
搅拌摩擦焊的在轨道客车上的应用及工艺特点
2016-12-17 03:18孙权智
环球市场 2016年17期
孙权智
中车长春轨道客车股份有限公司
搅拌摩擦焊的在轨道客车上的应用及工艺特点
孙权智
中车长春轨道客车股份有限公司
随着现代工业的蓬勃发展,能源紧缺、环境污染等问题日益严峻。轨道客车行业已经大量采用铝合金车体结构,有效解决轻量化及污染问题。传统的铝合金焊接方法主要是TIG和MAG焊,其接头强度低,还具有放射性。搅拌摩擦焊焊接温度较低、缺陷少、无其他焊接耗材、污染小、更利于实现自动化焊接。搅拌摩擦焊以其优异的环保及焊接能力,正在逐渐普及在铝合金结构的轨道客车焊接生产中。
搅拌摩擦焊;轨道客车;铝合金材料
1 概述
1.1 铝合金材料在轨道客车领域的应用及其焊接性问题
随着现代轨道交通运输业的蓬勃发展以及能源紧缺、环境污染等问题的日益加剧。高速动车组的迅速发展,更加显现出以钢铁为主要材料的轨道客车已经远远满足不了社会及工业的要求,快速安全、节能环保是高速轨道客车行业追求的目标。
铝合金因其密度小、强度高、耐腐蚀、成型性能优良、价格适中以及可实现型材的大型宽体化等特点,可以满足列车车体的轻量化、密封性及可靠性等要求。而铝合金要实现生产制造中的广泛应用,首先要解决的就是焊接性问题。铝合金的焊接性问题主要包括:气孔、热裂纹及接头强度降低。此外,由于铝的活性特点,极易在空气中氧化,在表面形成氧化膜,氧化膜的熔点高于铝材本身,因此铝合金的焊接比较困难。
1.2 搅拌摩擦焊在铝合金焊接中得到应用
1991年,搅拌摩擦焊也称FSW(Friction Stir Welding)在美国焊接研究所研究成功,并迅速以其出色的环保及焊接能力,引起各工业领域的关注。由于FSW全过程都是在焊件的熔点以下完成的固相焊接,所以金属材料没有熔化,因焊接时焊接接头收缩变形小、力学性能损失也明显降低,因而与其他铝合金焊接方法相比,FSW更适合铝合金的焊接。搅拌头对工件的机械搅拌以及轴肩的锻压作用,接头会形成比母材更细小的动态再结晶组织,从而使焊缝的强度超过了母材的强度,此外它克服了以往熔焊中的诸如气孔、裂纹、变形等缺点。
2 搅拌摩擦焊的焊接原理
搅拌摩擦焊通过搅拌头轴肩和搅拌针与工件之间的摩擦、挤压作用,产生足够的摩擦热以及塑性变形热加上机械力将两部分待焊工件连接起来的过程。通常分为四步:旋转、插入、预热以及移动。FSW具有传统的熔化焊无法相比的优点,其具有焊缝晶粒组织细小,接头强度优良,焊接过程环保、节能、无弧光烟尘等污染、对操作工人身体无害,焊后工件残余应力小、板材变形小等优点[1]。经过二十多年的研究发展,搅拌摩擦焊已经在飞机制造业、造船行业、汽车工业和军事工业等领域得到广泛应用。(图1)
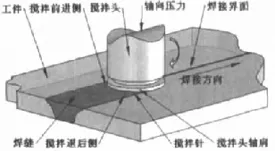
图(1)
3 搅拌摩擦焊的优势及特点
3.1 搅拌摩擦焊的优势
目前,TIG和MAG焊是铝合金焊接的主要方法,均采用氩气作为保护气体,通过阴极雾化作用破坏氧化膜从而完成焊接。弊端在于耗氩量大,并且具有放射性,对焊工身体会造成影响,接头的强度也难以达到要求。
(1)搅拌摩擦焊是一种新型的固态塑化连接方法,比传统焊接方法有明显的技术优势。由于产生的最高温度较低,因此搅拌摩擦焊接避免了溶化焊接所带来的缺陷;焊接后具有细化的锻造组织, 接头组织的晶粒细小、焊接性能良好。
(2)焊接后结构的残余应力或变形很小,而且焊接过程中也不需要其它焊接消耗材料,对环境的污染极小,无烟尘和飞溅,噪音很低;
(3)适合于实现自动化焊接。在对接接头中,由于焊接方法的优越性,搅拌摩擦焊对焊接接头形状、清洁度以及接头装配间隙均要求不太高;
(4)搅拌摩擦焊适于连接同质或异质的多种结构材料,如:铝、镁、铜、铁、钛等多种合金材料和热塑材料,尤其适于连接常规焊接工艺难以焊接的高强铝合金、铝锂合金、 钛合金等航宇材料的焊接。
3.2 搅拌摩擦焊的工艺特点
搅拌摩擦焊作为一种新型的焊接方式,其在工业中的应用日趋普及,对其工艺特点及工艺参数的影响也有大量研究。如在搅拌摩擦焊时,焊接速度与热输入不呈线性关系,而是呈现复杂的形态.当焊接速度较小,塑性变形产热可以忽略时,摩擦热主要地位.这时随焊接速度的增加,热输入减小,接头性能下降.当焊接速度较大,塑性变形产热占主要地位时,随焊接速度的增加,热输入增加,接头性能上升.当进一步增加焊接速度,由塑性变形引起的产热小于焊接速度增加造成的热输入减小,总的热输入减小,性能下降。当旋转速度与焊接速度比值为定值时,接头力学性能是变化的,并且不是线性的。由摩擦热、塑性变形产热综合影响接头的性能.摩擦热是随旋转速度和焊接速度的绝对值的增加而增加,塑性变形热是先下降后上升,总的趋势是先下降,后上升。
4 搅拌摩擦焊在轨道客车领域的应用
1998年,日本日立公司最早将FSW技术应用于地铁车体侧墙,随后该公司在地铁、城轨动车组及高铁的车体上大量采用FSE技术,其使用部件从最初的侧墙扩展到车顶,接头形式从单层单面到双层双面。目前日本企业已在车体总组焊工序中采用了FSW工艺,将侧墙与车底焊为一体,保证了车体的美观性,为铝合金车体免涂装打下了基础。在欧洲,瑞典SAPA公司从1997年开始向所有主要列车生产商提供FSW工艺的铝合金挤压型材焊接部件。
在国内,2010年,株洲电力机车公司将代工的搅拌摩擦焊侧墙板用于广州地铁3号线车体;青岛四方股份公司将搅拌摩擦焊侧墙板小范围用于广州地铁5号线车体。2011年长春轨道客车股份有限公司制造出高速列车搅拌摩擦焊车体。以A型地铁车体为例,地板、侧墙、车顶、枕粱、端墙部件的长直焊缝均为搅拌摩擦焊,站焊缝总长度的60%以上。目前搅拌摩擦焊车体总组装的焊缝,小件焊缝、曲面焊缝依然采用了电弧焊。如何在车体总组装应用搅拌摩擦焊尚属世界难点,也是未来以中车长春轨道客车股份有限公司为代表的轨道客车制造企业的努力方向。
[1]李东辉. 高强铝合金超声辅助搅拌摩擦焊工艺与机理研究[D]. 长沙院中南大学袁2008.
猜你喜欢
中国材料进展(2019年10期)2019-12-07
汽车观察(2019年2期)2019-03-15
汽车观察(2018年12期)2018-12-26
汽车观察(2018年10期)2018-11-06
制造技术与机床(2017年8期)2017-11-27
北京汽车(2017年3期)2017-10-14
专用汽车(2016年12期)2016-02-11
中国铁道科学(2015年6期)2015-06-21
山东工业技术(2014年20期)2014-10-21
燕山大学学报(2014年1期)2014-03-11
