
油泵轴承套—输出轴的加工工艺分析
2016-12-20 04:00王永泉姚永生
中国高新技术企业 2016年30期
王永泉 姚永生
摘要:文章对套筒类零件油泵轴承套-输出轴的加工特点进行分析,针对零件结构特点及生产实际对其工艺过程进行设计及方案比较。按照数控车床加工工序编排原则,采用一次装夹工位上多工序集中加工原则;减少换刀次数,减少空行程时间;实施粗车、半精车、精车、各孔加工的工艺路线,提高生产效率,节省刀具成本,减少其他辅助时间。
关键词:油泵轴承套-输出轴;切削工艺;内孔反车;套筒类零件;零件结构 文献标识码:A
中图分类号:TP311 文章编号:1009-2374(2016)30-0080-03 DOI:10.13535/j.cnki.11-4406/n.2016.30.039
1 零件图纸及生产类型分析
1.1 零件的作用
1.1.1 轴承套广泛应用于轻负荷便于拆装的地方,如在箱体内部轴承的装配受到条件限止时,应用轴承套刻解决装配和拆卸的难题,安装轴套还克服了轴承的轴向窜动。
1.1.2 对于一些难以维修、拆卸或价值较高的传动轴,为了保护传动轴不受磨损,在设计过程中会在轴外面安装轴套,然后在轴套上安装轴承,便于安装、维修。
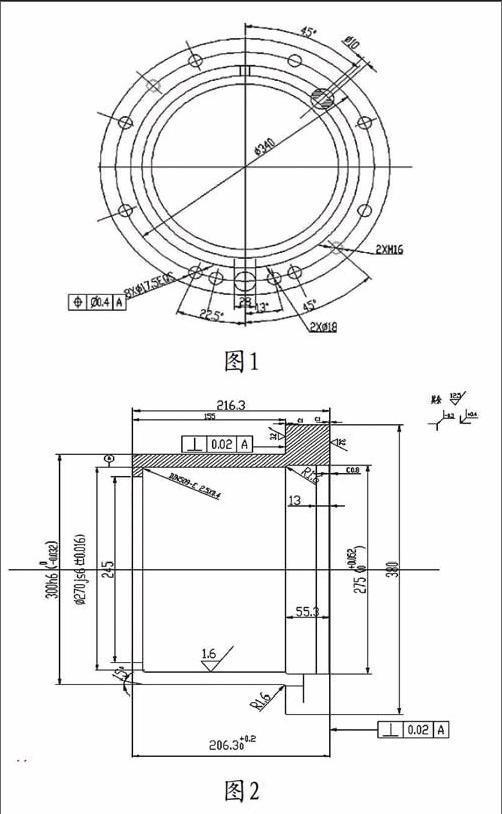
1.2 零件的结构分析
图1
图2
2 工艺规程设计
2.1 毛坯的制造形式
零件材料为EN-GJS-400-15,考虑到零件材料的综合性能及材料成本和加工成本,保证零件工作的可靠,采用铸造。由于零件轮廓尺寸不大,故可以采用铸造成型,这从提高生产率、保证加工精度上考虑,也是应该的。
2.2 基准面的选择
2.2.1 粗基准的选择。对于一般轴套类零件而言,以外圆作为粗基准是完全合理的。按照有关的粗基准选择原则(保证某重要表面的加工余量均匀时,选该表面为粗基准。若工件每个表面都要求加工,为了保证各表面都有足够的余量,应选择加工余量最小的表面为粗基准)。
2.2.2 精基准的选择。选择精基准时应重点考虑如何减少工件的定位误差,保证加工精度,并使夹具结构简单,工件装夹方便。
按照有关的精基准选择原则(基准重合原则、基准统一原则、可靠方便原则),对于本零件,有中心孔,可以以中心孔作为统一的基准,一刀完成所有孔及外圆的加工,以保证同轴度要求。
对于该类型零件,有时随着孔的加工,大端的中心孔消失,必须重新建立外圆的加工基面,一般精加工外圆可用该外圆本身来定位,即安装工件时,以支承轴颈本身找正。
2.3 制订工艺路线
制订工艺路线的出发点,应当是使零件的几何形状、尺寸精度以及位置精度等技术要求能得到合理的保证。考虑采用普通机床以及部分高效专用机床,配以专用夹具,多用通用刀具和万能量具。部分采用专用刀具和专一量具,并尽量使工序集中来提高生产率。除此以外,还应当考虑经济效果,以便使生产成本尽量下降。
2.3.1 工艺线路方案。
第一,工艺线路方案一:
工序Ⅰ:夹小端,车大端,粗车大Φ380及C1倒角,Φ275,Φ270,Φ245。
工序Ⅱ:夹大端,车下端,粗车端面206.3,外圆Φ300,155端面。
工序Ⅲ:夹小端,车大端:精车Φ275、深55.3、倒角C0.8,Φ270、深206.3、倒圆角。
工序Ⅳ:夹大端,车下端,精车端面206.3,外圆Φ300,155端面,倒角15°。
工序Ⅴ:划线Φ12孔、Φ10孔。
工序Ⅵ:钻、铣Φ28,槽28×38,2×Φ18,8×Φ17.5,2×M16,Φ12,Φ10。
工序Ⅶ:整备(去毛刺、防锈等)。
工序Ⅷ:检查。
第二,工艺路线方案二:
工序Ⅰ:夹小端,车大端:粗车大端面,Φ380及C1倒角,Φ275,Φ270。
工序Ⅱ:夹大端,车小端,粗车端面216.3,外圆Φ300,155端面,Φ245。
工序Ⅲ:装夹不变,反精车Φ275、深55.3、倒角C0.8,Φ270、深206.3、倒圆角。
工序Ⅳ:划线Φ12孔、Φ10孔。
工序Ⅴ:钻、铣Φ28,槽28×38,2×Φ18,8×Φ17.5,2×M16,Φ12,Φ10。
工序Ⅵ:整备(去毛刺、防锈等)。
工序Ⅶ:检查。
2.3.2 工艺方案的比较与分析。
上述两个方案的特点在于:方案一是采用正常车削方式,分两次装夹完成粗、精车内孔;方案二是使用反车内孔刀,使工序集中,一次装夹完成精车所有需加工的孔及外圆。两相比较起来可以看出,由于零件的尺寸不大,应尽量减少装夹次数及要求不高的尺寸一次加工完成。综合考虑批量生产性、装夹误差及定位尺寸要求,我们选择工艺路线二。
方案确定如下:
工序Ⅰ:夹小端,车大端:粗车大端面,Φ380及C1倒角,Φ275,Φ270。
工序Ⅱ:夹大端,车小端, 粗车端面216.3,外圆Φ300,155端面,Φ245。
工序Ⅲ:装夹不变,反精车Φ275、深55.3、倒角C0.8,Φ270、深206.3、倒圆角。
工序Ⅳ:划线Φ12孔、Φ10孔。
工序Ⅴ:钻、铣Φ28,槽28×38,2×Φ18,8×Φ17.5,2×M16,Φ12,Φ10。
工序Ⅵ:整备(去毛刺、防锈等)。
工序Ⅶ:检查。
2.4 机械加工余量、工序尺寸及毛坯尺寸的确定
“油泵轴承套”零件材料为灰铸铁,毛坯质量约为41.2kg,生产类型可以为中批生产,采用精密铸造,变形量小。
根据上述材料及加工工艺,分别确定各加工表面的机械加工余量、工序尺寸及毛坯尺寸如下:(1)根据外圆及内孔尺寸公差及定位公差要求,铸造外圆Φ380、Φ300毛坯尺寸单边留量为10mm;(2)端面长度216.3方向,尺寸余量为8mm;(3)内孔Φ275,Φ270尺寸单边留量应为10mm;(4)钻孔Φ28,2-Φ18,8-Φ17.5,2-M16,Φ12,Φ10均为自由尺寸精度要求。
2.5 确定切削用量
2.5.1 工序Ⅰ:车削端面、外圆。
工件材料:灰铸铁,铸造。
加工要求:粗车大端面、Φ380外圆,内孔Φ275、Φ270,表面粗糙度值Ra为6.3。
机床:VTL-ATC1600数控立床。
刀具:刀片为C型刀片,16刃长,刀杆尺寸为32mm×32mm。
计算切削用量:
第一,粗车大端面,刮平即可。
第二,粗车Φ380外圆。
毛坯单边留量为10mm,精车前留量为单边2mm,Ap=3mm,根据刀片使用建议切削速度为VC=80m/min,fr=0.3mm,确定机床主轴转速:
N1=1000VC/πdw=1000×80/3.14×380=67(r/min)
第三,粗车内孔Φ275、Φ270。
毛坯单边留量为10mm,精车前留量为单边2mm,Ap=2mm,根据刀片使用建议切削速度为VC=100m/min,fr=0.2mm,确定机床主轴转速:
N1=1000VC/πdw=1000×100/3.14×275=115.8(r/min)
N2=1000VC/πdw=1000×100/3.14×270=118(r/min)
2.5.2 工序Ⅱ:粗车端面216.3,外圆Φ300,155端面,Φ245。
第一,粗车端面,216.3,155。
精车前留量为单边2mm,Ap=3mm,根据刀片使用建议切削速度为VC=80m/min,fr=0.3mm,确定机床主轴转速:
N1=1000VC/πdw=1000×80/3.14×200=127.4(r/min)
第二,粗车Φ300外圆。
毛坯单边留量为10mm,精车前留量为单边2mm,Ap=3mm,根据刀片使用建议切削速度为VC=100m/min,fr=0.3mm,确定机床主轴转速:
N1=1000VC/πdw=1000×100/3.14×300=106.2(r/min)
第三,粗车内孔Φ245。
毛坯单边留量为10mm,精车前留量为单边2mm,Ap=2.5mm,根据刀片使用建议切削速度为VC=90m/min,fr=0.2mm,确定机床主轴转速:
N1=1000VC/πdw=1000×90/3.14×245=117(r/min)
2.5.3 工序Ⅲ:精车端面、外圆和内孔。
精车Φ275、深55.3、倒角C0.8,Φ270、深206.3、倒圆角。
机床:VTL-ATC1600数控立床。
刀具:刀片为C型刀片,16刃长,刀杆尺寸为32mm×32mm。
精车Φ275,Φ270。
留量为单边2mm,Ap=1.5mm,根据刀片使用建议切削速度为VC=150m/min,fr=0.15mm,确定机床主轴转速:
N1=1000VC/πdw=1000×150/3.14×275=173.7(r/min)
N2=1000VC/πdw=1000×150/3.14×270=177(r/min)
2.5.4 工序Ⅳ:钻Φ28,铣槽28×38,钻8-Φ17.5,2-M16-6H,2-Φ18,Φ12,Φ10。
第一,钻Φ28。根据钻头使用建议切削速度为VC=15m/min,fr=0.35mm,确定机床主轴转速:
N1=1000VC/πdw=1000×15/3.14×28=170.6(r/min)
第二,铣槽28×38。
VC=30m/min,fr=0.35mm,确定机床主轴转速:
N1=1000VC/πdw=1000×30/3.14×28=341.2(r/min)
第三,钻2-Φ18。
VC=18m/min,fr=0.35mm,确定机床主轴转速:
N1=1000VC/πdw=1000×18/3.14×18=318.47(r/min)
第四,钻8-Φ17.5。
VC=25m/min,fr=0.35mm,确定机床主轴转速:
N1=1000VC/πdw=1000×25/3.14×17.5=454.9(r/min)
第五,钻2-M16。
VC=20m/min,fr=0.35mm,确定机床主轴转速:
N1=1000VC/πdw=1000×20/3.14×14=454(r/min)
第六,钻Φ10、Φ12。
VC=15m/min,fr=0.35mm,确定机床主轴转速:
N1=1000VC/πdw=1000×15/3.14×10=477(r/min)
N2=1000VC/πdw=1000×15/3.14×12=398(r/min)
3 结语
本文针对套筒类零件并予以具体轴承套毛坯实例进行了工艺方案的比较及切削用量的分析。在实际生产过程中,套筒类零件的加工对同轴度、位置度等的要求较高,通过工艺优化,工序最大限度地集中,可保证加工质量并提高生产效率。本文的分析对其他套筒类零件的实际加工会有一定的借鉴意义和指导作用。
参考文献
[1] 范俊广.数控机床及其应用[M].北京:机械工业出版社,1993.
[2] VTL-ATC数控立车操作说明书[S].台湾油机股份有限公司.
[3] 于骏一,邹青.机械制造技术基础[M].北京:机械工业出版社,2004.
[4] 李益民.机械制造工艺设计简明手册[M].北京:机械工业出版社,2011.
[5] 艾兴,肖诗纲.切削用量简明手册[M].北京:机械工业出版社,1994.
[6] 技术制图及DIN509标准(GB/T 19096-2003)[S].
猜你喜欢
锻造与冲压(2023年3期)2023-02-28
机械工程与自动化(2022年4期)2022-08-23
上海涂料(2021年5期)2022-01-15
制造技术与机床(2019年12期)2020-01-06
名城绘(2019年3期)2019-10-21
科技资讯(2018年3期)2018-06-06
制造技术与机床(2017年8期)2017-11-27
机械工程师(2015年10期)2015-02-02
机械工程师(2014年8期)2014-12-02
河南科技(2014年16期)2014-02-27
