
关于两次法成型机一段胶囊正反包的问题探讨
2016-12-20 08:22:22姚国钊张昌林邵帅张伟
橡塑技术与装备 2016年23期
姚国钊,张昌林,邵帅,张伟
(山东龙跃橡胶有限公司,山东 荷泽 274400)
关于两次法成型机一段胶囊正反包的问题探讨
姚国钊,张昌林,邵帅,张伟
(山东龙跃橡胶有限公司,山东 荷泽 274400)
针对两次法成型机一段胶囊、助推盘、帘布反包、三角胶等问题进行了探讨,如反包帘布打褶、变形,三角胶脱空、脱层等故障现象,并浅析其解决方法。
成型机;正反包;助推器;胶囊;助推盘;侧鼓
本公司成型机主要有一次法和两次法两种机型。本文主要针对两次法成型机一段胶囊反包问题进行分析和总结。
1 成型机简介
本公司两次法成型机主要生产12~18"轮胎。两次法成型机又分为一段成型机和二段成型机;一段成型机主要负责完成胎圈、内衬、帘布、胎侧及按需存在的补强层的贴合;二段主要负责在一段胎筒基础上,将带束层、冠带条和胎面的复合件,滚压成型为胎坯。
1.1 一段结构简介
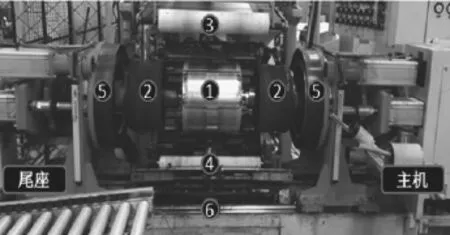
图1 成型机一段结构示意图
如图1所示,一段成型机主要结构有:主机、尾座和成型鼓及上、下海绵辊组成,其中尾座上安装有左胶囊、左指形片、左扣圈盘和左助推盘,主机上同样安装有相对应的右胶囊、右指形片、右扣圈盘和右助推盘,尾座和主机上的指形片、扣圈盘、助推盘和胶囊通过在轨道上左右移动,来完成胎筒的正包和反包动作。
1.2 一段成型机反包工作原理
一段成型机反包工作原理如图2所示。
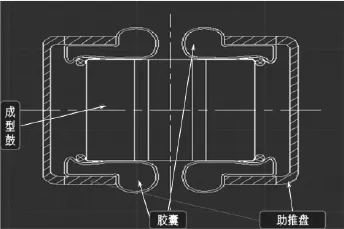
图2 成型机一段反包工作原理示意图
轮胎正反包是由左、 右两部分组成,左侧安装在尾架上滑轨的支承轴套上, 右侧安装在主轴支承轴套上, 其作用为完成帘布的指形片正包、 扣圈。 正包装置的扣圈动作用两个气缸完成, 指形片正包则用两个气缸驱动,完成正包。在正包、扣圈之后进行胶囊反包。胶囊锁紧装置确保胶囊在充气膨胀时产生的反作用力不会将胶囊推出, 这一动作的完成质量与尾座锁紧装置、胶囊尺寸、胶囊密度、助推盘内径、助推盘长度、胶囊压力密切相关, 与其他的连接部件也有关。
2 成型机一段正反包易出现的问题
在成型机正反包工作时,易出现的问题有两类:一是一段反包后帘布打褶、变形;一是一段反包后三角脱空、脱层。这些都会影响轮胎的均匀性、动平衡和外观不良,以下是针对这些问题的分析和解决方法。
2.1 一段反包帘布打褶、变形
一般高反包帘布规格容易出现反包后帘布打褶、变形,如图3;对高反包规格进行分析,影响帘布打褶的主要因素是助推盘挤压胶囊的反包量无法达到,胶囊不能反包到帘布反包端点。

图3 高反包规格在反包时胶囊不能反包到帘布端点
胶囊反包帘布时,由于胶囊反包达不到帘布反包端点,下压辊上升压合,就会造成帘布打褶、变形(如图4),首先对机台反包参数进行分析,通过增加助推盘推入停顿时间,增加胶囊的反包量,使其能够更有效的覆盖反包后帘布;助推盘停顿时间由原来的25 ms,调整为50 ms,进行生产,结果效果不明显。依然反包量不够。更换加大胶囊,效果依然不好。
2.2 一段反包后,三角脱空、脱层
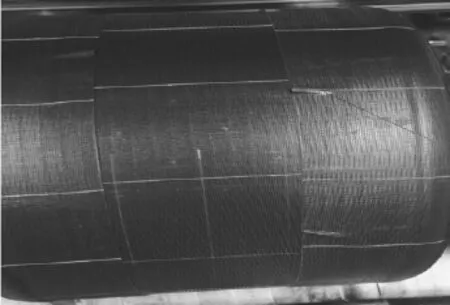
图4 高反包规格在反包压合后帘布打褶
在生产LT系列和低扁平率系列时,经常出现胶囊反包后三角胶脱空、脱层。但这两个系列三角胶脱空、脱层,形成的原因不尽相同,首先是LT系列三角胶较厚而且较宽,基本都是50 mm以上的复合后高度,厚度8 mm左右,反包后无法良好将三角压倒、压实,压合后造成三角脱空、脱层。其次低扁平率轮胎是由于三角胶高度太低,特别是30~40系列,三角高度一般20 mm左右。三角胶在胶囊根部,反包力量达不到,压合后导致三角脱层,如下图5。

图5 三角脱空、脱层
3 成型机一段正反包易出现的问题的解决方法
测量一段成型鼓直径和助推盘内径(以14"例),14"成型鼓直径为:Ф387,本公司使用的助推盘内径:Ф480,内径相差100 mm左右,由于成型鼓外径和助推盘内径相差太大,在助推盘挤压反包胶囊的时候,不能将胶囊面积最大化利用,故而会出现反包达不到理想要求,为解决这个问题,重新设计了一套助推盘助推器,如下图6。
安装了助推器后的助推盘如图7。
安装后,进行反包试验,反包效果良好,胶囊能够完全覆盖帘布,反包后帘布不再打褶、变形,如下图8。
改造后,助推盘内径为420 mm,长度增加10 mm,这样在一段进行反包时相对没有改造之前,胶囊反包量更大,能够反包到帘布反包端点,反包后帘布不再打折、变形;同时相对改造之前,胶囊压力也相对增大,胎圈脱空现象也得以解决。
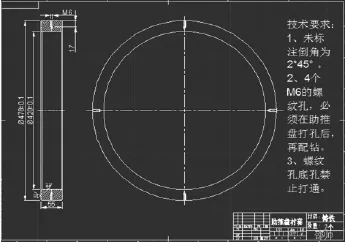
图6 镶嵌在助推盘内部的助推器设计图
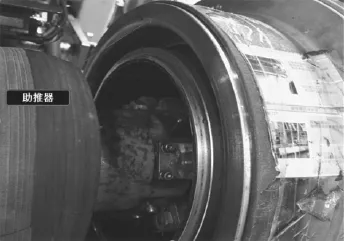
图7 镶嵌助推器后的助推盘

图8 改装后的胶囊反包
4 提升外观合格率
本次改造对成型机的品质有明显提升,改造前高反包规格在两次法成型机上无法正常生产,大大的制约了产能;改造后高反包规格可以在两次法成型机正常生产;而且反包帘布不再打褶、变形,前期,市场反馈最多的就胎侧鼓包、胎侧凹陷,改造后基本解决了高反包规格侧鼓、侧凹现象;同时也解决了个别规格的三角胶脱空、脱层。
5 结语
通过对助推盘的结构和内径改造, 逐步的满足了生产及工艺要求,保证了半钢子午线轮胎胎坯的质量,有效的提升轮胎的外观品质。 鉴于此, 我们应该不断的对成型机进行摸索、改良工艺和设备中存在的各项问题, 这样才能不断稳定提高轮胎的质量。
(R-01)
Discussion of one stage turn-up and turn down bladder problem for two stage building machine
Discussion of one stage turn-up and turn down bladder problem for two stage building machine
Yao Guozhao,Zhang Changlin,Shao Shuai,Zhang Wei
(Shandong Longyue Rubber Co., LTD., Heze 274400, Shandong, China)
The problems of one stage bladder , boosting plate, curtain turn-up ,triangle glue layer off in bujilding machine were discussed, and its solution were summed up.
building machine; turn down and turn up ; booster; bag; boosting plate; side drum
TQ330.46
1009-797X(2016)23-0052-03
B
10.13520/j.cnki.rpte.2016.23.011
姚国钊,男,工程师,主要从事半钢子午线轮胎工艺管理工作。
2016-06-28
猜你喜欢
轮胎工业(2022年11期)2022-11-30 07:17:22
上海人大月刊(2022年5期)2022-05-19 13:19:24
橡塑技术与装备(2021年21期)2021-11-17 07:37:40
制造技术与机床(2018年9期)2018-09-19 06:48:02
中国公路(2017年14期)2017-09-26 11:51:41
中国公路(2017年11期)2017-07-31 17:56:31
中国铸造装备与技术(2017年3期)2017-06-21 11:33:45
工业设计(2016年6期)2016-04-17 06:42:45
专用汽车(2016年9期)2016-03-01 04:17:30
橡胶科技(2015年11期)2015-07-29 06:53:28
