)2020-04-25 02:27:04
纺织科技进展(2019年4期)2019-04-30 06:31:06
棉纺织技术(2019年4期)2019-04-10 09:21:58
棉花科学(2017年1期)2017-03-10 20:38:43
中国棉花加工(2015年4期)2015-12-19 06:40:56
湖北农业科学(2015年16期)2015-10-28 21:15:39