
数码印花前处理上浆的注意事项
2016-12-30 07:16上海迪灵化工有限公司林卫伟
网印工业 2016年12期
上海迪灵化工有限公司 林卫伟
数码印花前处理上浆的注意事项
上海迪灵化工有限公司 林卫伟
由于数码喷印的墨水是水溶性的,所以在喷印之前布必须要经过上浆,把活性或酸性染料固色所需的助剂在上浆的过程中一起施加在布上,这样活性墨水或者酸性墨水喷印后,再经过汽蒸,这些助剂就与染料进行化学反应,从而达到染料与纤维反应并固色。
目前数码印花像雨后春笋迅速发展,许多传统的印染厂原先把数码印花机作为打中样设备现在都在接订单了,特别是Single-pass的机器出现,更加吸引了的大型的印染厂的投资者。一般大型的印染厂都具备了后整理定型机,所以他们上浆工艺就会在该机器上进行。这种机器的压辊直径一般都很大,通常后整理做柔软整理或者做三防整理都会把该机压辊压力调节0.2Mpa左右,同时这些整理需要烘房温度比较高,130-160℃不等。走访了用该机器上浆的客户,他们上浆工艺会相同与后整理工艺,压辊压力0.2Mpa,烘房温度130-140℃,这就会产生许多问题:液槽的浆粘度越开越大,最后粘滚筒,使布产生浆斑,造成前后色差,由于烘干温度偏高,就会破坏布上的助剂,造成颜色不饱满不靓丽等等。

定型机上浆
如果是用后整理定型机上浆的要注意事项:
压辊压力不能大
由于压辊直径比较大,这种压混有它的自重,而我们的梭织布就像一个过滤网,压辊压力越大,浆就过滤越多,因为纤维的毛细效应吸收水分比浆要快,时间一长,液槽浆的粘度就会越来越大直至粘滚筒,因此建议压辊的压力不要太大,我曾经做过试验,压辊压力为零,经过几千米布上浆,没有发生粘滚筒现象。但是液槽的浆粘度要比外面桶里的浆高,通过几千米上浆后,液槽里浆的恒定粘度是6000cps,而桶里浆粘度是2600cps,由于我们不断地加入新鲜浆,液槽浆的粘度始终保持并达到一个平衡。
上浆糊的粘度控制
由于梭织布的网状性质和纤维的毛细效应,为了使液槽浆的粘度不要变化太大,建议第一次放入液槽的底浆粘度要比后面不断加入新鲜工作浆的粘度要大,比如底槽浆的干粉用量是3%,后面新鲜浆干粉用量是2-2.5%。如果是要上浆布量比较少的,那么在液槽里底浆不要放得太满,要有不断的新鲜浆加入。最好有一个循环泵,把液槽的浆与外面要加的浆不断的循环(就像斜式圆网印花机一样,圆网里的色浆永远与外面的桶里的色浆循环着)。
烘房温度
该温度千万不能太高,只要达到烘干为止即可,情愿车速慢点,我们做过实验10米/分,烘房温度在110℃布也干了。
定型车的清洁度
上浆布表面要求很高,在上浆的过程中布的表面都不能有任何的杂质影响着它,因此凡是布经过的滚筒必须表面光滑,否则就是疵布,如果前面做过有机硅柔软整理的一定要清洗干净,否则会影响它的匀染性,烘干布后面一定要A字卷,否则会影响匀染性。
已上浆布的表面清洁度
由于棉布有许多花衣毛,所以在后面A字架出布处要检验布面的光节度,如果有花衣毛沾在上面就要去除掉,否则就会影响后面的数码喷印质量,甚至擦伤喷头。
总之上浆质量好坏直接影响到数码印花的质量。为此我们一定要重视这上浆的工艺和它的质量,为后面数码喷印质量打好基础。【时尚印花】
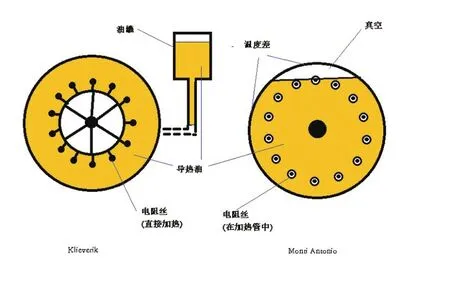
上图所示为两个品牌布在加热辊上的包裹情况,可以看到,Klieverik(左图)的包裹比例远远大于Monti Antonio(右图),布在加热辊上包裹面积的比例每提高10%,也就意味着其热效率提高10%,同样辊径的热转印机,其转印速度也会提高10%。据Klieverik销售人员介绍,其产品的毯带包裹率可达90%以上,而其他竞争产品一般只有60%-70%,这也是Klieverik产品热效率和速度高于其他产品的最主要原因。
另外,对于Klieverik而言,待转印的面料和纸张可以选择从任意角度进入加热区,比如从上图箭头方向平入,方便操作、提升转印质量,而对Monti Antonio而言,就要避开温度稍低的真空区。
相信随着人们对于热转印机越来越多的了解,像大幅面打印机一样,国际高端产品,也会成为专业客户的必然选择。【时尚印花】
猜你喜欢
橡塑技术与装备(2022年5期)2022-05-17
小资CHIC!ELEGANCE(2022年1期)2022-01-11
毛纺科技(2021年8期)2021-10-14
合成纤维工业(2020年4期)2020-09-16
小学生必读(低年级版)(2019年10期)2019-04-13
科技与创新(2018年23期)2018-12-18
橡塑技术与装备(2018年21期)2018-11-13
东华大学学报(自然科学版)(2017年5期)2017-12-18
纺织科技进展(2016年3期)2016-11-29
小资CHIC!ELEGANCE(2016年15期)2016-07-26
