
汽车仪表板横梁焊接技术
2016-12-20 07:16:29张正坤
环球市场 2016年21期
张正坤
上海和达汽车配件有限公司
汽车仪表板横梁焊接技术
张正坤
上海和达汽车配件有限公司
随着我国居民生活水平和质量的逐步提高,人们对于汽车的需求量也在进一步增加,且其对于汽车仪表板的认识也由传统的基础性作用和功能逐步扩展到了对于舒适性、可靠性、安全性等方面的需求。焊接技术是汽车仪表中非常重要的部分,因此进一步加强对其的研究非常有必要,从而才能够进一步提高汽车整体性能和价值。基于此本文分析了汽车仪表板横梁焊接技术。
汽车仪表板;横梁;焊接技术
1 、仪表板横梁开发和研究现状
仪表板横梁总成是为仪表板饰件及其附件(如收音机、CD机、空调控制模板、仪表等)、乘员侧安全气囊、转向管柱(有时包括制动踏板、加速踏板、离合器踏板等底盘零部件)、空调箱、线束等零部件提供支承的结构件,同时也是模块化仪表板总成装配过程中的辅助夹具和定位支承件。
管柱型横梁由于拥有较明显的价格及性能优势,因此得到了广泛的应用。根据管子的形状可分为直管型和弯管型。直管型对结构和安全性能非常有利,生产制造相对比较容易控制,因而成本相对较低,但对座舱系统的零部件布置有一定限制。直管型又可分为等径和变径2种类型,变径直管的优点是减轻了零件质量,同时增加了一些乘员侧的布置空间,但需要增加扩口或缩口工序和变径过渡区的焊接工序。
2 、汽车仪表板横梁功能
2.1 提供仪表板子系统及空调等部件的安装结构
仪表板横梁总成上孔位繁多,主要提供仪表板总成中的仪表板本体总成、转向管柱、换挡装置、副驾驶安全气囊、空调总成、线束等部件的安装结构。同时也增加了仪表板子系统的结构稳定性。
2.2 提高转向系统的稳定性
横梁总成的转向管柱支架通过前围支架连接,间接与车身前围之间形成固定结构,当转向管柱装置装配到转向管柱支架后,能有效地提高转向系统的稳定性。
2.3 提供乘客安全保护功能
当车辆前端发生碰撞或偏移时,横梁总成的骨架能加强车身的结构强度,起到抑制发动机舱里的坚硬部件对车内的侵入,以保护乘客的搭乘空间。在车辆发生碰撞时,仪表板横梁总成承载着副驾驶安全气囊静载荷和气囊爆破时的动载荷,以保护乘客的安全。
3 、汽车仪表板横梁焊接技术
3.1 选择合理的焊接参数
二氧化碳保护焊的焊接参数主要有焊接电流、焊接电压、焊丝干伸长度等。只有当这些参数匹配恰当时才能焊接出焊缝外观、熔深值、焊缝长度符合要求的焊缝。调试产品焊缝及尺寸时需保证焊接参数的合理性及匹配性。
(1)焊接电流:根据焊接条件(板厚、焊接位置、焊接速度、材质等参数)选定相应的焊接电流。CO2焊机调电流实际上是在调整送丝速度,因此CO2焊机的焊接电流必须与焊接电压相匹配,一定要保证送丝速度与焊接电压对焊丝的熔化能力一致,以保证电弧长度的稳定。二氧化碳保护焊焊接常用电流参数表见表1。
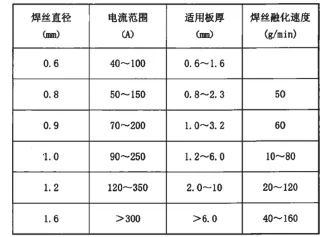
表1 二氧化碳保护焊焊接常用电流参数表
(2)焊接电压:根据焊接条件选定相应板厚的焊接电流,然后根据下列公式计算焊接电压:
300A时:焊接电压=(0.04倍焊接电流++16土1.5)V
>300A时:焊接电压=(0.04倍焊接电流+20士2)V
(3)焊丝干伸长度:焊丝从导电咀到工件的距离,焊接过程焊丝的干伸长度直接影响焊接稳定性。二氧化碳保护焊焊接干伸长度表见表2。

表2 二级化碳保护焊焊接干伸长度表
小于300A时:L=(10—15)倍焊丝直径
大于300A时:L=(10—15)倍焊丝直径+5mm
3.2 焊接方案确定
在焊接工装设计前,要确定焊接方案,包括工装的数量、零件在每序工装的分布、焊接的顺序及方向;工装的数量确定需要考虑到产能、焊缝数量、位置、长度及零件的数量等多个因素,要保证焊接时焊枪有足够的运到空间,在采用最低工装投入成本的同时满足客户的要求产能。每序工装布置的零件尽量均匀分布,焊接的顺序应尽量左右对称,尽可能减少由于焊缝分布不均,焊接热量不均产生的焊接变形。
3.3 调整支架在焊接工装上的定位在确定焊接顺序并选用合理的焊接参数和焊接姿势后,需通过调整支架在焊接工装上的定位来满足产品的尺寸要求。焊接工装在设计时,每个支架的定位都是可以在X,Y,Z方向进行调节(如图5所示)。在调试过程,使用塞尺、钢尺在检具上确定产品尺寸的偏差,使用标记笔对尺寸的偏差进行标记,根据产品孔位、面位的偏差值来对工装上支架的X,Y,Z方向的垫片进行增减,加减垫片时应由少至多逐步调整。
3.4 增加工艺焊缝
在前期开发时,圆管弯管模、冲压件的模具、焊接工装都是按照理论数据进行开发、制造的,调试时,尽管对机械人的焊接顺序、焊接参数、焊接姿势进行了调试,但因圆管在焊接过程中局部区域焊接过多的焊缝而产生热变形,热变形导致的尺寸偏差仅仅使用调整支架在焊接工装上的定位是无法解决的。增加工艺焊缝应遵循以下几个原则。
(1)应在确保支架与圆管贴合的情况下增加工艺焊缝;在圆管上增加工艺焊缝,圆管会朝工艺焊缝的反方向变形。
(2)当机器人焊接完零件总成后,在最后一道工序的焊接工装上使用人工在预测的位置增加工艺焊缝,通过不断的实验确定工艺焊缝的长度和位置,当明确工艺焊缝的长度和位置后,需在机器人的程序中编制相应的程序并锁定。
(3)为保证产品外观、装配要求及生产节拍,工艺焊缝不宜多加,2一4条适宜。
(4)工艺焊缝的表面需保证外观光滑,无焊瘤、飞溅等焊接缺陷。
总之,仪表板横梁总成是仪表板系统内部骨架,用于支撑仪表板系统,提供仪表板系统巾部件的安装,对增加整个车身的强度有-定的作用,因此进一步加强对其的研究非常有必要。
[1]刘伟萍.仪表板总成性能分析及优化[D].武汉理工大学,2010.
猜你喜欢
南方农机(2022年20期)2022-10-20 15:00:06
昆钢科技(2021年4期)2021-11-06 05:31:06
工业加热(2021年8期)2021-09-11 09:29:42
装备制造技术(2021年2期)2021-07-21 05:38:30
汽车文摘(2017年2期)2017-12-04 16:12:57
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13
汽车零部件(2014年5期)2014-11-11 12:24:34
汽车零部件(2014年5期)2014-11-11 12:24:28
西安建筑科技大学学报(自然科学版)(2014年5期)2014-11-10 02:34:24
