
切纸机智能控制高精度定位系统研究
2017-01-03 10:38张立明车文春
今日印刷 2016年12期
张立明+车文春
本文介绍了一种切纸机智能控制高精度定位系统,阐述了系统的工作原理,运用了硬件的结构框图和软件的流程框图,重点分析了系统硬件和软件的工作过程,阐明了高精度定位、自动消除丝杠间隙、定位误差补偿、极限位置软限位及高速运行低速定位等技术的功能应用,适用于切纸机的自动控制、高精度裁切及裁切生产线,有助于提高裁切精度和裁切效率。
切纸机是一种重要的裁切设备,广泛应用于印刷、包装行业,是印刷包装企业必备的设备之一。在切纸机产品中,高裁切精度、高裁切速度、自动化程度以及正在发展的智能化成为其核心技术,市场及用户对裁切技术提出了较高要求。切纸机的裁切定位体现在送纸器的定位精度上,其定位误差按要求应在±0.025mm范围内。目前,由于受到丝杠间隙、传动误差、装配质量等因素影响致使切纸机送纸器定位很难达到要求的精度,而机械部分改进和提高难以满足高裁切精度的要求,并且对裁切定位的运行速度和定位准确度也提出了新的要求。因此,研究切纸机智能控制高精度定位系统(以下简称“智能定位系统”)可以使裁切定位装置快速准确定位,达到高精度高效率裁切的目的。
智能定位系统的工作原理和工作过程
智能定位系统可分为硬件和软件两部分,硬件与软件相互结合,实现切纸机的智能控制与精确定位,下面详细叙述其工作原理。
1.硬件部分的工作原理
硬件部分由中央处理器(CPU)、电源模块、人机界面、驱动模块、检测模块、计数模块等组成,结构框图如图1所示。
电源模块输出双路独立直流电源,一路供系统内部CPU工作,另一路供外围设备工作,使系统内部电源与外部电源相互隔离,提高系统的抗干扰性能。人机界面包括键盘和液晶显示模块,键盘输入的数据(如裁切数据、设置参数等)或命令(如编程、定位、运行、删除等)由CPU接收并处理;液晶显示模块显示CPU发送来的送纸器当前位置、键盘输入的数据及功能命令。驱动模块包括变频器、电机等,变频器既与CPU相连,又与电机相连,CPU根据人机界面、检测模块、计数模块的数据信息进行分析判断,控制变频器带动电机执行相应的动作指令。检测模块包括压纸器高点开关、刀床高点开关、送纸器限位开关等,CPU根据压纸器高点开关、刀床高点开关、限位开关等输入的信号电平确定送纸器将要执行的动作。计数模块包括编码器和分频电路,编码器的输出脉冲信号A、B、Z分别与分频电路的3个输入端相连,分频电路的输出端与CPU的外中断0、外中断1、定时器0端口相连,通过编码器输出的脉冲信号经分频电路分频处理,传输给CPU运算来判断送纸器的当前位置,确定送纸器的运动方向及运行速度。
2.软件工作原理
智能定位系统的软件包括主程序和中断处理程序两部分。系统上电后循环执行主程序,当丝杠带动编码器旋转时,编码器的输出信号就会通过分频电路分频后进入CPU的外中断端口产生中断,执行中断处理程序,当中断处理程序执行完成后又返回主程序,继续循环执行主程序。
主程序设计流程框图如图2所示,系统初始化完成后,按任意键,送纸器自动向后运行,当中央处理器CPU检测到定时器T0端口的基准信号时,送纸器停止运行,系统置入基准数据。按P键可调用原程序或编辑新程序,调用原程序只需输入程序号,按确认键即可;编辑新程序可通过调用空白程序进行编辑或删除当前程序号中的程序,再进行编辑,输入需要裁切的位置尺寸,按确认键即可。按下运行键,CPU判断送纸器当前位置X与光标指示尺寸Y之间的关系,X与Y的关系有两种情况:一是X>Y,若X>Y+30mm,送纸器高速向前运行;若Y+30mm>X>Y,送纸器低速向前运行至X=Y时停止运行;二是X≤Y,送纸器高速向后运行至X=Y时,送纸器由高速转为低速继续向后运行至X=Y+30mm时,送纸器改变方向并向前低速运行至X=Y时停止。CPU接收到裁切指令时,压纸器压纸,延时1s刀床向下裁切;当刀床完成裁切返回到高点时,CPU判断压纸器是否返回至最高点,当压纸器回至最高点时,送纸器自动向前运行到下一刀设定尺寸位置。
中断处理程序流程框图如图3所示,送纸器向后运行时,丝杠带动编码器旋转,编码器输出脉冲信号A经分频器分频后送CPU的外中断0端口产生中断,执行中断程序。进入中断程序后,送纸器当前位置尺寸X+0.01mm(1个脉冲信号)与光标指示尺寸Y进行比较:X+0.01mm≤Y时,送纸器高速向后运行,Y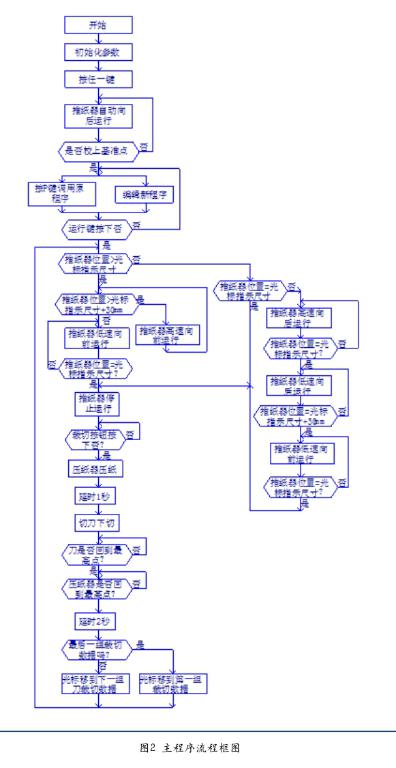
智能定位系统的功能应用
①自动消除丝杠间隙功能:切纸机电机带动丝杠、丝母螺旋副运转,使送纸器做前后直线运动。切纸机运转一段时间后丝杠与丝母之间会因磨损产生间隙,该间隙增大到一定程度时,会影响切纸机的裁切定位精度,需要采取措施做出相应的技术处理以消除该间隙。送纸器由后向前运行时,丝杠与丝母之间存在的间隙处于送纸器后侧,这种情况下该间隙不影响送纸器的准确定位;送纸器由前向后运行时,丝杠与丝母之间存在的间隙处于送纸器前侧,该间隙就会计入送纸器位置尺寸,使显示数据与实际位置产生误差,为了解决这个问题,通过软件方式,使程序控制送纸器由前向后运行至设定值+30mm位置,再反向向前运行至设定值位置停止,将丝杠与丝母的间隙由送纸器前侧转换到后侧,消除了间隙对定位的影响,保证高的裁切精度。
猜你喜欢
制造技术与机床(2019年11期)2019-12-04
成都信息工程大学学报(2018年3期)2018-08-29
时代英语·高二(2017年4期)2017-08-11
解放军健康(2017年5期)2017-08-01
电子设计工程(2017年20期)2017-02-10
电子器件(2015年5期)2015-12-29
深圳职业技术学院学报(2015年5期)2015-11-30
电测与仪表(2014年13期)2014-04-04
机械制造与自动化(2014年1期)2014-03-01
机械与电子(2014年3期)2014-02-28
